How Inconel 713LC NGV2 Parts Are Manufactured for UAV Turbojet and Turbofan Engines
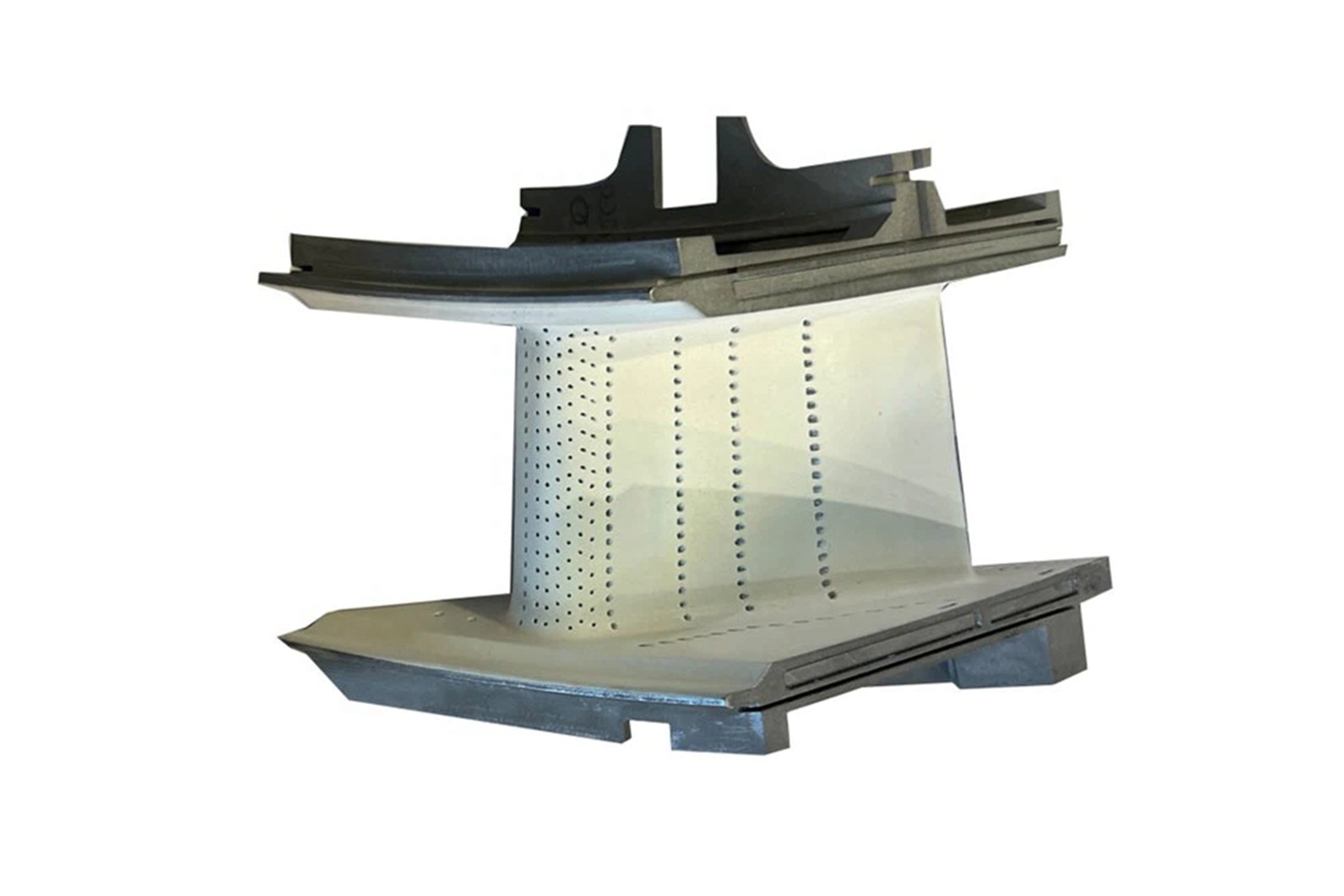
Inconel 713LC NGV2 parts are critical hot-section components used in small UAV turbojet, UCAV turbine, small turbofan, and micro gas turbine engines. NGV2 usually refers to a second-stage nozzle guide vane or nozzle guide vane No. 2, depending on the engine architecture and customer drawing system. Although the part is relatively small compared with heavy-duty gas turbine vanes, its function is highly important for gas flow direction, turbine efficiency, temperature distribution, and stage matching.
For UAV and UCAV propulsion systems, NGV2 parts are exposed to high-temperature combustion gas, oxidation, thermal cycling, vibration, and tight dimensional requirements. A small deviation in airfoil profile, throat area, platform position, or mounting surface can influence gas flow consistency and turbine performance.
Because of these requirements, Inconel 713LC NGV2 manufacturing is usually planned as a controlled route that combines vacuum investment casting and precision CNC machining. Vacuum casting forms the airfoil, platform, thin-wall structure, and near-net-shape superalloy body, while CNC machining finishes installation surfaces, datum features, sealing faces, and critical assembly dimensions.
What Is an NGV2 Part in UAV Turbojet and Turbofan Engines?
NGV means nozzle guide vane. In a turbine engine, nozzle guide vanes guide hot gas from the combustor or previous turbine stage toward the turbine rotor at the required angle, velocity, and flow distribution. NGV2 usually refers to a second-stage guide vane or a downstream nozzle guide vane in a multi-stage turbine arrangement.
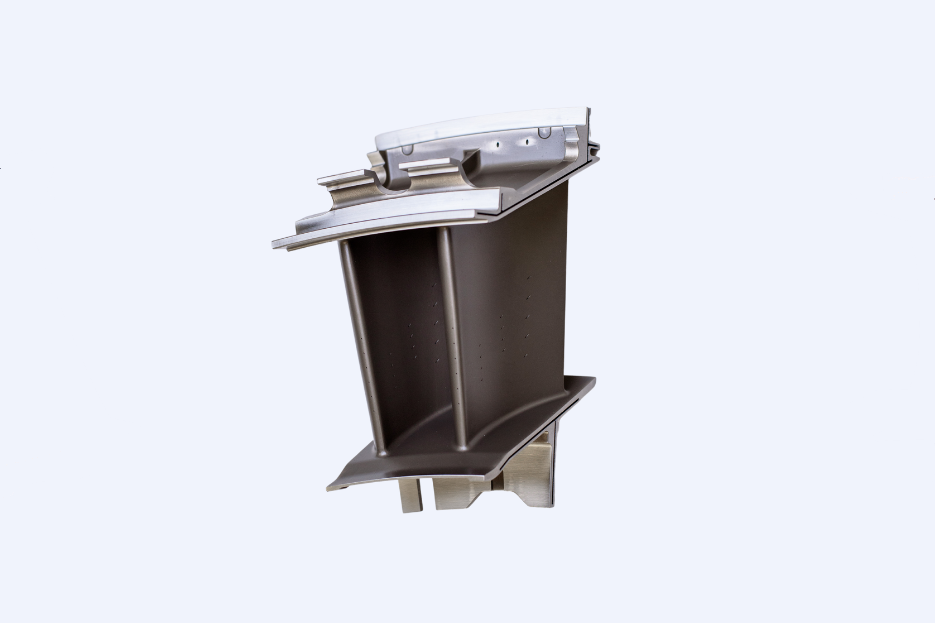
In small UAV turbojet and turbofan engines, NGV2 parts are typically compact, thin-walled, and geometrically complex. They may include airfoil surfaces, inner and outer platforms, mounting features, sealing areas, local slots, and transition regions. These features must be manufactured with good consistency because the vane does not only hold shape; it controls gas path behavior.
For development programs, NGV2 parts are often evaluated through prototype casting, small-batch trial production, and engine testing before larger procurement. This makes manufacturing route selection especially important for UAV engine manufacturers, propulsion R&D teams, and UCAV supply chain developers.
Applicable Engine Platforms
Inconel 713LC NGV2 parts can be used in several compact turbine engine platforms where high-temperature performance and small precision geometry are required. These applications may include UAV propulsion, UCAV engines, small turbojet engines, small turbofan engines, auxiliary power units, micro gas turbines, and experimental turbine systems.
Compared with large industrial gas turbines, UAV turbine engines have smaller part size and tighter packaging constraints. However, the hot-section environment is still severe. The parts must resist high gas temperature, oxidation, vibration, start-stop thermal cycling, and aerodynamic load while maintaining stable geometry.
NewayAeroTech supports superalloy component manufacturing for Aerospace and Aviation applications where lightweight structure, high-temperature reliability, and precision manufacturing are required. For UAV engine NGV2 projects, manufacturing planning should consider the engine development stage, expected test quantity, final production demand, and inspection requirements.
Function of NGV2 in Small Turbine Engines
The NGV2 part guides high-temperature gas into the turbine rotor at a controlled angle and velocity. Its function directly affects turbine efficiency, rotor loading, temperature distribution, and stage-to-stage flow matching. In compact UAV engines, small changes in vane geometry can have a noticeable effect on performance.
Key functions of NGV2 include:
Directing hot gas toward the turbine rotor at the required flow angle
Supporting turbine efficiency by controlling gas velocity and throat area
Maintaining stable flow distribution across the turbine stage
Helping protect downstream components from uneven thermal loading
Supporting engine stability during acceleration, cruising, and thermal cycling
Because the NGV2 works in the hot gas path, both aerodynamic accuracy and high-temperature material performance are important. The airfoil surface, leading edge, trailing edge, throat area, and platform geometry should be controlled together rather than treated as separate manufacturing features.
Why Inconel 713LC Is Used for NGV2 Parts
Inconel 713LC, also written as IN713LC, is a nickel-based casting superalloy commonly used for high-temperature turbine components, nozzle hardware, and cast hot-section parts. It offers a useful balance of high-temperature strength, oxidation resistance, casting suitability, and performance stability for small turbine engine components.
For NGV2 parts, Inconel 713LC is selected because the component must withstand hot gas exposure while keeping the airfoil shape and platform geometry stable. The material must also be suitable for vacuum casting because nozzle guide vanes often include thin walls, curved airfoils, narrow trailing edges, and platform transitions that are difficult to machine fully from solid stock.
NewayAeroTech provides Inconel alloy manufacturing for high-temperature parts where casting quality, machining accuracy, and inspection control must be evaluated together. For broader turbine hot-section projects, Superalloys are commonly used when strength, oxidation resistance, creep resistance, and thermal stability are required.
Vacuum Investment Casting Route for IN713LC NGV2
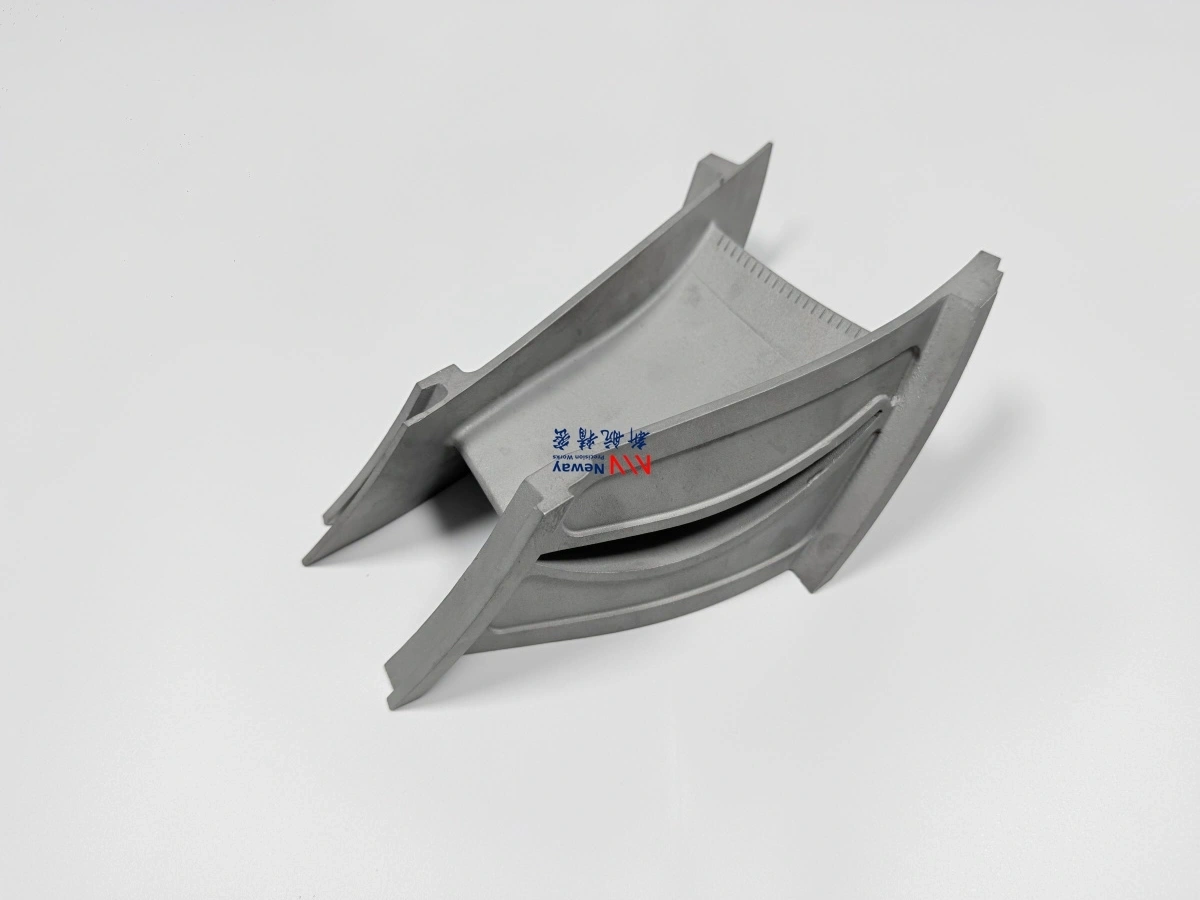
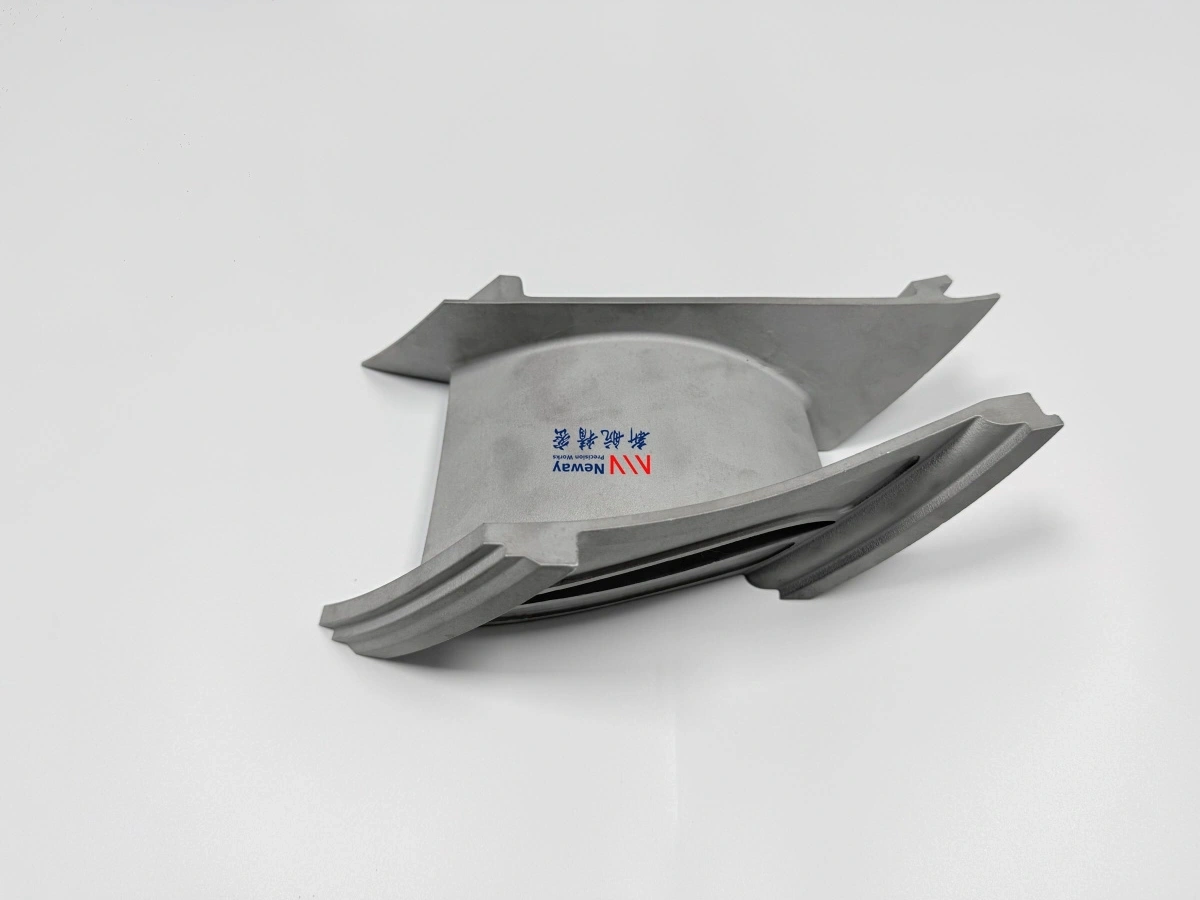
Vacuum investment casting is the primary manufacturing route for many Inconel 713LC NGV2 parts because it can form complex near-net-shape geometry with much less material waste than full CNC machining. This is especially important for small turbine vanes with curved airfoil surfaces, thin edges, and platform features.
Vacuum Investment Castings allow the vane body, airfoil contour, platform, and local structural features to be produced as a cast blank before precision finishing. For nickel-based superalloys, the vacuum environment also helps control oxidation and supports more stable high-temperature alloy processing.
For IN713LC NGV2 casting, process planning should focus on:
Wax pattern accuracy and airfoil surface consistency
Ceramic shell stability around thin-wall and edge areas
Control of shrinkage, porosity, cracks, and deformation
Leading edge and trailing edge casting quality
Platform flatness, transition zones, and local rib or boss features
Machining allowance for installation and datum surfaces
For small static turbine guide vanes, Equiaxed Crystal Casting is often a practical route when the part does not require directional solidification or single crystal structure. It supports cast hot-section components where geometry, material stability, and post-casting machining must be balanced.
Why Full CNC Machining Is Usually Not the Best Route
For some early prototypes, CNC machining from billet may seem faster because it avoids casting tooling. However, for Inconel 713LC NGV2 parts, full CNC machining is usually not the preferred production route when the geometry includes airfoil curves, thin trailing edges, complex platforms, and gas path surfaces.
There are several reasons:
IN713LC is a difficult-to-machine nickel-based superalloy
Airfoil surfaces require long machining time and complex tool paths
Thin leading and trailing edges are sensitive to cutting force and vibration
Material removal from solid stock can be inefficient and costly
Platform transitions and curved surfaces increase fixture complexity
Airflow-critical geometry may still require profile inspection after machining
For this reason, vacuum casting is usually used to create the near-net-shape vane blank, while CNC machining is reserved for precision features that cannot rely on casting tolerance alone.
CNC Machining Route for Turbine Vane Accuracy
After casting, CNC machining is used to finish the functional interfaces of the NGV2 part. The casting creates the aerodynamic body, but CNC machining controls the surfaces that determine assembly position, sealing, stage alignment, and repeatability.
Superalloy CNC Machining is important for IN713LC NGV2 parts because high-temperature nickel alloys require stable tooling, controlled cutting parameters, strong fixturing, and careful inspection. The machining route should avoid unnecessary cutting on thin airfoil areas while ensuring accuracy on installation and reference features.
Typical CNC-machined areas may include:
Mounting faces and platform contact surfaces
Datum surfaces used for inspection and assembly alignment
Sealing faces and controlled boundary surfaces
Positioning holes, slots, or fixing features
Local thickness-controlled regions
Interface features that affect fit with adjacent engine hardware
For small turbine vanes, the fixture design is very important. The part must be held securely without deforming thin sections or damaging cast airfoil surfaces. Datum planning should also match the drawing, inspection method, and final assembly requirement.
Airfoil and Throat Area Control
The most important feature of an NGV2 part is not only its external size. The airfoil contour and throat area directly influence gas flow, turbine inlet angle, pressure distribution, and engine efficiency. For UAV turbojet and turbofan engines, flow consistency between vanes is especially important because the engine is compact and the turbine stage is sensitive to local geometry changes.
Airfoil and throat area control should include:
Leading edge and trailing edge profile inspection
Airfoil pressure side and suction side contour control
Throat area consistency across the vane set
Platform-to-airfoil transition control
Vane angle and gas path alignment verification
Surface condition control in gas-flow regions
If the throat area is too small, flow restriction and local overheating may occur. If it is too large, turbine efficiency and stage matching may be affected. Therefore, the casting route, CNC datum, and final inspection should all be planned around airflow-critical geometry.
Inspection Before Delivery
Inspection is essential for IN713LC NGV2 parts because the component combines complex casting geometry, precision machining, high-temperature material requirements, and aerodynamic performance sensitivity. Inspection should verify both the cast substrate and the final machined component.
NewayAeroTech supports Superalloy Material Testing and Analysis for projects where material verification, casting defect control, dimensional inspection, and failure risk evaluation are required.
Inspection Item | What to Check | Why It Matters |
|---|---|---|
FPI | Surface cracks, casting defects, edge defects | Helps detect surface-breaking defects before engine testing or delivery |
X-ray or CT | Internal porosity, shrinkage, inclusions, hidden defects | Verifies internal casting quality for hot-section service |
CMM inspection | Datum surfaces, mounting features, platform dimensions | Confirms assembly fit and dimensional repeatability |
Airfoil profile check | Leading edge, trailing edge, pressure side, suction side | Controls aerodynamic geometry and stage efficiency |
Throat area check | Gas flow channel opening and vane-to-vane consistency | Supports stable turbine flow and stage matching |
Material verification | Material certificate, composition, heat treatment records if required | Confirms the part meets the specified IN713LC requirement |
Manufacturing Challenges for Inconel 713LC NGV2 Parts
Although NGV2 parts for UAV engines are small, their manufacturing risk can be high. Small size does not mean simple production. The part combines thin airfoil geometry, high-temperature alloy casting, precision platform machining, and airflow-sensitive inspection requirements.
Common manufacturing challenges include:
Maintaining airfoil consistency after casting shrinkage
Preventing thin trailing edge deformation or damage
Controlling porosity, cracks, and internal defects in small cast sections
Aligning casting datum with CNC machining datum
Maintaining throat area consistency across a vane set
Avoiding over-machining of aerodynamic surfaces
Providing inspection data that supports engine development and supplier qualification
These challenges explain why the supplier must understand both manufacturing and turbine function. The part should not be treated only as a casting or only as a machined component. It should be evaluated as a functional hot-section gas path part.
RFQ Checklist for Custom UAV Turbine Engine NGV2 Parts
To quote Inconel 713LC NGV2 parts accurately, customers should provide complete technical information. This allows the supplier to evaluate casting tooling, machining allowance, inspection cost, lead time, and manufacturing risk.
A complete RFQ should include:
Engine type, such as UAV turbojet, UCAV turbine engine, small turbofan, or micro gas turbine
Part name, part number, stage number, and revision level
3D CAD file in STEP, X_T, or another editable format
2D drawing with tolerances, datum references, and critical dimensions
Material specification for Inconel 713LC / IN713LC
Required quantity for prototype, test batch, and future production
Airfoil profile and throat area requirements
Heat treatment, coating, or surface finish requirements if applicable
Inspection requirements such as FPI, X-ray, CT, CMM, profile report, or material testing
Engine test schedule, delivery target, and documentation requirements
If the project is based on an old part or reverse engineering data, the customer should also provide the sample condition, scan accuracy, worn area notes, and functional surfaces that must be preserved. For turbine guide vanes, reverse engineering should define the aerodynamic baseline, not only the external shape.
FAQ