Титановые тепловые экраны, изготовленные методом 3D-печати для оптимальной термостойкости
Введение
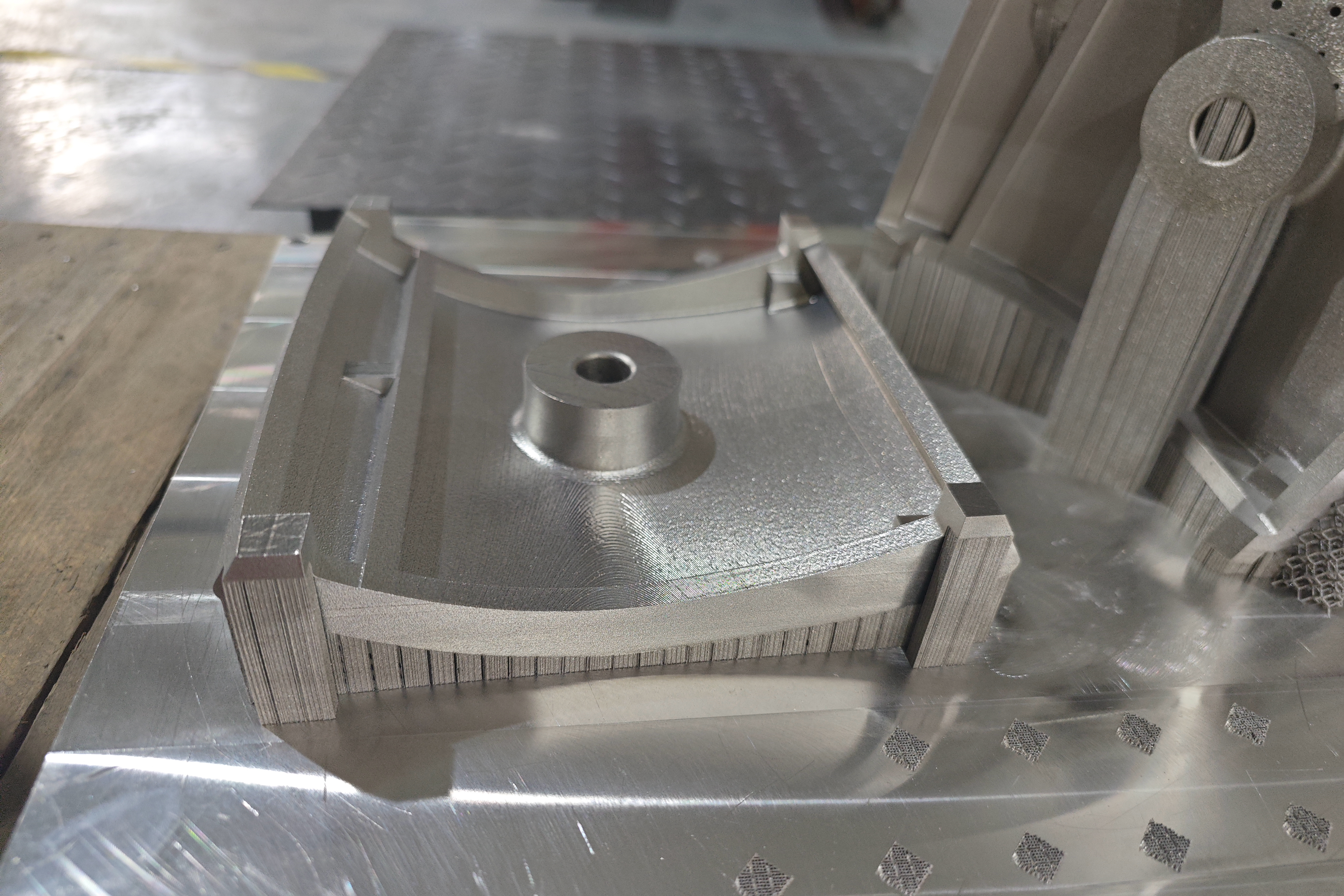
Титановые сплавы известны своим выдающимся соотношением прочности к весу, отличной термической стабильностью и коррозионной стойкостью, что делает их идеальным выбором для высокопроизводительных систем тепловой защиты. В Neway AeroTech мы специализируемся на услугах 3D-печати для титановых сплавов, производя легкие, сложные тепловые экраны, спроектированные для превосходной изоляции и механической надежности в аэрокосмической, промышленной и энергетической областях.
Используя передовую технологию селективного лазерного плавления (SLM), мы производим точно спроектированные титановые тепловые экраны, способные работать в условиях требовательных термических циклов и высоких механических нагрузок.
Основные производственные проблемы для титановых тепловых экранов
Производство титановых тепловых экранов, таких как Ti-6Al-4V и Ti-6Al-2Sn-4Zr-6Mo, методом 3D-печати представляет собой серьезные проблемы:
Управление высокими остаточными напряжениями и деформациями во время быстрого затвердевания титана из-за его низкой теплопроводности (~7,2 Вт/м·К).
Достижение почти полной плотности (>99,5%) для обеспечения структурной целостности и усталостной долговечности.
Соблюдение размерных допусков в пределах ±0,05 мм, что важно для сборки и аэродинамических характеристик.
Достижение чистоты поверхности Ra ≤5 мкм для термической эффективности и стойкости к окислению.
Процесс 3D-печати для титановых тепловых экранов
Передовой про��есс 3D-печати для титановых тепловых экранов включает:
Контроль порошка: Использование высокочистых сферических порошков титановых сплавов с размером частиц от 15 до 45 мкм для равномерного нанесения слоев.
Селективное лазерное плавление (SLM): Проводится в инертной аргоновой атмосфере для предотвращения загрязнения кислородом и обеспечения высокой плотности построения.
Оптимизация параметров процесса: Точная настройка мощности лазера (200–400 Вт), скорости сканирования (600–800 мм/с) и толщины слоя (30–50 мкм) для минимизации термических градиентов и пористости.
Удаление опор и обработка HIP: Удаление опорных конструкций и проведение горячего изостатического прессования (HIP) при ~920°C и 100 МПа для достижения плотности >99,9%.
Точная финишная обработка на станках с ЧПУ: Окончательная механическая обработка критических поверхностей с достижением допусков ±0,01 мм и шероховатости поверхности Ra ≤1,6 мкм.
Термическая обработка: Растворный отжиг и старение для оптимизации механической прочности, стойкости к ползучести и однородности микроструктуры.
Сравнение методов производства для титановых тепловых экранов
Метод производства | Размерная точность | Чистота поверхности (Ra) | Термическая стабильность | Механическая прочность | Экономическая эффективность |
|---|---|---|---|---|---|
3D-печать (SLM) | ±0,05 мм | ≤5 мкм | Отличная (до 600°C) | Отличная | Средняя |
Вакуумное литье по выплавляемым моделям | ±0,1 мм | ≤3,2 мкм | Хорошая (до 500°C) | Хорошая | Средняя |
Обработка на станках с ЧПУ (из цельной заготовки) | ±0,01 мм | ≤0,8 мкм | Отличная (выше 600°C) | Отличная | Высокая |
Стратегия выбора метода производства
Выбор зависит от сложности конструкции, требований к производительности и экономических соображений:
3D-печать (SLM): Оптимальна для легких, высокосложных титановых экранов с тонкими стенками (≥1 мм) и интегрированными охлаждающими элементами, позволяя снизить вес до 30% по сравнению с традиционным производством.
Вакуумное литье по выплавляемым моделям: Подходит для более простых геометрий экранов, требующих умеренной прочности и хорошей тепловой защиты.
Обработка на станках с ЧПУ (из цельной заготовки): Идеальна для точной финишной обработки или простых конструкций, требующих сверхточного контроля размеров (±0,01 мм).
Матрица характеристик титановых сплавов
Материал сплава | Макс. рабочая темп. (°C) | Предел прочности (МПа) | Плотность (г/см³) | Стойкость к усталости | Типичные области применения |
|---|---|---|---|---|---|
400 | 930 | 4,43 | Отличная | Экраны компрессоров, аэрокосмические тепловые кожухи | |
550 | 1030 | 4,62 | Превосходная | Аэрокосмические экраны для высоких температур | |
480 | 870 | 4,5 | Хорошая | Промышленные тепловые барьеры | |
540 | 965 | 4,6 | Отличная | Компоненты экранов турбин | |
370 | 980 | 4,68 | Хорошая | Легкие тепловые конструкции |
Стратегия выбора сплава для тепловых экранов
Правильный выбор сплава гарантирует оптимальную тепловую и механическую защиту:
Ti-6Al-4V: Выбирается для турбонагнетателей, аэрокосмических и промышленных тепловых экранов, требующих высокой прочности (930 МПа) и легкой конструкции для температур до 400°C.
Ti-6Al-2Sn-4Zr-6Mo: Идеален для высокотемпературных аэрокосмических экранов, работающих до 550°C, обеспечивая отличную стойкость к ползучести и усталости.
Ti-5Al-2.5Sn: Используется для промышленных тепловых барьеров, требующих умеренной прочности и хорошей термической стабильности около 480°C.
Ti-6Al-2Sn-4Zr-2Mo: Лучший выбор для экранирующих применений в турбинах, требующих сохранения прочности при 540°C.
Ti-15V-3Cr-3Sn-3Al: Выбирается для легких аэрокосмических изоляционных компонентов, требующих хорошей механической прочности и формуемости.
Ключевые методы последующей обработки
Критические этапы последующей обработки для повышения производительности:
Горячее изостатическое прессование (HIP): Улучшает плотность материала до >99,9% и повышает усталостные характеристики.
Термическая обработка: Растворная обработка и старение для оптимизации прочности, пластичности и стойкости к ползучести.
Точная финишная обработка на станках с ЧПУ: Достигает размерных допусков (±0,01 мм) и чистоты поверхности (Ra ≤0,8 мкм) для критических поверхностей.
Защитные покрытия поверхности: Нанесение стойких к окислению и эрозии покрытий для продления срока службы в экстремальных условиях.
Методы испытаний и обеспечение качества
В Neway AeroTech мы проводим комплексный контроль качества аэрокосмического уровня:
Координатно-измерительная машина (КИМ): Проверка размеров в пределах ±0,005 мм.
Рентгеновский контроль: Неразрушающее обнаружение внутренних дефектов.
Металлографическая микроскопия: Оценка микроструктуры на однородность зерна.
Испытание на растяжение: Подтверждение механической прочности и пластичности.
Все процессы соответствуют аэрокосмическим стандартам качества AS9100.
Пример из практики: Тепловые экраны из Ti-6Al-2Sn-4Zr-6Mo, изготовленные методом 3D-печати
Neway AeroTech изготовила тепловые экраны из Ti-6Al-2Sn-4Zr-6Mo для аэрокосмического экранирования турбин:
Рабочая температура: Непрерывная работа до 550°C
Размерная точность: Достигнута ±0,05 мм для сложных геометрий экранов
Чистота поверхности: Ra ≤4,5 мкм после тонкой полировки
Сертификация: Полное соответствие аэрокосмическим стандартам AS9100
Часто задаваемые вопросы
Почему титановые сплавы идеальны для высокотемпературных тепловых экранов?
Какие размерные допуски достижимы для титановых тепловых экранов, изготовленных методом 3D-печати?
Как обработка HIP улучшает характеристики титановых компонентов, изготовленных методом 3D-печати?
Какие марки титана лучше всего подходят для тепловых экранов, работающих выше 500°C?
Каким аэрокосмическим стандартам качества следует Neway AeroTech при производстве титановых экранов?
