Escudos Isolantes de Liga Stellite Impressos em 3D para Aplicações de Alta Temperatura
Introdução
As ligas Stellite são renomadas por sua excepcional resistência ao desgaste, estabilidade à oxidação e resistência mecânica em temperaturas elevadas, tornando-as o material perfeito para a fabricação de escudos isolantes de alto desempenho. Na Neway AeroTech, somos especializados em serviços de impressão 3D para ligas Stellite, entregando escudos isolantes complexos, duráveis e leves otimizados para aplicações aeroespaciais, energéticas e industriais de alta temperatura.
Aproveitando a avançada tecnologia de Fusão Seletiva a Laser (SLM), a Neway produz componentes Stellite personalizados com desempenho térmico e mecânico superior, garantindo confiabilidade sob condições operacionais extremas.
Desafios Principais de Fabricação para Escudos Isolantes Stellite
A fabricação de escudos isolantes impressos em 3D a partir de Stellite 6 e Stellite 21 apresenta desafios específicos:
Gerenciar tensões residuais e minimizar a distorção durante os processos de fusão camada por camada de alta energia causados pela baixa condutividade térmica da liga (11–14 W/m·K).
Alcançar níveis de densidade quase total (>99,5%) para manter a resistência mecânica ideal e prevenir falhas prematuras por fadiga.
Manter tolerâncias dimensionais dentro de ±0,05 mm, crítico para alcançar o alinhamento da montagem e garantir o desempenho dinâmico.
Produzir acabamentos superficiais Ra ≤5 µm, essencial para minimizar locais de oxidação e garantir intervalos de serviço mais longos.
Processo de Impressão 3D para Escudos Isolantes de Liga Stellite
Nosso processo de manufatura aditiva para escudos térmicos Stellite inclui:
Controle de Qualidade do Pó: Usando pós Stellite atomizados por gás com tamanhos de partícula entre 15–45 µm, garantindo formação de camada consistente.
Fusão Seletiva a Laser (SLM): Fusão a laser controlada em atmosfera de argônio para eliminar oxidação e promover a formação de peças de alta densidade.
Otimização do Processo: Ajuste fino da velocidade de varredura (~600–800 mm/s), potência do laser (250–400 W) e espaçamento de hachura (~0,1–0,13 mm) para equilibrar a entrada de energia e minimizar tensões residuais.
Remoção de Suportes e Tratamento HIP: Remoção dos suportes seguida por Prensagem Isostática a Quente (HIP) a 1200°C e 100 MPa por 4 horas para eliminar defeitos internos.
Usinagem CNC de Precisão: Alcançando precisão dimensional final de ±0,01 mm e acabamentos superficiais Ra ≤1,6 µm em interfaces críticas.
Tratamento Térmico: Aplicação de recozimento de solução a 1150°C seguido de resfriamento ao ar para estabilizar a microestrutura e melhorar o desempenho à fadiga térmica.
Comparação de Métodos de Fabricação para Escudos Isolantes Stellite
Método de Fabricação | Precisão Dimensional | Acabamento Superficial (Ra) | Estabilidade Térmica | Resistência ao Desgaste | Eficiência de Custo |
|---|---|---|---|---|---|
Impressão 3D (SLM) | ±0,05 mm | ≤5 µm | Superior (até 950°C) | Superior (HRC 43–55) | Média |
Fundição por Cera Perdida a Vácuo | ±0,1 mm | ≤3,2 µm | Boa (até 800°C) | Boa | Média |
Usinagem CNC (a partir de Sólido) | ±0,01 mm | ≤0,8 µm | Excelente (acima de 950°C) | Boa | Alta |
Estratégia de Seleção de Método de Fabricação
A escolha do método de fabricação certo depende da complexidade da peça, demandas de desempenho e custo:
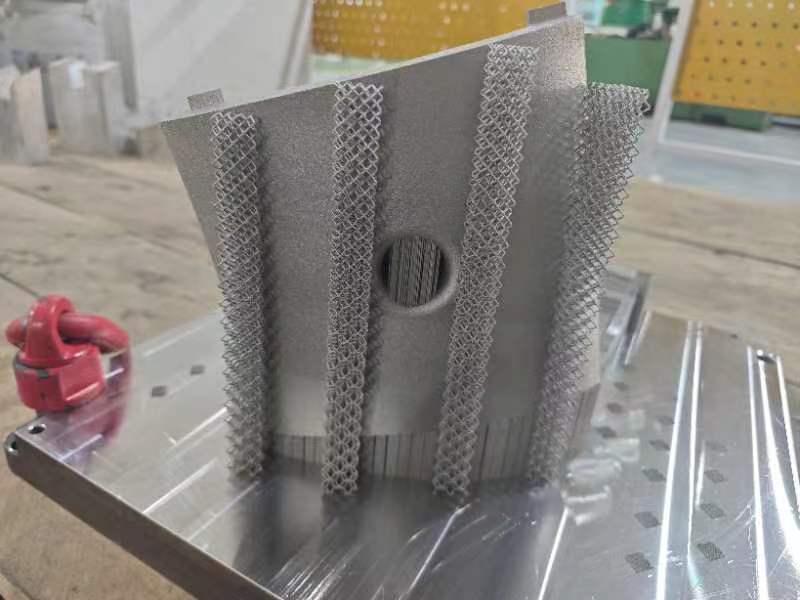
Impressão 3D (SLM): Melhor para escudos isolantes altamente complexos e leves que requerem espessuras de parede tão baixas quanto 1,0 mm e estruturas de treliça internas intrincadas.
Fundição por Cera Perdida a Vácuo: Mais adequada para geometrias mais simples que toleram desvios dimensionais de ±0,1 mm.
Usinagem CNC (a partir de Sólido): Ideal para escudos sólidos que necessitam de ultra-alta precisão (±0,01 mm) mas ao custo de peso do componente mais elevado.
Matriz de Desempenho de Liga Stellite
Material da Liga | Temperatura Máxima de Serviço (°C) | Dureza (HRC) | Resistência ao Fluência | Resistência à Oxidação | Aplicações Típicas |
|---|---|---|---|---|---|
800 | 43–50 | Boa (até 600°C) | Excelente | Escudos térmicos, barreiras à erosão | |
800 | 35–45 | Moderada (abaixo de 500°C) | Excelente | Escudos de alta temperatura, peças estruturais | |
850 | 48–55 | Boa (até 650°C) | Boa | Peças isolantes resistentes à abrasão | |
800 | 42–48 | Boa (600°C contínua) | Excelente | Escudos de rotor, painéis resistentes ao desgaste | |
780 | 35–42 | Moderada (até 500°C) | Boa | Componentes de blindagem de exaustão | |
950 | 30–38 | Boa (até 700°C) | Excelente | Escudos estruturais de alta temperatura |
Estratégia de Seleção de Liga para Escudos Isolantes
Selecionar a liga Stellite correta garante proteção térmica e vida útil ideais:
Stellite 6: Padrão para escudos isolantes onde operação de até 800°C, alto desgaste e resistência à corrosão são necessários.
Stellite 21: Escolhida para aplicações que necessitam de um bom equilíbrio entre ductilidade e resistência à oxidação com requisitos moderados de fluência.
Stellite 12: Recomendada para escudos expostos a partículas abrasivas e carregamento térmico cíclico em temperaturas de até 850°C.
Stellite 6B: Ideal para escudos rotativos ou tampas que requerem resistência à fadiga e proteção ao desgaste.
Stellite 20: Opção econômica para blindagem de sistema de exaustão sob exposição térmica e química moderada.
Stellite 25: Preferida para setores aeroespaciais e energéticos onde operação de alta temperatura até 950°C com resistência à oxidação é crítica.
Técnicas Principais de Pós-processamento
Métodos essenciais de pós-processamento incluem:
Prensagem Isostática a Quente (HIP): Alcança peças de densidade total (>99,9%) e melhora o desempenho à fadiga fechando poros internos.
Usinagem CNC de Precisão: Ajuste fino de superfícies e tolerâncias para requisitos de montagem apertados (±0,01 mm).
Tratamento Térmico: Tratamento de solução a 1150°C melhora a uniformidade microestrutural e a confiabilidade mecânica.
Revestimento Superficial: A aplicação de TBCs (Revestimentos de Barreira Térmica) avançados às vezes estende a resistência térmica além de 1000°C.
Métodos de Teste e Garantia de Qualidade
Todos os escudos isolantes Neway AeroTech passam por rigorosa validação de grau aeroespacial:
Máquina de Medição por Coordenadas (CMM): Verificação dimensional com precisão de ±0,005 mm.
Inspeção por Raios-X: Inspeção não destrutiva da integridade interna e distribuição de poros.
Microscopia Metalográfica: Análise de microestrutura para distribuição de carbonetos e equilíbrio de fases.
Teste de Tração: Validação de propriedades mecânicas garantindo resistência e alongamento especificados.
Estudo de Caso: Escudos Isolantes Stellite 6 Impressos em 3D
A Neway AeroTech produziu escudos isolantes Stellite 6 impressos em 3D para seções quentes de motores de turbina:
Temperatura de Serviço: Exposição contínua de até 800°C
Precisão Dimensional: Mantida ±0,05 mm em geometrias complexas de forma livre
Acabamento Superficial: Alcançado Ra ≤4,5 µm para locais de oxidação minimizados
Certificação: Totalmente em conformidade com os padrões de qualidade aeroespacial AS9100
Perguntas Frequentes
Por que as ligas Stellite são adequadas para escudos isolantes de alta temperatura impressos em 3D?
Quais tolerâncias dimensionais a Neway AeroTech pode alcançar para escudos Stellite impressos em 3D?
Como a Prensagem Isostática a Quente (HIP) melhora a confiabilidade dos componentes Stellite impressos em 3D?
Quais graus de Stellite são recomendados para escudos isolantes operando acima de 800°C?
Quais padrões de controle de qualidade a Neway AeroTech usa para fabricar escudos isolantes?
