What Should Be Inspected Before Delivering Inconel 713LC NGV2 Parts for UAV Engines?
What Should Be Inspected Before Delivering Inconel 713LC NGV2 Parts for UAV Engines?
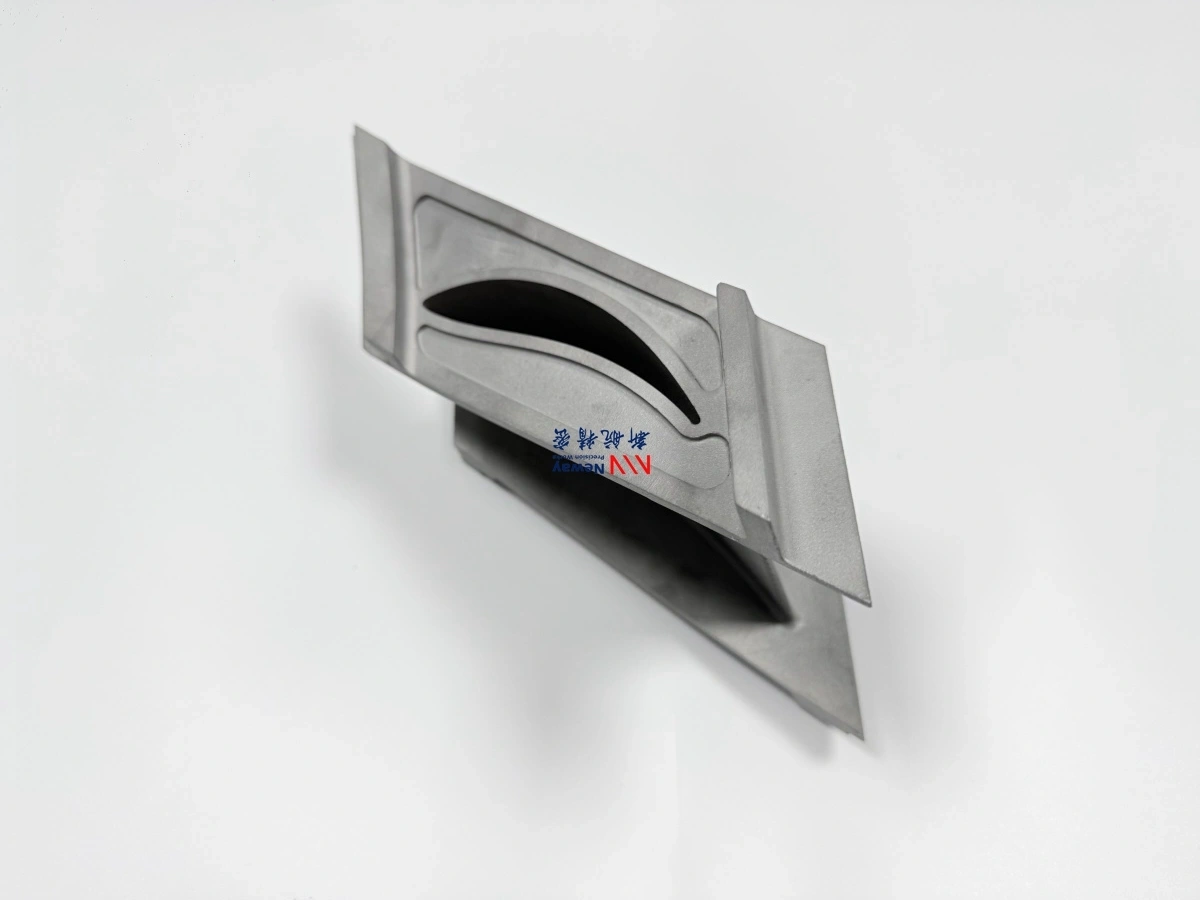
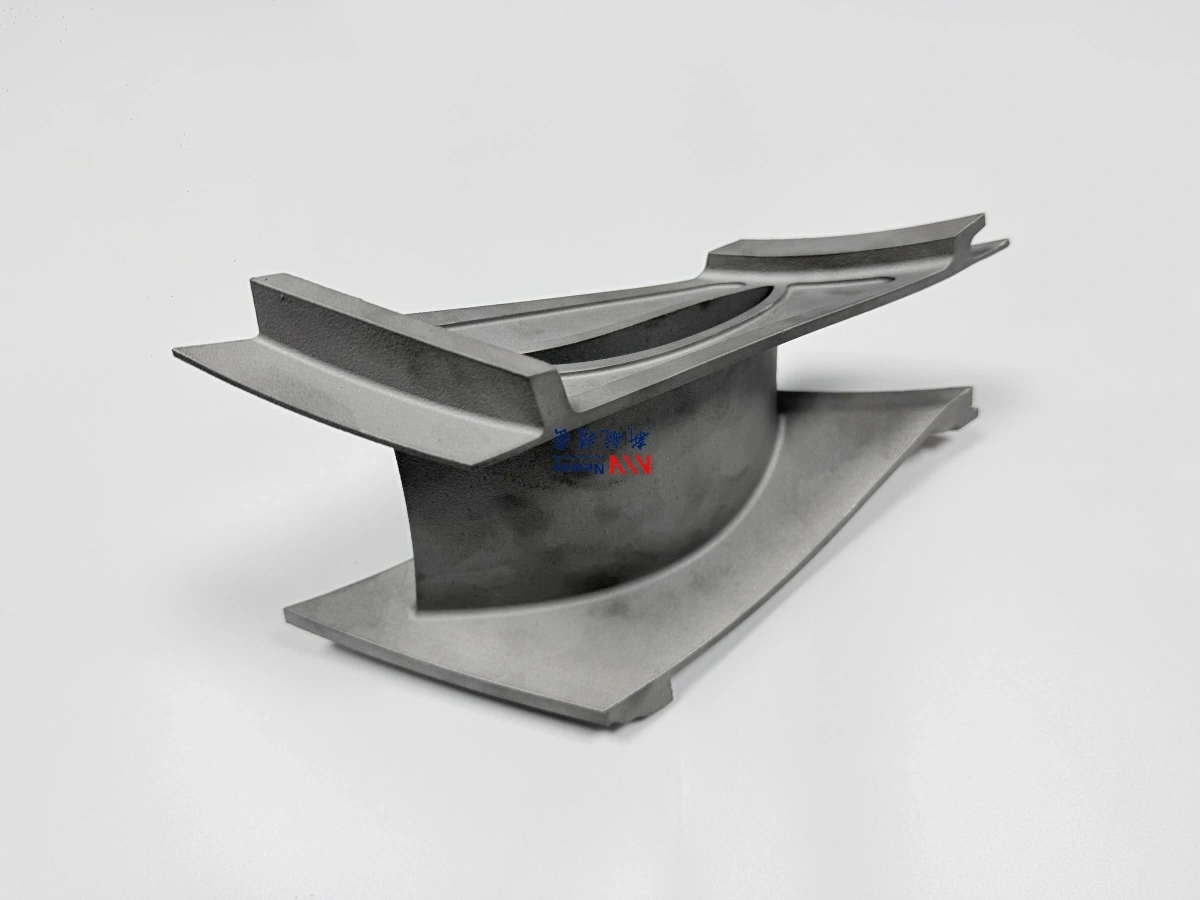
Before delivering Inconel 713LC NGV2 parts for UAV engines, the supplier should inspect material verification, casting defects, surface cracks, airfoil profile, throat area, platform dimensions, mounting features, sealing surfaces, hole positions, heat treatment condition, and final documentation. Because NGV2 components work in the turbine hot section, inspection should focus on both dimensional accuracy and high-temperature reliability.
For UAV turbojet and turbofan engine nozzle guide vanes, quality control is not limited to checking the outer dimensions. The supplier should verify whether the Vacuum Investment Castings meet defect requirements, whether the machined features meet assembly tolerances, and whether the material condition is suitable for hot gas, oxidation, thermal cycling, and engine testing.
1. Direct Answer: What Should Be Inspected Before Delivery?
Before delivery, Inconel 713LC NGV2 parts should be inspected for material composition, heat treatment condition, internal casting defects, surface cracks, airfoil profile, throat area, platform dimensions, hole positions, sealing faces, mounting datums, surface condition, and documentation completeness. These checks help confirm that the NGV2 parts are suitable for UAV engine hot-section assembly and testing.
Inspection Category | What Should Be Checked | Why It Matters for NGV2 Parts |
|---|---|---|
Material verification | Chemical composition, material certificate, and heat treatment condition. | Confirms the part is made from the required Inconel 713LC material. |
Internal defect inspection | Porosity, shrinkage, inclusions, hot tears, and abnormal casting defects. | Prevents hidden defects from reducing hot-section reliability. |
Surface defect inspection | Surface cracks, edge cracks, casting discontinuities, and machining damage. | Reduces crack-initiation risk during thermal cycling. |
Dimensional inspection | Platforms, holes, sealing faces, mounting datums, and assembly features. | Ensures correct fit with casing, rotor clearance, and adjacent components. |
Airfoil profile inspection | Vane profile, leading edge, trailing edge, passage shape, and CAD deviation. | Controls gas flow direction and turbine efficiency. |
Throat area inspection | Passage width, effective flow area, and consistency between vanes. | Affects mass flow, pressure distribution, and turbine stage matching. |
Documentation | FAI, dimensional report, NDT report, material report, heat treatment record, and COC. | Supports customer quality approval and traceability. |
2. How Should Material Verification Be Performed?
Material verification should confirm that the NGV2 part is made from the specified Inconel 713LC or approved equivalent material. This may include chemical composition review, material certificate checking, heat treatment record review, hardness testing, microstructure evaluation, and traceability confirmation.
Superalloy Material Testing and Analysis can support alloy verification, microstructure review, defect analysis, and material validation for hot-section turbine components. For UAV engine NGV2 parts, this is especially important when the part will be used for prototype engine testing, performance validation, or repeat production.
Material Check | Purpose | Recommended Documentation |
|---|---|---|
Chemical composition | Confirms the alloy matches Inconel 713LC requirements. | Material test report or composition analysis report. |
Material certificate | Provides traceability for the raw alloy or casting batch. | Material certificate or supplier material report. |
Heat treatment condition | Confirms the part received the required thermal process. | Heat treatment record and batch traceability. |
Microstructure review | Checks whether the casting and heat treatment condition are acceptable. | Metallographic report where required. |
Hardness test | Provides a basic indication of material condition and process consistency. | Hardness inspection report when specified. |
3. What Casting Defects Should Be Inspected?
Inconel 713LC NGV2 parts should be inspected for casting defects such as gas porosity, shrinkage porosity, inclusions, hot tears, misruns, surface laps, abnormal grain condition, and local deformation. Because NGV2 parts have thin airfoils, narrow passages, platforms, and high-temperature service requirements, casting defects must be controlled carefully before delivery.
Casting Defect | Possible Impact | Inspection Method |
|---|---|---|
Gas porosity | Can reduce fatigue resistance and create weak zones in the vane or platform. | X-ray, CT, or section review where required. |
Shrinkage porosity | May reduce structural integrity in thick-to-thin transition areas. | X-ray, CT, or targeted defect inspection. |
Inclusions | Can create local stress concentration or crack initiation sites. | X-ray, CT, visual inspection, or metallurgical analysis. |
Hot tears | Can cause cracks near fillets, platforms, airfoil roots, or thin edges. | FPI, visual inspection, and local magnified inspection. |
Misrun or incomplete fill | May affect thin trailing edges, local platforms, and vane passage geometry. | Visual inspection, dimensional inspection, and profile scanning. |
Abnormal grain condition | May affect high-temperature performance and consistency. | Metallurgical inspection when required by specification. |
4. How Should Surface Defects Be Inspected?
Surface defect inspection should focus on cracks, edge defects, casting discontinuities, grinding damage, machining marks, burrs, and local surface damage. Fluorescent penetrant inspection is commonly used to detect surface-breaking cracks on turbine vane castings and machined hot-section parts.
For Inconel 713LC NGV2 parts, surface defects are especially critical at the leading edge, trailing edge, airfoil fillets, platform transitions, sealing edges, mounting features, and machined holes. These areas are more sensitive to thermal fatigue, vibration, and stress concentration during engine operation.
Surface Area | Inspection Focus | Why It Matters |
|---|---|---|
Leading edge | Cracks, erosion-like defects, casting flaws, and surface damage. | Receives hot gas and affects flow entry quality. |
Trailing edge | Thin-edge cracks, chipping, incomplete fill, or machining damage. | Affects gas exit angle and crack sensitivity. |
Airfoil fillets | Hot tears, shrinkage-related cracks, and stress concentration. | Fillet cracks can grow during thermal cycling. |
Platform transitions | Casting cracks, machining marks, and local surface discontinuities. | Important for structural support and assembly stability. |
Machined holes and slots | Burrs, microcracks, EDM recast layer, and edge condition. | Affects assembly reliability and crack-initiation risk. |
Sealing edges | Burrs, dents, cracks, and edge profile defects. | Influences leakage control and assembly fit. |
5. What Dimensional Inspection Is Required?
Dimensional inspection should verify the NGV2 platform dimensions, mounting surfaces, datum features, hole positions, sealing faces, ring interfaces, wall thickness, and assembly-critical features. CMM inspection is commonly used for machined features, while 3D scanning can support profile and freeform geometry review.
Superalloy CNC Machining must be verified carefully because machining controls the final installation and assembly features of the NGV2 part. If platform dimensions, holes, or datums are out of tolerance, the vane may not align correctly with the casing, rotor clearance, or adjacent turbine components.
Dimensional Item | What It Verifies | Inspection Method |
|---|---|---|
Platform dimensions | Confirms inner and outer platform size, thickness, and fit. | CMM, height gauge, profile measurement, or 3D scanning. |
Mounting surfaces | Checks flatness, position, parallelism, and assembly fit. | CMM and surface inspection. |
Hole positions | Verifies diameter, depth, position, and orientation. | CMM, pin gauge, optical measurement, or dedicated fixture. |
Sealing faces | Checks flatness, profile, edge condition, and surface finish. | CMM, roughness tester, visual inspection, and fit check. |
Installation datums | Confirms reference surfaces used for engine assembly. | CMM and datum-based inspection report. |
Wall thickness | Verifies that thin sections and platforms meet design requirements. | Ultrasonic testing, CT, section review, or mechanical measurement where applicable. |
6. How Are Airfoil Profile and Throat Area Inspected?
Airfoil profile and throat area inspection are critical because NGV2 controls hot gas direction, velocity, and pressure distribution before the downstream turbine rotor. The airfoil profile, leading edge, trailing edge, vane angle, passage width, and effective throat area must be checked against the drawing or CAD model.
For UAV engine nozzle guide vanes, even small profile deviations can affect turbine efficiency, thrust response, rotor loading, and thermal distribution. Profile inspection can be performed by 3D scanning, CMM, optical measurement, templates, or dedicated gauges depending on the part size and tolerance requirement.
Airfoil Inspection Item | What It Controls | Why It Matters |
|---|---|---|
Airfoil profile | Vane pressure side, suction side, and aerodynamic surface shape. | Controls gas flow direction and aerodynamic efficiency. |
Leading edge | Edge radius, shape, surface condition, and local defects. | Affects flow entry and crack sensitivity. |
Trailing edge | Exit edge thickness, straightness, and damage condition. | Affects gas exit angle and flow separation. |
Vane angle | Orientation of the vane relative to the engine gas path. | Controls rotor inlet flow angle and stage matching. |
Throat area | Minimum effective passage area between vanes. | Controls mass flow, pressure ratio, turbine speed response, and engine performance. |
Passage consistency | Variation between adjacent vane passages. | Prevents uneven rotor loading and local hot spots. |
7. When Should EDM Features Be Inspected?
If the NGV2 part includes EDM-machined holes, slots, narrow openings, or hard-to-machine features, these areas should be inspected before delivery. EDM inspection should verify dimensional accuracy, edge condition, recast layer risk, microcracks, blockage, burrs, and cleanliness.
Superalloy Electrical Discharge Machining EDM can produce complex features in Inconel 713LC, but improper EDM control may leave surface damage or recast layers that are not suitable for thermal cycling. These areas should be reviewed carefully if they are close to airfoil edges, mounting zones, or high-stress features.
EDM Inspection Item | What It Checks | Why It Matters |
|---|---|---|
Slot width and position | Confirms local feature geometry matches drawing. | Supports assembly, flow, or stress-relief function. |
Hole diameter and depth | Verifies opening size and machining completeness. | Prevents assembly or functional issues. |
Edge condition | Checks sharp edges, burrs, chips, or heat-affected damage. | Reduces crack-initiation risk. |
Recast layer risk | Identifies potentially brittle surface layer after EDM. | Important for fatigue and thermal-cycle reliability. |
Blocked features | Confirms openings are clean and free from residue. | Prevents installation or functional blockage. |
8. How Should Heat Treatment Be Verified?
Heat treatment should be verified by checking the heat treatment specification, furnace batch record, process temperature, holding time, cooling method, and part traceability. For Inconel 713LC NGV2 parts, heat treatment can influence microstructure stability, high-temperature strength, dimensional stability, and thermal fatigue resistance.
Superalloy Heat Treatment should be linked with material verification and final inspection. If the part has tight airfoil or platform tolerances, dimensional inspection after heat treatment is important because thin vane structures may distort during thermal processing.
9. What Delivery Documentation Should Be Included?
Delivery documentation for Inconel 713LC NGV2 parts can include a first article inspection report, dimensional inspection report, NDT report, material report, heat treatment record, CMM report, 3D scan report, FPI report, X-ray or CT report, and certificate of conformity. The exact documentation package should be confirmed during RFQ review because it affects cost, lead time, and acceptance requirements.
Document Type | What It Supports | Recommended Use |
|---|---|---|
FAI report | Confirms first article dimensions and manufacturing readiness. | Prototype, first batch, or new tooling validation. |
Dimensional report | Documents platform, hole, sealing face, datum, and critical dimension results. | Drawing-controlled NGV2 parts. |
CMM report | Provides precise measurement for machined and datum-based features. | Assembly-critical vane components. |
3D scan report | Shows airfoil profile and CAD deviation. | Complex vane geometry and throat area validation. |
FPI report | Documents surface crack inspection results. | Hot-section castings and machined superalloy parts. |
X-ray / CT report | Documents internal defect inspection results. | High-reliability NGV2 castings or customer-specified projects. |
Material report | Confirms alloy chemistry and material traceability. | Inconel 713LC material-controlled projects. |
Heat treatment record | Confirms thermal processing route and batch traceability. | Parts requiring controlled material condition. |
COC | Confirms conformity to agreed specifications and purchase requirements. | Final shipment and customer quality documentation. |
10. What Should Buyers Define Before Ordering Inspected NGV2 Parts?
Before ordering inspected Inconel 713LC NGV2 parts, buyers should define the material standard, heat treatment condition, drawing tolerances, airfoil profile requirements, throat area limits, NDT requirements, dimensional inspection scope, documentation package, quantity, and engine test purpose. This helps the supplier plan the correct inspection route before production starts.
Buyer Requirement | Recommended Input | Why It Matters |
|---|---|---|
Material requirement | Inconel 713LC, IN713LC, customer standard, or approved equivalent. | Defines alloy verification and material report requirements. |
Drawing tolerances | Critical dimensions, general tolerances, datums, GD&T, and inspection notes. | Defines dimensional inspection and acceptance criteria. |
Airfoil and throat area | Profile tolerance, passage width, vane angle, throat area, and CAD comparison requirement. | Controls turbine flow performance and stage matching. |
NDT requirements | FPI, X-ray, CT, acceptance level, and report format. | Controls surface and internal defect acceptance. |
Documentation package | FAI, CMM report, 3D scan report, material report, heat treatment record, NDT report, and COC. | Supports customer quality review and traceability. |
Application stage | Fit check, engine test, prototype validation, first article, or repeat production. | Helps balance inspection scope, cost, and delivery time. |
11. Summary
Before delivering Inconel 713LC NGV2 parts for UAV engines, the supplier should inspect material verification, heat treatment condition, internal casting defects, surface cracks, airfoil profile, throat area, platform dimensions, holes, sealing faces, mounting datums, EDM features, and final documentation. These controls help confirm that the NGV2 parts are suitable for turbine hot-section assembly, engine testing, and repeat manufacturing.
A reliable aerospace turbine vane inspection supplier should combine material testing, vacuum investment casting inspection, FPI, X-ray or CT, CMM measurement, 3D scanning, CNC feature inspection, EDM feature review, heat treatment record checking, and complete delivery documentation. Buyers should define inspection requirements before production so the final Inconel 713LC NGV2 parts meet both aerodynamic and assembly-critical requirements.



