Aerospace Engine Hot Section Parts Casting and Inspection RFQ
An aerospace engine hot-section RFQ should define the component type, alloy expectation, casting route, machining boundary, post-processing scope, inspection evidence, and buyer validation responsibility. Turbine blades, nozzle guide vanes, turbine vanes, combustor liners, shrouds, heat shields, and transition pieces do not share one simple casting route. The supplier may need to review vacuum investment casting, single crystal casting, directional solidification, equiaxed crystal casting, HIP, heat treatment, CNC machining, EDM, coating preparation, and NDT before it can quote the part responsibly.
NewayAeroTech can review custom aerospace and aviation hot-section projects based on drawings, 3D models, material notes, samples, inspection requirements, quantities, and delivery condition. The manufacturing scope can connect single crystal casting, directional solidification casting, vacuum investment casting, and material testing and analysis. The work is custom manufacturing support, not official engine approval, original spare-parts resale, or a statement that one supplier can validate an aerospace design without the buyer's engineering process.

Component Boundary for Aerospace Hot Section RFQs
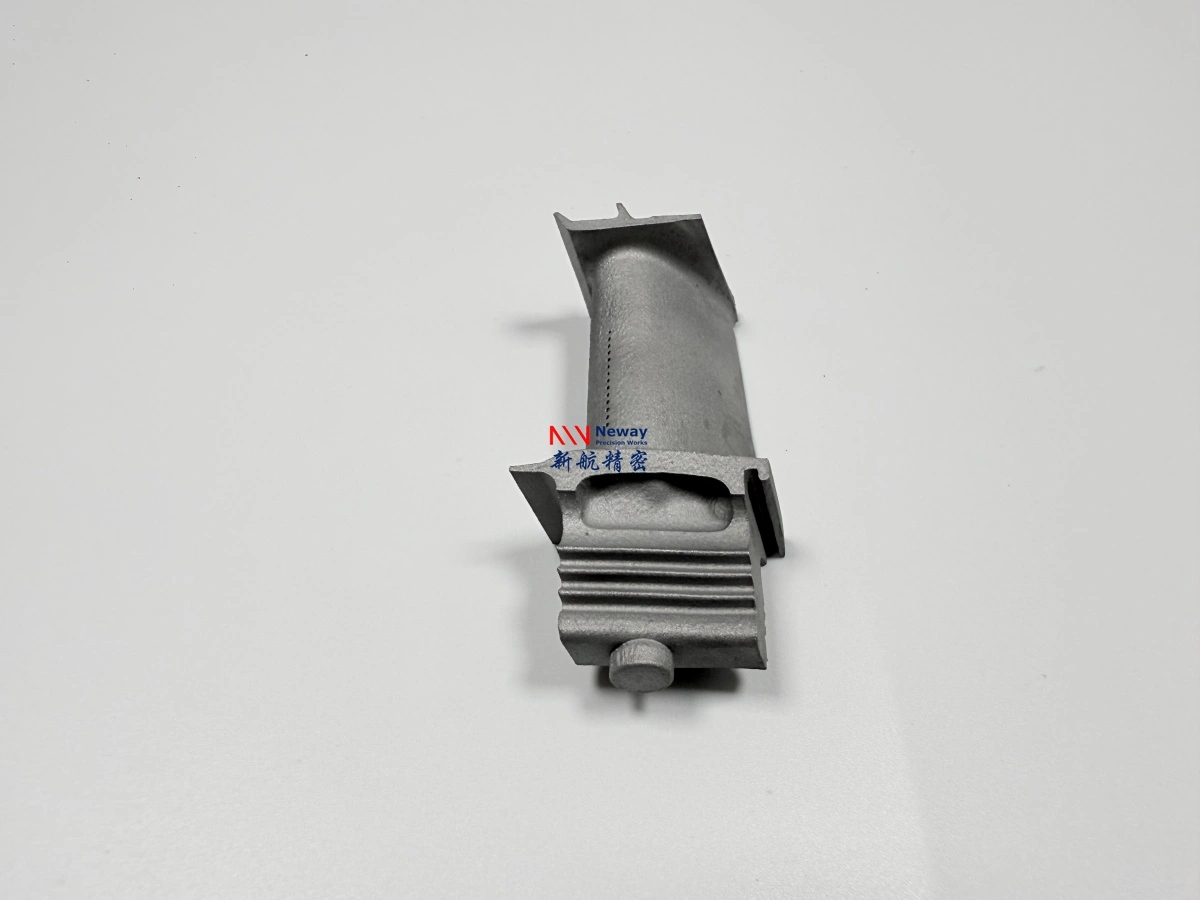
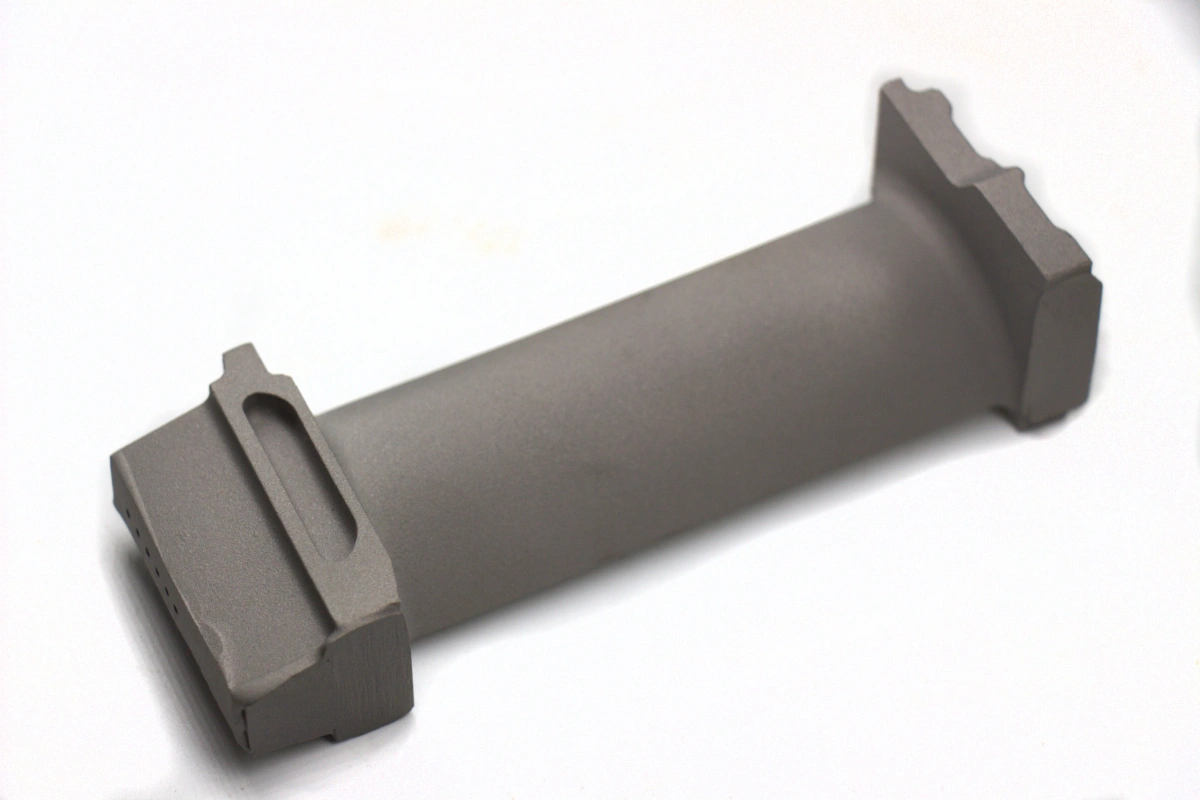
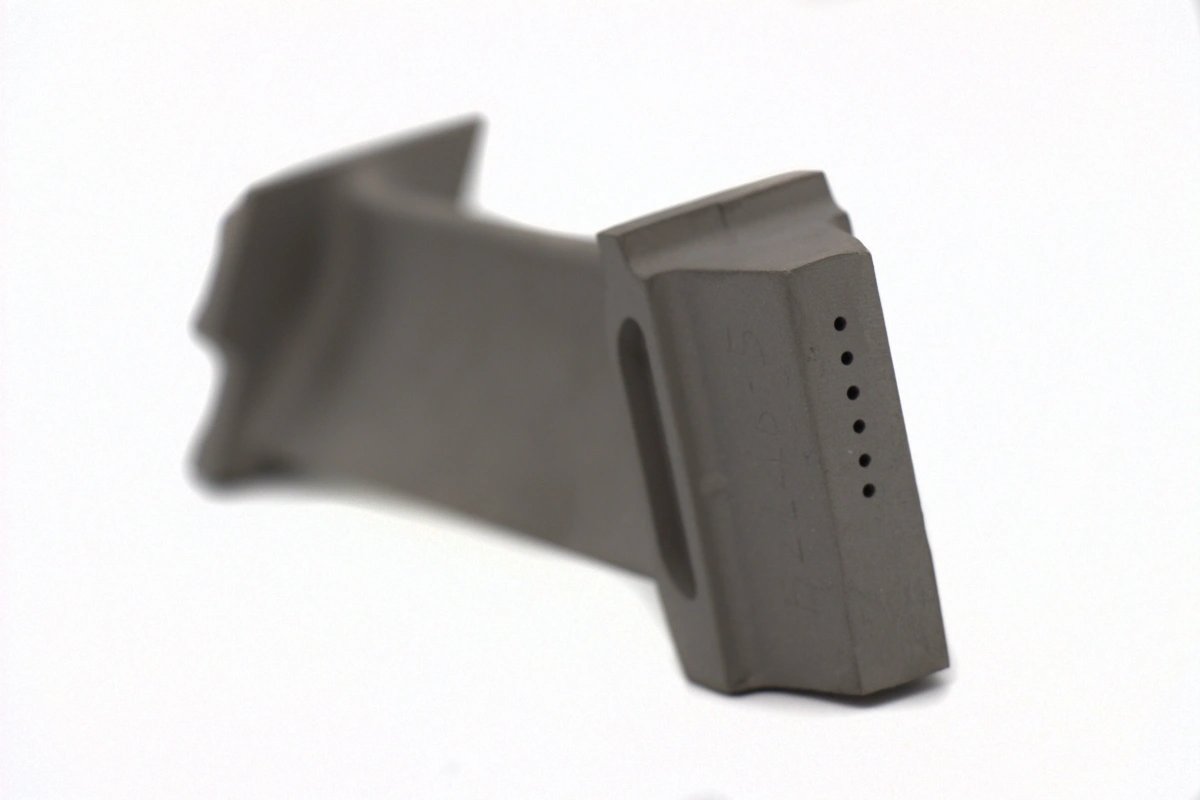
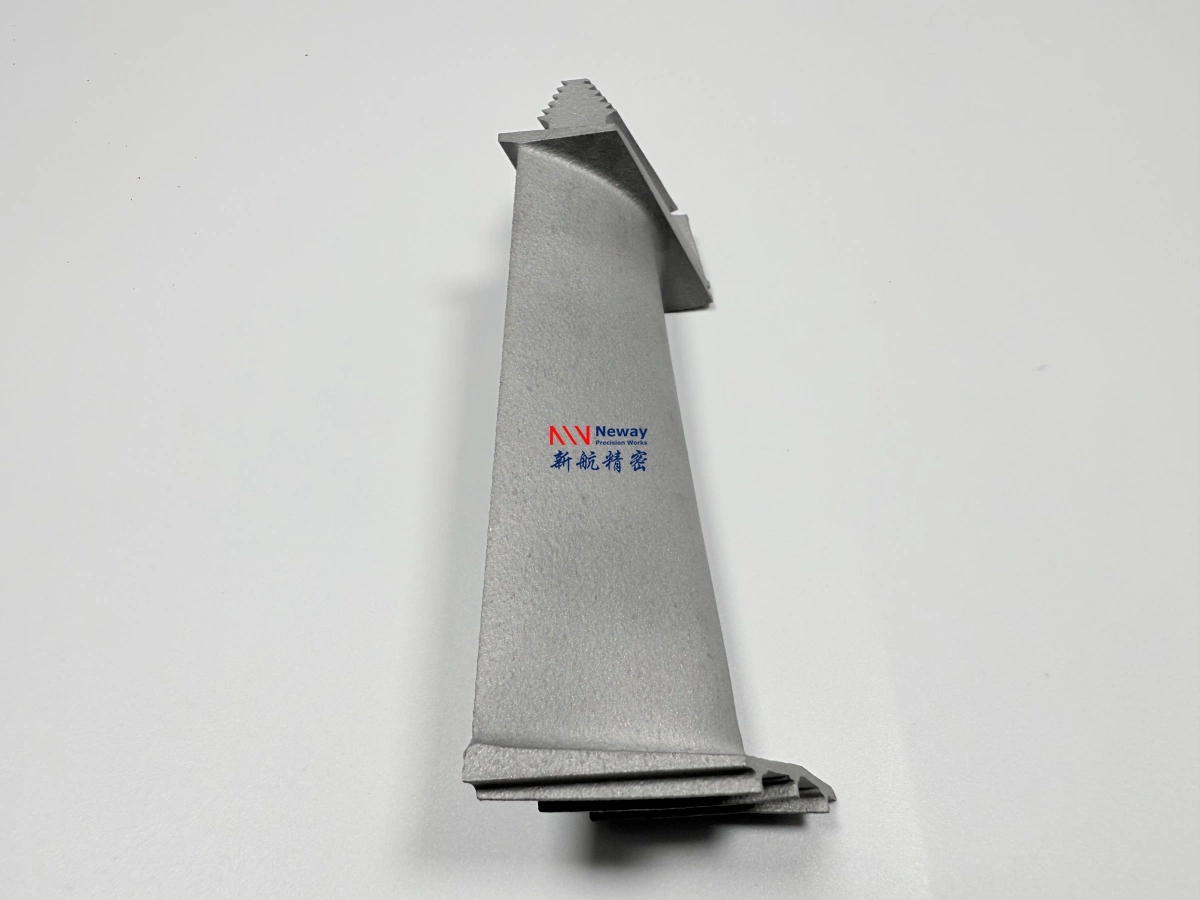
The first buyer task is to state exactly what component is being quoted. A nozzle guide vane segment has thin walls, flow-path surfaces, platforms, and seal faces. A turbine blade may require airfoil control, root stock, cooling features, and crystal-route review. A combustor liner or transition piece may require large curved surfaces, hole patterns, oxidation resistance, coating preparation, and distortion control. The supplier cannot quote these parts from a broad phrase such as "aerospace engine hot-section part."
Buyers should identify whether the supplier is quoting a casting blank, a semi-finished part, or a finished component. A casting blank may include allowance for later buyer machining. A semi-finished part may include heat treatment, HIP, datum preparation, and rough machining. A finished part may require final CNC machining, EDM features, FPI, X-ray or CT review, CMM reporting, material records, and coating readiness. Each boundary changes cost, schedule risk, and inspection responsibility.
Component family | Manufacturing concern | RFQ boundary to define |
|---|---|---|
Turbine blade or bucket | Crystal route, root stock, airfoil surface, cooling features, and post-casting machining. | Blank, semi-finished, or finished blade package. |
Nozzle guide vane or vane segment | Thin wall, platform control, ceramic core strategy, and flow-path inspection. | Segment geometry, machining faces, and X-ray or CT expectations. |
Combustor liner or transition piece | Large thermal surfaces, hole patterns, distortion, and coating readiness. | Surface map, hole requirement, heat treatment, and inspection hold points. |
Shroud or heat shield | Hot gas path surface, seal surfaces, assembly faces, and TBC preparation. | Coated and uncoated zones, machining allowance, and dimensional evidence. |
Material and Crystal Route Selection
Aerospace hot-section parts often involve nickel-based and cobalt-based superalloys such as Inconel 713C, Inconel 713LC, Inconel 738LC, Inconel 625, Hastelloy X, Haynes 188, CMSX-4, Rene alloys, MAR-M247, and FSX-414. The final material cannot be chosen from a blog title or supplier preference. The buyer should provide the approved grade, allowable substitute process if any, operating environment, drawing notes, and required inspection records. If material selection is still open, the RFQ should ask for manufacturing-route review rather than final design approval.
Crystal route changes the manufacturing conversation. Single crystal casting may be reviewed for certain turbine blade or vane applications where grain boundary elimination and orientation control are required by the buyer's design. Directional solidification may be reviewed when columnar grain structure is relevant. Equiaxed vacuum investment casting may fit other hot-section components where geometry, cost, and application conditions support that route. NewayAeroTech can discuss route feasibility, but the buyer must approve the material and route for the final application.
Route | Typical RFQ use | Evidence buyers may request |
|---|---|---|
Single crystal casting | Selected turbine blade or vane projects requiring orientation control. | Orientation review, grain-defect inspection, FPI, dimensional report, and material records. |
Directional solidification | Vanes, blades, and hot-section parts needing columnar grain review. | Grain-structure evidence, heat-treatment records, and inspection reports. |
Equiaxed vacuum casting | Shrouds, heat shields, liners, nozzles, or components where equiaxed route fits. | X-ray, FPI, CMM, metallography, and chemical analysis when required. |
Inspection Evidence Without Unsupported Claims
Aerospace-engine content must be careful about claims. Manufacturing and inspection support is not the same as certification, official engine approval, or validated replacement status. Buyers should specify the inspection evidence needed for their own release process: CMM, FPI, X-ray, CT, metallography, chemical analysis, heat-treatment records, coating-readiness checks, and dimensional reports. The supplier can quote those records when the requirement is defined, but it should not invent standards or performance results.
Inspection should be tied to the part's risk. A nozzle guide vane may need X-ray or CT review for thin-wall and core-related geometry. A blade may need FPI, orientation evidence, cooling-feature inspection, and CMM reporting. A heat shield may need casting-defect review, machining-interface checks, and coating-surface evaluation. A combustor liner may need hole pattern checks, surface inspection, and distortion review. The RFQ should make each inspection relevant to a surface, feature, material, or release requirement.
Inspection method | Hot-section issue addressed | Buyer instruction |
|---|---|---|
FPI | Surface indications after casting, machining, EDM, or finishing. | State acceptance standard and inspection timing. |
X-ray or CT | Internal casting defects, wall thickness, core shift, or channel confirmation. | Mark critical zones and reporting expectation. |
CMM | Datum, interface, flow-path, platform, root, or assembly dimensions. | Provide drawing dimensions that require reporting. |
Metallography and chemistry | Material identity, microstructure, and route confirmation. | Define whether testing is informational or release-critical. |
Machining Post Process and Coating Readiness
Hot-section RFQs often fail when casting and machining are quoted separately but the buyer expects a delivered component. Machining allowance, datum preparation, heat treatment, HIP, EDM, deep-hole drilling, and coating preparation should be placed into the route before quotation. If a part later receives TBC or another coating, the buyer should mark no-coat areas, gas-path surfaces, cooling openings, and final inspection points. If the buyer performs coating elsewhere, the supplier still needs to know the required surface state at delivery.
The drawing should state whether NewayAeroTech is responsible for final interfaces or only casting stock. Root forms, seal faces, flange faces, datum pads, hole patterns, and platform surfaces change the manufacturing quote. A supplier can support custom manufacturing more effectively when the RFQ states which features are critical to the buyer's validation and which features remain outside supplier scope.
First Article and Buyer Validation Boundary
A first article for an aerospace hot-section component should be treated as a buyer validation step, not as a promise that future production can skip engineering review. The supplier can prepare a sample lot, record the manufacturing route, document inspection results, and identify areas where geometry, ceramic core behavior, machining allowance, or coating preparation needs buyer feedback. The buyer should define what makes the first article acceptable before the supplier starts tooling, because acceptance based only on visual appearance leaves too much uncertainty for blade roots, vane platforms, seal faces, wall thickness, and cooling-related features.
The RFQ should also separate manufacturing evidence from application release. NewayAeroTech can support casting, post-processing, machining, and inspection records for custom superalloy components, but the buyer remains responsible for final design authority, engine-level release, and any application-specific approval process. This boundary protects both sides: the supplier quotes the manufacturing package it can control, while the buyer keeps control over design changes, performance assumptions, and system validation.
First article item | Supplier evidence | Buyer decision |
|---|---|---|
Casting route | Route record, alloy record, heat-treatment record, and inspection summary. | Confirm whether the route matches the approved drawing and material note. |
Critical geometry | CMM report, marked datums, and feature-specific dimensional results. | Accept, request adjustment, or revise the drawing before repeat production. |
Internal quality | X-ray or CT review when required for thin walls, cores, or hidden passages. | Decide which zones become hold points for the next batch. |
Surface condition | FPI result, coating-preparation note, and machining surface review. | Confirm whether the part is ready for buyer-side coating, assembly, or additional finishing. |
RFQ Data for Drawings Models and Samples
A useful aerospace hot-section RFQ includes the 2D drawing, 3D model, material grade, component function, casting route expectation, quantity, delivery condition, machining allowance, heat-treatment requirement, coating requirement, inspection standard, and documentation needs. If the project starts from a sample, the buyer should state whether the sample is a reference, a worn service part, or an approved geometry source. A used sample may show oxidation, deformation, coating residue, and wear, so it should not be treated as final design authority without engineering review.
NewayAeroTech can review projects where the buyer needs custom superalloy casting and inspection support for aerospace engine and hot-section components. The strongest quotation package separates manufacturing scope from buyer validation scope. Send the drawings, model, alloy notes, inspection requirements, and expected delivery state so the supplier can quote a route that matches the part, not a vague aerospace label.
Related FAQs
What are the primary superalloys used in manufacturing jet engine components?
How does vacuum investment casting ensure high precision in jet engine components?
How is the quality of superalloy jet engine components tested for reliability?
What should be inspected before delivering Inconel 713LC NGV2 parts for UAV engines?
Which inspections are useful for vacuum-cast superalloy parts?
What are the most common defects in superalloy castings and how are they detected?