Точная ковка дисков и лопаток турбин из сплава Inconel
Введение
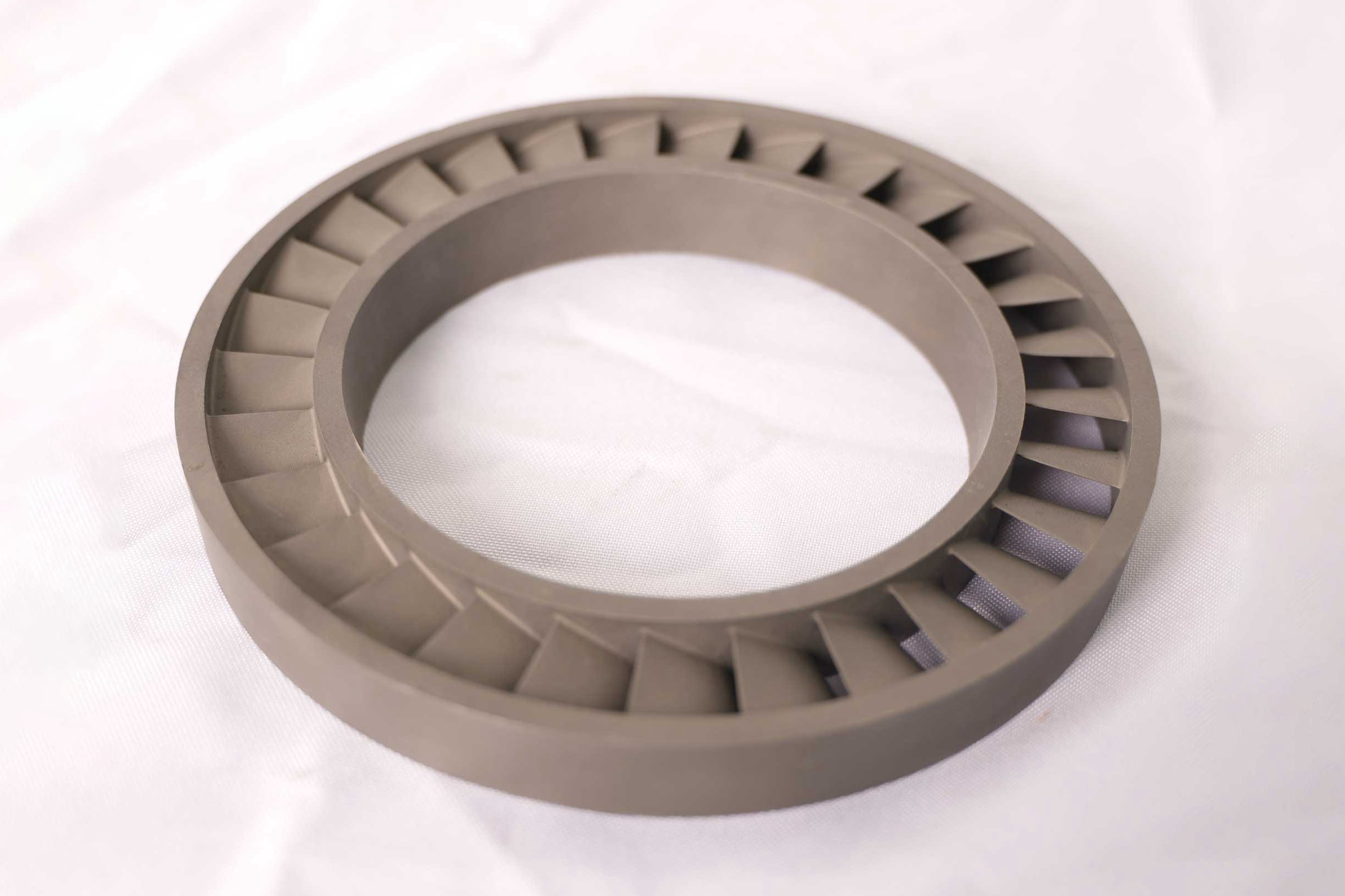
Точная ковка сплава Inconel позволяет производить диски и лопатки турбин с выдающейся механической прочностью, термической стабильностью и стойкостью к усталости. В Neway AeroTech мы используем этот передовой процесс для ковки компонентов из Inconel 718, 625 и 738, которые надежно работают в условиях экстремальных нагрузок, высоких температур (до 750°C) и циклического нагружения в аэрокосмической, энергетической и нефтегазовой отраслях.
Точная ковка улучшает микроструктуру, устраняет литейные дефекты и позволяет получать турбинные компоненты, близкие к чистовой форме, с допусками размеров до ±0,02 мм.
Основная технология точной ковки сплава Inconel
Подготовка заготовки из сплава: Заготовки из высокочистого сплава Inconel (например, 718, 625, 738) предварительно нагреваются до температур ковки 1050–1150°C.
Процесс штамповки: Используя закрытую штамповку при контролируемых скоростях деформации, материал формуется с минимальными внутренними напряжениями и превосходным течением зерна.
Контроль микроструктуры: Размер зерна контролируется по ASTM 9–12 с направленной ориентацией, что повышает усталостную долговечность и механическую стабильность.
Растворение и старение: Послековочные циклы термообработки оптимизируют распределение фаз и обеспечивают предел прочности на растяжение выше 1200 МПа.
Окончательная механическая обработка: Обработка на станках с ЧПУ обеспечивает шероховатость поверхности лучше Ra 1,6 мкм и допуски размеров в пределах ±0,02 мм.
Покрытие поверхности (опционально): Нанесение теплозащитных покрытий (TBC) для защиты от окисления и термической усталости в турбинных применениях.
Характеристики материалов кованных сплавов Inconel
Свойство | Inconel 718 | Inconel 625 | Inconel 738 |
|---|---|---|---|
Предел прочности при растяжении (при 650°C) | 1240–1380 МПа | 930–1040 МПа | 1130–1250 МПа |
Стойкость к ползучести | Отличная до 700°C | Отличная до 650°C | Превосходная до 980°C |
Стойкость к усталости | Высокоцикловая усталость | Отличная при циклических нагрузках | Высокая термическая усталостная долговечность |
Коррозионная стойкость | Отличная (окисление/хлориды) | Выдающаяся в агрессивных средах | Очень хорошая при высоких температурах |
Зеренная структура | Контролируемая, ASTM 9–12 | Контролируемая, мелкозернистая | Направленно закристаллизованная |
Пример из практики: Кованные турбинные компоненты из Inconel для программы авиадвигателей
Предпосылки проекта
Глобальный производитель авиационных двигателей (OEM) требовал высокопроизводительные кованные диски и лопатки из Inconel, способные выдерживать температуры турбины 750°C и экстремальные центробежные нагрузки. Neway AeroTech предоставила комплексное решение от ковки до финишной обработки.
Типичные применения и типы компонентов
Диски турбины высокого давления (HPT): Выкованы из Inconel 718, обеспечивают структурную целостность при 15 000+ об/мин с усталостной долговечностью >30 000 циклов.
Лопатки турбины низкого давления (LPT): Кованные лопатки из Inconel 738 обеспечивают стойкость к термической усталости в течение длительных часов полета в коммерческих двигателях.
Лопатки турбомашин: Кованные лопатки из Inconel 625 используются в турбинах электростанций для коррозионной стойкости в средах с высокой влажностью выхлопных газов.
Диски компрессора: Кованные диски из Inconel 718 обеспечивают жесткие допуски и долговечность в требовательных условиях аэрокосмических компрессоров.
Технологическое решение для производства кованных турбинных деталей из Inconel
Нагрев заготовки: Заготовки из Inconel 718 нагреваются до 1100°C в защитной атмосфере для предотвращения окисления во время ковки.
Точная закрытая штамповка: Прессы для ковки прикладывают контролируемое усилие и скорость деформации для поддержания оптимального течения зерна и размерной стабильности.
Удаление облоя и формообразование: Минимальный облой удаляется, производя детали, близкие к чистовой форме, что снижает объем механической обработки до 40%.
Термообработка: Растворение и старение проводятся при 980–1150°C для развития фазового выделения и механической прочности.
Окончательная механическая обработка: Обработка на многоосевых станках с ЧПУ обеспечивает допуски в пределах ±0,02 мм для жестких аэродинамических зазоров.
Улучшение поверхности: На лопатки наносятся теплозащитные покрытия (TBC) для минимизации окисления и продления срока службы в горячих секциях.
Неразрушающий контроль (НК): Рентгеновский и ультразвуковой контроль подтверждают отсутствие внутренних дефектов для высоконадежного аэрокосмического применения.
Размерный контроль: Все критические геометрии проверяются с использованием координатно-измерительной машины (КИМ).
Производственные задачи и решения
Ковка высоколегированных материалов при избежании роста зерна
Достижение сложных аэродинамических профилей лопаток с минимальной последующей механической обработкой
Сохранение усталостных характеристик и стойкости к ползучести при повышенных температурах
Обеспечение повторяемости для аэрокосмических геометрий с жесткими допусками
Результаты и валидация
Механическая прочность: Кованные компоненты достигли предела прочности на растяжение >1300 МПа, предела текучести >1000 МПа после старения.
Усталостная долговечность: Усталостные испытания превысили 35 000 циклов при 700°C без инициирования трещин.
Стойкость к ползучести: Испытания на ползучесть подтвердили целостность при 750°C в течение >10 000 часов.
Шероховатость поверхности: Окончательная Ra <1,6 мкм достигнута благодаря финишной обработке и полировке на ЧПУ.
Размерная точность: Все компоненты соответствовали целям по геометрическим допускам в пределах ±0,02 мм по профилям лопаток и отверстиям дисков.
Часто задаваемые вопросы
Какие марки Inconel наиболее часто используются для ковки дисков и лопаток турбин?
Какие механические преимущества предлагает кованный Inconel по сравнению с литыми аналогами?
Как Neway AeroTech контролирует зеренную структуру в кованных турбинных компонентах?
Могут ли кованные лопатки из Inconel покрываться теплозащитными покрытиями?
Какие процессы обеспечения качества используются для кованных аэрокосмических турбинных деталей?
