इनकॉनेल 718 3D प्रिंटिंग सेवा सुपरमिश्र धातु ऑटोमोटिव पुर्जे आपूर्तिकर्ता
ऑटोमोटिव अनुप्रयोगों के लिए इनकॉनेल 718 3D प्रिंटिंग का परिचय
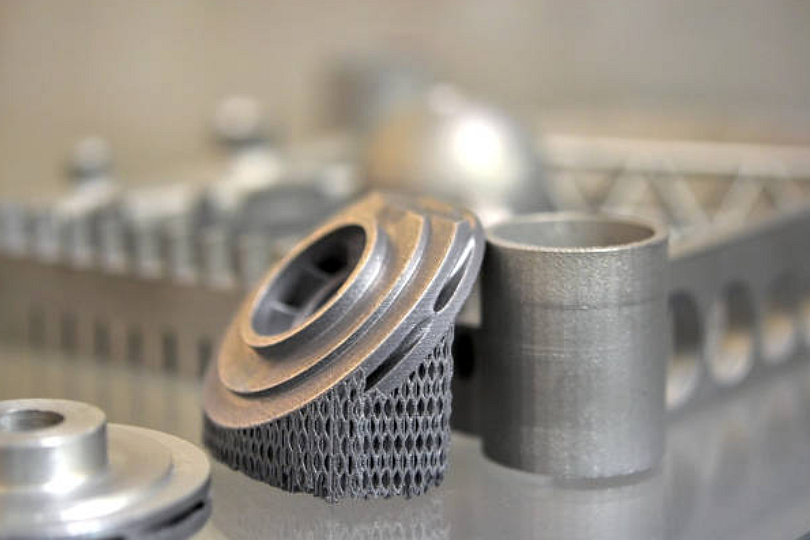
इनकॉनेल 718 उत्कृष्ट उच्च-तापमान प्रदर्शन, शक्ति और संक्षारण प्रतिरोध प्रदान करता है—जो इसे उन्नत ऑटोमोटिव घटकों के लिए एक आदर्श सामग्री बनाता है। 3D प्रिंटिंग जटिल ज्यामिति निर्माण, वजन में कमी और इंजन बे, निकास या टर्बो सिस्टम की स्थितियों में प्रदर्शन से समझौता किए बिना कम लीड समय को सक्षम बनाती है।
Neway Aerotech में, हम ऑटोमोटिव उद्योग की मांगपूर्ण आवश्यकताओं के अनुरूप प्रोटोटाइप और उत्पादन-ग्रेड पुर्जों के लिए इनकॉनेल 718 3D प्रिंटिंग सेवाएं प्रदान करते हैं।
इनकॉनेल 718 3D प्रिंटिंग क्षमताओं का अवलोकन
तकनीकी पैरामीटर
पैरामीटर | मान |
|---|---|
प्रिंटिंग तकनीक | |
न्यूनतम दीवार मोटाई | 0.5 मिमी |
परत मोटाई | 40–60 μm |
प्रिंट के बाद घनत्व (HIP के बाद) | ≥99.8% |
सहिष्णुता | प्रति 100 मिमी ±0.1 मिमी |
SLM-आधारित योजक विनिर्माण इनकॉनेल 718 ऑटोमोटिव पुर्जों के लिए संरचनात्मक ध्वनि, ज्यामितीय जटिलता और कम मशीनिंग सुनिश्चित करता है।
ऑटोमोटिव अनुप्रयोगों के लिए इनकॉनेल 718 क्यों?
टर्बो और निकास अनुप्रयोगों के लिए 650°C से ऊपर क्रिप प्रतिरोध
उच्च-RPM घूर्णन असेंबली के लिए उत्कृष्ट थकान शक्ति
कठोर इंजन बे वातावरण में संक्षारण और तापीय झटका प्रतिरोध
पोस्ट-प्रोसेसिंग जैसे कि EDM, HIP, और सतह उपचार के साथ संगत
सामान्य ऑटोमोटिव अनुप्रयोग
घटक | संचालन तापमान (°C) | विशिष्ट दीवार मोटाई | विवरण |
|---|---|---|---|
टर्बोचार्जर निकास हाउसिंग | 800–950 | 1.5–3 मिमी | एकीकृत शीतलन वेन के साथ पतली-दीवार वाली मुद्रित ज्यामिति |
उच्च-दबाव निकास मैनिफोल्ड | 700–900 | 2–4 मिमी | ट्विन-स्क्रॉल डिजाइन के लिए टेपर्ड रनर और फ्लैंज |
EGR सिस्टम घटक | 600–750 | 1.2–2 मिमी | जटिल प्रवाह पथ वाले संक्षारण-प्रतिरोधी आंतरिक डक्ट |
रोटरी इंजन दहन सील खंड | >700 | 1 मिमी | तेल-पास माइक्रो-फीचर्स के साथ घिसाव-प्रतिरोधी खंड |
हल्के हीट शील्ड | 600–750 | 0.8–1.5 मिमी | लैटिस बैकिंग के साथ उच्च-परावर्तक मुद्रित शील्ड पैनल |
केस स्टडी: प्रदर्शन ऑटोमोटिव OEM के लिए इनकॉनेल 718 3D प्रिंटेड निकास मैनिफोल्ड
परियोजना पृष्ठभूमि
एक प्रदर्शन OEM को टर्बोचार्ज्ड इनलाइन-4 इंजन प्रोटोटाइप के लिए पूरी तरह से कार्यात्मक इनकॉनेल 718 निकास मैनिफोल्ड की आवश्यकता थी। भाग को 850°C गैस प्रवाह और >100,000 तापीय चक्रों को संभालना था।
विनिर्माण वर्कफ़्लो
3D प्रिंटिंग: 50 μm परतों के साथ SLM, निर्माण समय 42 घंटे, प्रिंट आकार 290 मिमी × 160 मिमी × 110 मिमी
HIP: 4 घंटे के लिए 1200°C, 100 MPa पर हॉट आइसोस्टैटिक प्रेसिंग
CNC मशीनिंग: मिलान फ्लैंज और टर्बो पोर्ट ±0.02 मिमी तक समाप्त
EDM प्रोसेसिंग: O2 सेंसर पोर्ट थ्रेड और निकास मर्ज कलेक्टर पॉलिश किया गया
सतह फिनिशिंग: संक्षारण सुरक्षा के लिए ग्रिट ब्लास्टिंग और पैसिवेशन
निरीक्षण और परीक्षण
सभी सीलिंग सतहों पर CMM सत्यापन
एक्स-रे ने किसी भी सरंध्रता या सिकुड़न कलाकृतियों की पुष्टि नहीं की
5 बार पर दबाव परीक्षण; 2000 तापीय झटका चक्रों के बाद कोई विरूपण नहीं
वेल्ड-रेडी इंटरफेस और संरचनात्मक ग्रेन निरंतरता के लिए दृश्य और SEM निरीक्षण
परिणाम और प्रदर्शन
इनकॉनेल 718 प्रिंटेड मैनिफोल्ड ने पूर्ण बूस्ट पर 300 घंटे के इंजन डायनो परीक्षण के बाद कोई दरार या युद्धन नहीं दिखाया।
माउंटिंग फ्लैंजों ने उच्च-तापमान स्थितियों के तहत 0.05 मिमी के भीतर समतलता बनाए रखी।
अंतिम भाग का वजन संरचनात्मक अखंडता और प्रवाह प्रदर्शन बनाए रखते हुए कास्ट स्टेनलेस स्टील की तुलना में 22% कम हो गया।
ग्राहक ने सीमित उत्पादन श्रृंखला में वाहन एकीकरण के लिए 3D-प्रिंटेड मैनिफोल्ड को одобरित किया।
अक्सर पूछे जाने वाले प्रश्न (FAQs)
उच्च-तापमान निकास अनुप्रयोगों में इनकॉनेल 718 पुर्जों का जीवनकाल क्या है?
क्या इनकॉनेल 718 3D प्रिंटेड पुर्जे कास्ट या फोर्ज्ड घटकों को सीधे बदल सकते हैं?
In718 3D प्रिंटेड ऑटोमोटिव पुर्जों के लिए विशिष्ट लीड समय क्या है?
क्या वेल्ड या सेंसर इनकॉनेल 718 प्रिंटेड मैनिफोल्ड के साथ संगत हैं?
उच्च-लोड इंजन पुर्जों के लिए किस प्रकार के पोस्ट-प्रोसेस निरीक्षण की आवश्यकता है?
