ЧПУ-обработка жаропрочных сплавов для компонентов роторов аэрокосмических турбин
По мере того как глобальные программы аэрокосмического двигателестроения стремятся к повышению соотношения тяги к весу и термической эффективности, спрос на прецизионно обработанные компоненты турбин из жаропрочных сплавов продолжает расти. В 2024 году объем сектора ЧПУ-обработки для аэрокосмической отрасли превысил 5,3 млрд долларов США, при этом на роторы турбин пришлось более 32% использования жаропрочных сплавов.
Neway AeroTech предоставляет критически важные решения в этой области. Наша передовая ЧПУ-обработка сплавов Inconel, Rene и Nimonic обеспечивает превосходную размерную стабильность, усталостную прочность и производительность для роторов турбин, работающих при скоростях свыше 15 000 об/мин и температурах выше 1000°C.
Основные технологии ЧПУ-обработки жаропрочных сплавов
ЧПУ-обработка жаропрочных сплавов в компании Neway AeroTech сочетает в себе технологии прецизионности, термической стабильности и оптимизации срока службы инструмента для экстремальных применений.
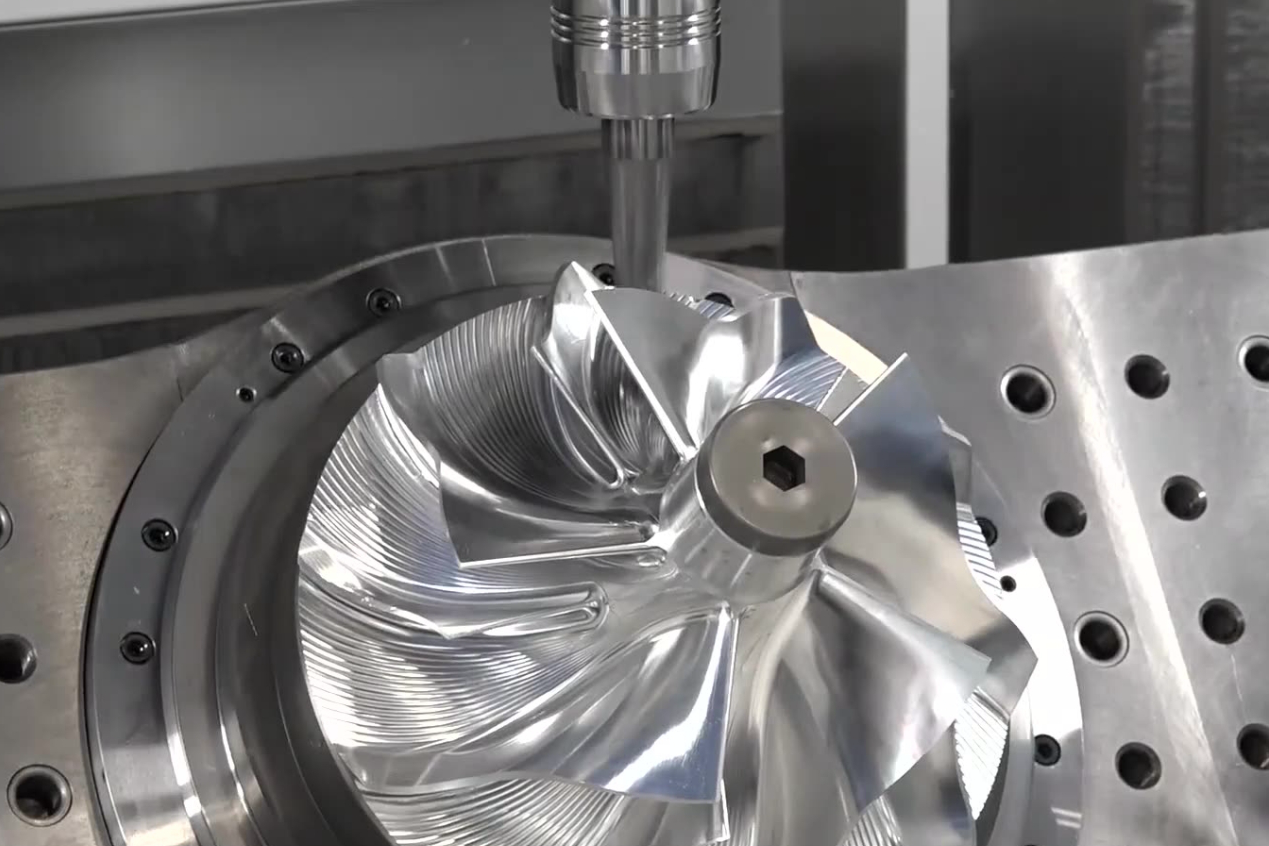
5-осевая ЧПУ-обработка обеспечивает полный доступ инструмента для обработки сложных контуров и глубоких полостей компонентов турбин из жаропрочных сплавов.
Алгоритмы компенсации износа инструмента обеспечивают повторяемость размеров при длительных операциях в условиях абразивного контакта со сплавами.
Системы подачи СОЖ под высоким давлением через шпиндель снижают накопление тепла и повышают эффективность резания труднообрабатываемых жаропрочных материалов.
Контроль на КИМ и СЭМ после обработки гарантирует соблюдение допусков на уровне микрон и спецификаций аэрокосмического класса.
Все операции механической обработки соответствуют аэрокосмическим стандартам, таким как AS9100D и NADCAP, обеспечивая постоянную точность вплоть до допусков ±5 мкм.
Типичные жаропрочные сплавы в ЧПУ-обработке
Следующие жаропрочные сплавы обычно используются для компонентов роторов турбин:
Сплав | Макс. рабочая темп. (°C) | Предел прочности на разрыв (МПа) | Применение |
|---|---|---|---|
704 | 1240 | Диски роторов, ступицы турбин | |
980 | 1450 | Лопатки турбин, роторы | |
920 | 1265 | Роторы компрессоров | |
1140 | 1000 | Корни лопаток турбин |
Каждый сплав обладает специфическими преимуществами в отношении сопротивления ползучести, усталостной долговечности и защиты от окисления в экстремальных условиях.
Исследование случая: ЧПУ-обработка компонентов роторов турбин
Предпосылки проекта
Клиенту из сферы аэрокосмического двигателестроения потребовались обработанные на станках с ЧПУ диски роторов из сплава Inconel 718 для турбовентиляторного двигателя нового поколения военного назначения. Компонент требовал допуска на профиль в пределах ±0,01 мм и соосности менее 0,008 мм. Внешняя геометрия включала подрезы, глубокие полости и допуски на соосность отверстий строже, чем по стандарту ISO H6.
Типичные модели компонентов роторов турбин и их применение
Модель | Применение | Материал | Макс. об/мин | Описание |
|---|---|---|---|---|
TRD-950 | Ротор высокого давления реактивного двигателя | Inconel 718 | 18 000 | Прецизионная балансировка, многоотверстная ступица |
LPT-420 | Диск турбины низкого давления | Rene 88 | 12 000 | Снятые напряжения, фрезерованный профиль |
CPT-180 | Ротор компрессора | Nimonic 90 | 16 000 | Облегченная конструкция типа blisk (интегральное колесо) |
Эти детали являются неотъемлемой частью двигательных модулей на различных авиационных платформах, таких как турбины класса F, передовые БПЛА и сверхзвуковые реактивные самолеты.
Проблемы ЧПУ-обработки компонентов роторов турбин
Износ инструмента превышает 0,05 мм/час из-за твердости сплава выше 40 HRC и требований к агрессивной геометрии режущей кромки.
Термическая деформация превышает 0,02 мм во время непрерывных операций длительностью более 2 часов при скоростях резания свыше 150 м/мин на поверхностях из жаропрочных сплавов.
Допуски на соосность отверстий и валов ниже 8 мкм требуют сверхточного зондирования и многоэтапных методов коррекции траектории инструмента.
Остаточные напряжения до 450 МПа должны быть сняты после черновой обработки для предотвращения коробления при чистовых проходах.
Удаление стружки в полостях глубиной более 8×D требует оптимизированной геометрии канавок и давления СОЖ, превышающего 80 бар.
Решения для ЧПУ-обработки компонентов роторов турбин
Криогенная обработка при -196°C с использованием жидкого азота снизила износ инструмента на 25% и значительно улучшила целостность поверхности.
Адаптивные траектории черновой обработки с трохоидальным фрезерованием минимизировали давление на инструмент и сократили время цикла примерно на 18% для различных профилей полостей.
Зондирование непосредственно на станке с 3D-сканированием обеспечило точность соосности отверстий в пределах 6 мкм и сократило необходимость вмешательства человека при инспекции на 60%.
Горячее изостатическое прессование (ГИП) при 1030°C и 100 МПа устранило 98% внутренней пористости перед финальной чистовой обработкой.
Валидация сплава методом ГДМС (GDMS) подтвердила однородность элементного состава в пределах ±0,03 мас.% перед обработкой для обеспечения механических характеристик при рабочих температурах до 1000°C.
Результаты и верификация
Производство: Диски роторов были обработаны на 5-осевых обрабатывающих центрах с достижением размерной точности в пределах ±5 мкм и круглости 0,007 мм, обеспечивая балансировку для рабочих скоростей 18 000 об/мин с биением соосности (TIR) менее 0,006 мм.
Чистовая обработка: Шероховатость поверхности была снижена до Ra 0,4 мкм с использованием алмазных чистовых инструментов при контролируемой подаче 0,02 мм/об и оптимизированной скорости шпинделя 1800 об/мин, что значительно улучшило усталостную долговечность.
Постобработка: Обработка ГИП при 1030°C и 100 МПа в течение 4 часов устранила пустоты и восстановила изотропную зернистую структуру, обеспечив сохранение механической прочности при рабочих температурах до 980°C.
Тестирование: Инспекция на КИМ подтвердила 100% соответствие допускам; рентгенография, СЭМ и анализ ГДМС подтвердили однородность материала, при этом испытания на усталость показали срок службы в 1,5 раза дольше базового требования клиента.
Часто задаваемые вопросы (FAQ)
Какие типичные допуски достижимы для роторов турбин, обработанных на ЧПУ?
Как вы справляетесь с остаточными напряжениями в толстостенных деталях из жаропрочных сплавов?
Какие сертификаты требуются для поставщиков компонентов роторов для аэрокосмической отрасли?
Можете ли вы обрабатывать компоненты как из монокристаллических, так и из равноосных жаропрочных сплавов?
Как вы обеспечиваете соосность отверстия относительно ступицы для критически важных дисков роторов?
