ЧПУ-обработка лопаток паровых турбин из суперсплава CMSX-8
Введение
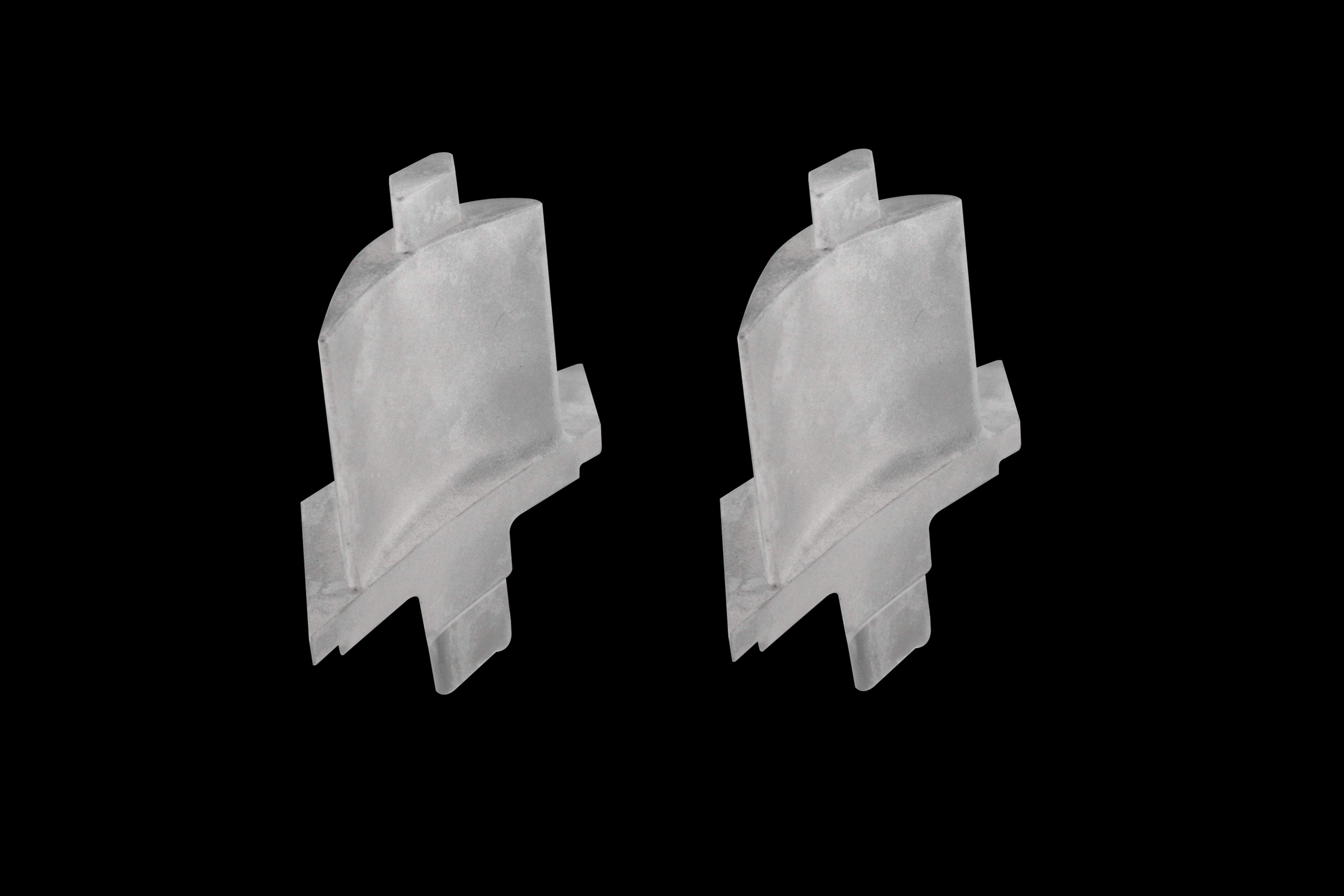
ЧПУ-обработка суперсплава CMSX-8 — это важный процесс после литья, который превращает монокристаллические лопатки в полностью функциональные, размерно точные компоненты, используемые в современных системах паровых турбин. В Neway AeroTech мы применяем прецизионную обработку лопаток из CMSX-8 для электроэнергетики и промышленных паровых турбин, где высокие тепловые нагрузки, градиенты давления и коррозия являются основными конструктивными проблемами.
CMSX-8 обеспечивает превосходную жаропрочность, стойкость к окислению и фазовую стабильность при температурах до 1100°C, что делает его идеальным материалом для лопаток последних ступеней и ступеней промежуточного перегрева паровых турбин, подверженных термической усталости и высокоцикловой эксплуатации.
Основная технология ЧПУ-обработки CMSX-8
Предварительный контроль: Литые лопатки проходят рентгеновский контроль и проверку размеров для подтверждения пригодности к механической обработке.
Крепление и ориентация: Специальные приспособления обеспечивают стабильное закрепление и точную ориентацию профиля и хвостовика для повторяемых многоосевых операций.
5-осевая ЧПУ-обработка: Профили лопаток, платформенные поверхности и геометрия хвостовика обрабатываются с точностью ±0,01 мм с использованием твердосплавного инструмента и оптимизированных стратегий охлаждения.
Окончательная обработка охлаждающих каналов и отверстий: Пленочные охлаждающие отверстия и радиальные каналы обрабатываются с использованием электроэрозионной обработки и высокоточного сверления для предотвращения микротрещин на поверхности.
Снятие напряжений и очистка: Термический цикл после обработки и ультразвуковая очистка обеспечивают размерную стабильность и готовность поверхности для нанесения покрытия.
Окончательный контроль качества: Критические параметры проверяются с использованием КИМ, с документированием точности контура и шероховатости поверхности (Ra ≤ 0,8 мкм).
Характеристики материала CMSX-8 в обработанном виде
Свойство | Значение |
|---|---|
Максимальная рабочая температура | 1100°C |
Предел прочности на растяжение | ≥1250 МПа |
Жаропрочность | Отличная |
Структура зерна | Монокристалл <001> |
Объемная доля γ′ | ~70% |
Сопротивление усталости | Очень высокое |
Шероховатость поверхности (после ЧПУ) | Ra ≤ 0,8 мкм |
Пример из практики: ЧПУ-обработанные лопатки из CMSX-8 для модернизации паровой турбины высокой мощности
Предпосылки проекта
Энергетическая компания требовала модернизированные лопатки для ступени промежуточного перегрева паровой турбины, работающей при температуре выше 1000°C. Заказчик выбрал CMSX-8 из-за его долгосрочной жаропрочности и стабильности к окислению. Точность обработки была критически важна для аэродинамических характеристик и минимизации вибраций.
Типичные области применения ЧПУ-обработанных лопаток паровых турбин из CMSX-8
Лопатки ступеней промежуточного перегрева в энергетических турбинах: Лопатки из CMSX-8, обработанные для высоконагруженных секций промежуточного перегрева, где доминируют термические циклы и ползучесть.
Лопатки последних ступеней в парогазовых турбинах: Прецизионно обработанные лопатки выдерживают условия влажного пара, требуя коррозионной стойкости и точной подгонки для минимизации флаттера.
Лопатки промышленных паровых расширителей: Используются в системах технологического пара для рекуперации энергии, CMSX-8 обеспечивает усталостную долговечность и стабильность при переменных нагрузках.
Компоненты для модернизации паровых турбин: Лопатки из CMSX-8, обработанные для замены старых равноосных или направленно закристаллизованных лопаток с улучшенной долговечностью и термической стабильностью.
Технологический процесс производства
Валидация литья: Лопатки из CMSX-8 проверяются на ориентацию зерен с использованием EBSD и внутреннюю сплошность с помощью рентгена.
Крепление и наладка: 5-осевые приспособления откалиброваны для удержания каждой лопатки с постоянным выравниванием на протяжении всей обработки.
Процесс механической обработки: Многочисленные поверхности лопатки вырезаются с точностью ±0,01 мм; траектории инструмента оптимизированы под твердость суперсплава и кривизну лопатки.
Электроэрозионная обработка и сверление отверстий: Охлаждающие элементы создаются с использованием электроэрозионной обработки и микросверления для сохранения структурной целостности.
Снятие напряжений: Контролируемая термическая обработка для снятия напряжений после механической обработки перед окончательной отделкой и нанесением покрытия.
Окончательный контроль: Все поверхности лопатки измеряются с помощью КИМ и лазерного сканирования профиля для проверки точности аэродинамического профиля.
Результаты и валидация
Размерная точность: Параметры аэродинамического профиля и хвостовика достигнуты в пределах ±0,01 мм; повторяемость подтверждена на всей производственной партии.
Качество поверхности: Ra ≤ 0,8 мкм на нагнетательной и всасывающей сторонах; сохранены кромки без заусенцев и четкая задняя кромка.
Жаропрочность и усталостная выносливость: Обработанные лопатки из CMSX-8 достигли целевого ресурса по ползучести в 1000 часов при 1050°C и >25 000 циклов ВЦН.
Точность охлаждающих отверстий: Диаметры отверстий в пределах ±0,02 мм и шаг в пределах ±0,05 мм; воздушный поток проверен на стенде для испытаний расходомера.
Отсутствие структурных дефектов: Рентген и EBSD подтвердили отсутствие несоосности зерен или внутренних литейных дефектов после обработки.
Часто задаваемые вопросы
Почему CMSX-8 подходит для применения в лопатках паровых турбин?
Какие сложности возникают при обработке лопаток из CMSX-8?
Как точность ЧПУ влияет на аэродинамические характеристики лопаток турбины?
Можно ли наносить покрытие на лопатки из CMSX-8 после ЧПУ-обработки?
Предлагает ли Neway AeroTech обработку мелких партий или прототипов для модернизации паровых турбин?
