Mecanizado CNC de Aleaciones Hastelloy para Piezas de Turboalimentador con Precisión Superior
Introducción
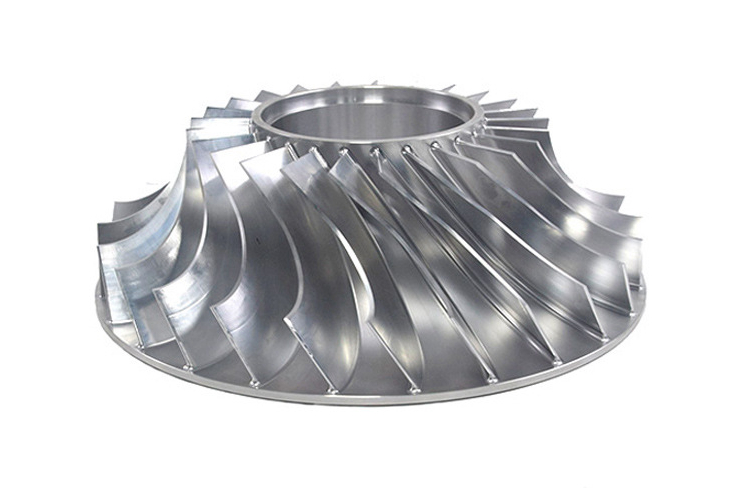
Las aleaciones Hastelloy son conocidas por su excepcional resistencia a la corrosión, estabilidad térmica y resistencia mecánica, lo que las convierte en materiales ideales para piezas de turboalimentador que operan en entornos hostiles. En Neway AeroTech, nos especializamos en mecanizado CNC de precisión de aleaciones Hastelloy, produciendo componentes de turboalimentador con tolerancias dimensionales excepcionales (±0,005 mm) y una resistencia superior a la fatiga y la fatiga térmica.
Utilizando equipos CNC multieje avanzados, parámetros de mecanizado optimizados y control de calidad de grado aeroespacial, Neway garantiza que cada componente de turbo de Hastelloy cumpla con los más altos estándares de durabilidad y confiabilidad operativa.
Desafíos Principales de Fabricación para Componentes de Turbo Hastelloy
El mecanizado CNC de aleaciones Hastelloy como Hastelloy X y Hastelloy C-22 presenta varios desafíos técnicos:
La alta resistencia y las características de endurecimiento por trabajo conducen a un desgaste rápido de la herramienta.
Mantener tolerancias ultra precisas (±0,005 mm) es crítico para las funciones aerodinámicas y de sellado del turboalimentador.
Gestionar la acumulación de calor y minimizar la distorsión térmica durante el mecanizado.
Lograr acabados superficiales finos (Ra ≤0,8 µm) para un rendimiento óptimo del flujo de aire y del ensamblaje.
Proceso de Mecanizado CNC de Precisión para Piezas de Turboalimentador Hastelloy
Nuestro proceso de mecanizado CNC para piezas de turbo Hastelloy incluye:
Análisis de Material: Evaluar las propiedades del Hastelloy para seleccionar la herramientía y estrategia de mecanizado correctas.
Herramientía Avanzada: Utilizar insertos de carburo o cerámica optimizados para materiales de baja conductividad térmica y alta dureza.
Mecanizado CNC Multieje: Mecanizado de 5 ejes para reducir configuraciones, mejorar la precisión de características y mantener tolerancias estrechas.
Parámetros de Mecanizado Optimizados: Velocidades controladas (15–40 m/min) y avances (0,02–0,10 mm/rev) para equilibrar las tasas de remoción de material y la calidad superficial.
Pasadas de Acabado Superficial: Cortes de acabado ligeros para lograr Ra ≤0,8 µm preservando la integridad dimensional.
Inspección Final: Verificación integral dimensional y de calidad superficial utilizando sistemas CMM y ópticos.
Comparación de Métodos de Fabricación para Componentes de Turbo Hastelloy
Método de Fabricación | Precisión Dimensional | Acabado Superficial (Ra) | Estabilidad Térmica | Resistencia Mecánica | Eficiencia de Costo |
|---|---|---|---|---|---|
Mecanizado CNC de Precisión | ±0,005 mm | ≤0,8 µm | Superior | Excelente | Media-Alta |
Mecanizado por Electroerosión por Hilo (Wire EDM) | ±0,003 mm | ≤0,4 µm | Superior | Excelente | Alta |
Mecanizado Convencional | ±0,01 mm | ≤1,6 µm | Buena | Buena | Media |
Estrategia de Selección del Método de Fabricación
Seleccionar el mejor enfoque de fabricación depende de la complejidad geométrica, los requisitos de precisión y el volumen:
Mecanizado CNC de Precisión: Más adecuado para producir componentes complejos de turbo como carcasas de turbina, bridas de escape y anillos de sellado, que requieren alta resistencia, resistencia a la fatiga y tolerancias dimensionales dentro de ±0,005 mm.
Mecanizado por Electroerosión por Hilo (Wire EDM): Se utiliza para requisitos de características altamente complejas o internas donde la tolerancia estrecha (±0,003 mm) es crítica, aunque típicamente más lento y costoso.
Mecanizado Convencional: Apropiado para piezas menos críticas o componentes con geometrías más simples donde son aceptables tolerancias de ±0,01 mm.
Matriz de Rendimiento de Aleaciones Hastelloy
Material de Aleación | Temperatura Máx. de Servicio (°C) | Resistencia a la Tracción (MPa) | Resistencia a la Corrosión | Estabilidad Térmica | Aplicaciones Típicas |
|---|---|---|---|---|---|
900 | 860 | Superior | Excelente | Secciones calientes de turboalimentador, bridas de escape | |
800 | 690 | Excepcional | Buena | Carcasas de compresor, sellos de turbo | |
850 | 790 | Excepcional | Buena | Colectores de escape de turbo, conductos de turbina | |
815 | 750 | Excelente | Buena | Componentes de turboalimentador industrial |
Estrategia de Selección de Aleación para Piezas de Turboalimentador
Seleccionar la aleación Hastelloy apropiada es crucial para el rendimiento operativo:
Hastelloy X: Más adecuada para piezas de la sección caliente del turboalimentador que operan continuamente hasta 900°C con excelente resistencia a la oxidación y fatiga térmica.
Hastelloy C-22: Ideal para carcasas de compresor y componentes de sellado que requieren una resistencia superior a la corrosión y una estabilidad térmica moderada.
Hastelloy C-276: Preferida para piezas del sistema de escape sometidas a entornos químicos y térmicos agresivos.
Hastelloy C-2000: Elegida para piezas de turboalimentador industrial que equilibran resistencia a la corrosión y rendimiento mecánico.
Técnicas Clave de Postprocesado
Las operaciones críticas de postprocesado para piezas de turbo Hastelloy incluyen:
Acabado Superficial de Precisión: Rectificado y pulido logrando Ra ≤0,8 µm para eficiencia de flujo.
Tratamiento Térmico: Tratamientos de alivio de tensiones y solubilización para optimizar las propiedades mecánicas.
Recubrimientos Protectores: Aplicación de recubrimientos resistentes a la corrosión y oxidación para una vida útil extendida de la pieza.
Prensado Isostático en Caliente (HIP): Eliminación de poros internos y mejora del rendimiento a fatiga.
Métodos de Prueba y Garantía de Calidad
Neway AeroTech garantiza una calidad superior para cada componente de turbo Hastelloy mediante:
Máquina de Medición por Coordenadas (CMM): Inspecciones dimensionales con precisión de ±0,005 mm.
Pruebas No Destructivas por Rayos X: Detección de defectos internos.
Microscopía Metalográfica: Evaluación de la estructura de grano y microestructura.
Pruebas de Tracción: Validación de la resistencia mecánica y elongación.
Todos los sistemas de calidad operan bajo estándares certificados AS9100.
Caso de Estudio: Componentes de Sección Caliente de Turbo Hastelloy X Mecanizados por CNC
Neway AeroTech produjo componentes de sección caliente de Hastelloy X mecanizados por CNC de precisión para aplicaciones de turboalimentador de alto rendimiento:
Temperatura de Operación: Servicio hasta 900°C continuo
Precisión Dimensional: ±0,005 mm logrado consistentemente
Acabado Superficial: Ra ≤0,6 µm después de pasadas de mecanizado fino
Certificación: Totalmente conforme con los estándares de calidad aeroespacial AS9100
Preguntas Frecuentes (FAQs)
¿Por qué las aleaciones Hastelloy son ideales para componentes de turboalimentador y sobrealimentador?
¿Qué tolerancias de mecanizado CNC se pueden lograr para piezas de turbo Hastelloy?
¿Cómo gestiona Neway AeroTech el desgaste de herramientas al mecanizar Hastelloy?
¿Qué grados de Hastelloy se recomiendan para piezas de la sección caliente del turboalimentador?
¿Qué controles de postprocesado y calidad garantizan la confiabilidad de las piezas de turbo Hastelloy?
