Решения для фрезерной и токарной обработки суперсплавов на станках с ЧПУ для автомобильных турбокомп...
Решения для высокотемпературной обработки прецизионных компонентов турбокомпрессоров
Автомобильные турбокомпрессоры работают в условиях экстремальных термических и механических нагрузок, что требует изготовления прецизионных компонентов из высокопроизводительных суперсплавов. От рабочих колес и корпусов турбин до выпускных фланцев и компрессорных колес — эти детали должны выдерживать температуры выше 1000 °C и скорости вращения, превышающие 100 000 об/мин, что требует сверхточных решений для фрезерной и токарной обработки на станках с ЧПУ.
Neway AeroTech предоставляет передовые услуги по обработке на станках с ЧПУ для деталей турбокомпрессоров из инконеля 625, сплава Rene 41, хастелоя X и других литых или кованых суперсплавов, адаптированных для систем с камерой сгорания.
Ключевые технологии обработки турбокомпрессоров из суперсплавов на станках с ЧПУ
Обработка компонентов турбокомпрессоров требует стабильности, повторяемости и высокоскоростной обработки сложных 3D-геометрий и осесимметричных деталей.
5-осевое фрезерование на станках с ЧПУ для турбинных колес, рабочих колес и криволинейных поверхностей потока
Высокоточная токарная обработка на станках с ЧПУ для расточки валов, корпусов и фланцев с биением ≤ 0,005 мм
Инструмент с внутренней подачей СОЖ для обработки жаропрочных сплавов на высоких оборотах
Токарно-фрезерные обрабатывающие центры для выполнения операций за одну установку и сокращения времени цикла
Все детали соответствуют стандартам ISO/TS 16949 и IATF 16949 для автомобильного производства.
Суперсплавы, обычно используемые в автомобильных турбокомпонентах
Сплав | Макс. температура (°C) | Предел текучести (МПа) | Типичные области применения |
|---|---|---|---|
980 | 827 | Выпускные коллекторы, турбинные колеса | |
980 | 950 | Рабочие колеса, диски турбокомпрессоров | |
1175 | 790 | Корпуса турбокомпрессоров, сопловые кольца | |
920 | 1265 | Направляющие клапанов, лопатки турбин |
Эти сплавы устойчивы к ползучести при высоких температурах, окислению и усталости в условиях циклического сгорания.
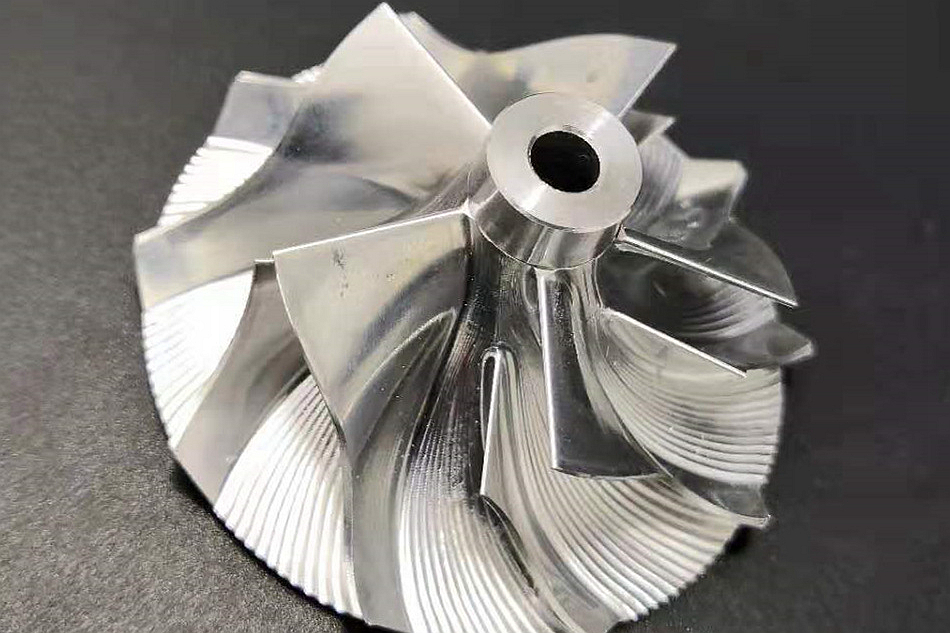
Исследование случая: фрезерная и токарная обработка турбинных рабочих колес из инконеля 625 на станках с ЧПУ
Описание проекта
Поставщик автомобильных компонентов уровня 1 запросил обработку на станках с ЧПУ рабочих колес из инконеля 625 с 12 скрученными лопатками, диаметром 60 мм и осевым отверстием 20 мм. Требуемые допуски: ±0,006 мм, шероховатость поверхности лопаток Ra ≤ 0,4 мкм и биение посадочной поверхности вала ≤ 0,01 мм.
Типичные модели компонентов турбокомпрессоров и области их применения
Компонент | Материал | Точность | Отрасль |
|---|---|---|---|
Компрессорное рабочее колесо | Rene 41 | ±0,005 мм | |
Диск выхлопной турбины | Инконель 625 | ±0,006 мм | |
Подшипниковый корпус | Хастелой X | ±0,010 мм | |
Переходной фланец турбокомпрессора | Nimonic 90 | ±0,008 мм |
Все детали проходят проверку на статическую балансировку, устойчивость к термической усталости и точность вращения.
Проблемы обработки деталей турбокомпрессоров из суперсплавов на станках с ЧПУ
Обеспечение биения ±0,005 мм на обработанных валах и посадочных поверхностях
Достижение чистоты поверхности Ra ≤ 0,4 мкм на криволинейных контурах лопаток
Износ инструмента и тепловые нагрузки при черновой обработке твердых сплавов, таких как Rene и Nimonic
Поддержание толщины стенки ≤ 1,0 мм в зонах высокоскоростного потока
Эффективность времени цикла при сохранении размерной целостности в серийном производстве
Прецизионные решения для обработки компонентов турбокомпрессоров
Токарно-фрезерные обрабатывающие центры сокращают количество переустановок деталей и сохраняют соосность отверстия и фланца
Стратегии CAM на основе CFD обеспечивают оптимизированную геометрию потока на профилях рабочего колеса и диффузора
Мониторинг износа инструмента с обратной связью для поддержания допуска ±0,006 мм на критических диаметрах
Твердосплавный инструмент с подачей СОЖ для сплавов твердостью более 40 HRC со скоростью подачи до 400 мм/мин
Термообработка после механической обработки для снятия остаточных напряжений и стабилизации твердости поверхности
Результаты и верификация
Методы производства
Детали изготавливались из вакуумных отливок и предварительно обрабатывались на токарных станках с ЧПУ. Чистовая обработка на 5-осевых станках обеспечила допуски профиля менее ±0,006 мм и радиусы кромок менее 0,2 мм.
Прецизионная чистовая обработка
Чистота поверхности Ra ≤ 0,4 мкм была достигнута с помощью контурной чистовой обработки бочкообразными концевыми фрезами. Посадочные поверхности были обработаны токарным способом с плоскостностью в пределах 0,01 мм (полное биение).
Последующая обработка
ГИП (горячее изостатическое прессование) и опциональная пассивация обеспечили структурную целостность и коррозионную стойкость. Компоненты, подвергающиеся экстремальным термическим циклам, получили покрытия TBC согласно спецификации.
Контроль качества
КИМ (координатно-измерительная машина) подтвердила соосность отверстий и геометрию профиля. Рентгенография проверила внутреннее качество литья. СЭМ (сканирующая электронная микроскопия) проверила целостность микроструктуры после механической обработки.
Часто задаваемые вопросы
Какие допуски вы можете обеспечить для вращающихся компонентов турбокомпрессора?
Можете ли вы обрабатывать детали из инконеля и сплава Rene за одну установку?
Как вы обеспечиваете термический баланс и соосность в турбинных рабочих колесах?
Какая чистота поверхности требуется на профилях лопаток?
Предлагаете ли вы серийную обработку деталей турбокомпрессоров для массового производства?
