How Are Inconel 713LC NGV2 Parts Manufactured by Vacuum Casting and CNC Machining?
How Are Inconel 713LC NGV2 Parts Manufactured by Vacuum Casting and CNC Machining?
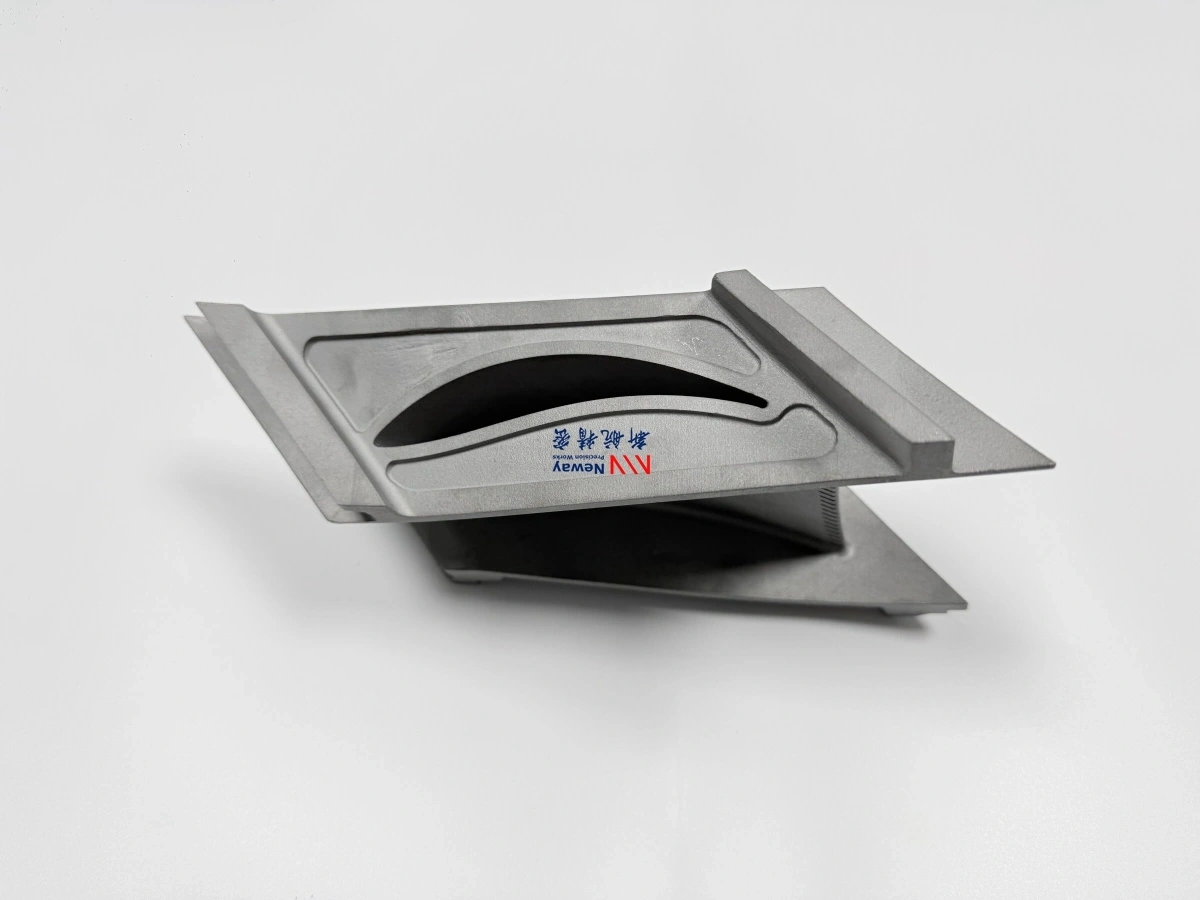
Inconel 713LC NGV2 parts are usually manufactured by producing a near-net vacuum investment casting blank first, then using CNC machining to finish critical platforms, mounting faces, sealing edges, datum surfaces, and hole positions. For UAV turbojet and turbofan engine nozzle guide vanes, the process must control airfoil geometry, throat area, thin-wall casting quality, machining allowance, heat treatment, and final inspection together.
Because IN713LC is a high-temperature nickel-based superalloy, NGV2 manufacturing is more complex than ordinary stainless steel casting or machining. A reliable process route normally combines Vacuum Investment Castings, controlled ceramic shell preparation, superalloy heat treatment, precision CNC machining, possible EDM for difficult features, and strict dimensional and defect inspection.
1. Direct Answer: How Are Inconel 713LC NGV2 Parts Manufactured?
Inconel 713LC NGV2 parts are manufactured by first making a wax pattern and ceramic shell, then vacuum casting the IN713LC alloy into a near-net vane blank. After casting, the part may receive heat treatment, dimensional correction, CNC machining, EDM for local features, airfoil inspection, and final quality control before delivery.
Manufacturing Step | Main Purpose | Key Control Point |
|---|---|---|
Wax pattern | Creates the near-net NGV2 airfoil, platform, and passage geometry. | Wax shrinkage, airfoil profile, throat area, and vane repeatability. |
Ceramic shell | Forms a strong mold for superalloy casting. | Shell strength, surface finish, thermal stability, and deformation control. |
Vacuum casting | Produces the Inconel 713LC NGV2 casting blank. | Thin-wall filling, shrinkage, porosity, hot tears, grain condition, and machining allowance. |
Heat treatment | Stabilizes material structure and supports high-temperature performance. | Material-specific temperature, holding time, cooling method, and batch record. |
CNC machining | Finishes platforms, mounting faces, sealing edges, datums, and holes. | Fixture design, datum alignment, tool wear, burr control, and tolerance control. |
Inspection | Verifies airfoil profile, throat area, dimensions, defects, and material quality. | CMM, 3D scanning, FPI, X-ray/CT, material analysis, and dimensional reports. |
2. How Are Wax Pattern and Ceramic Shell Controlled?
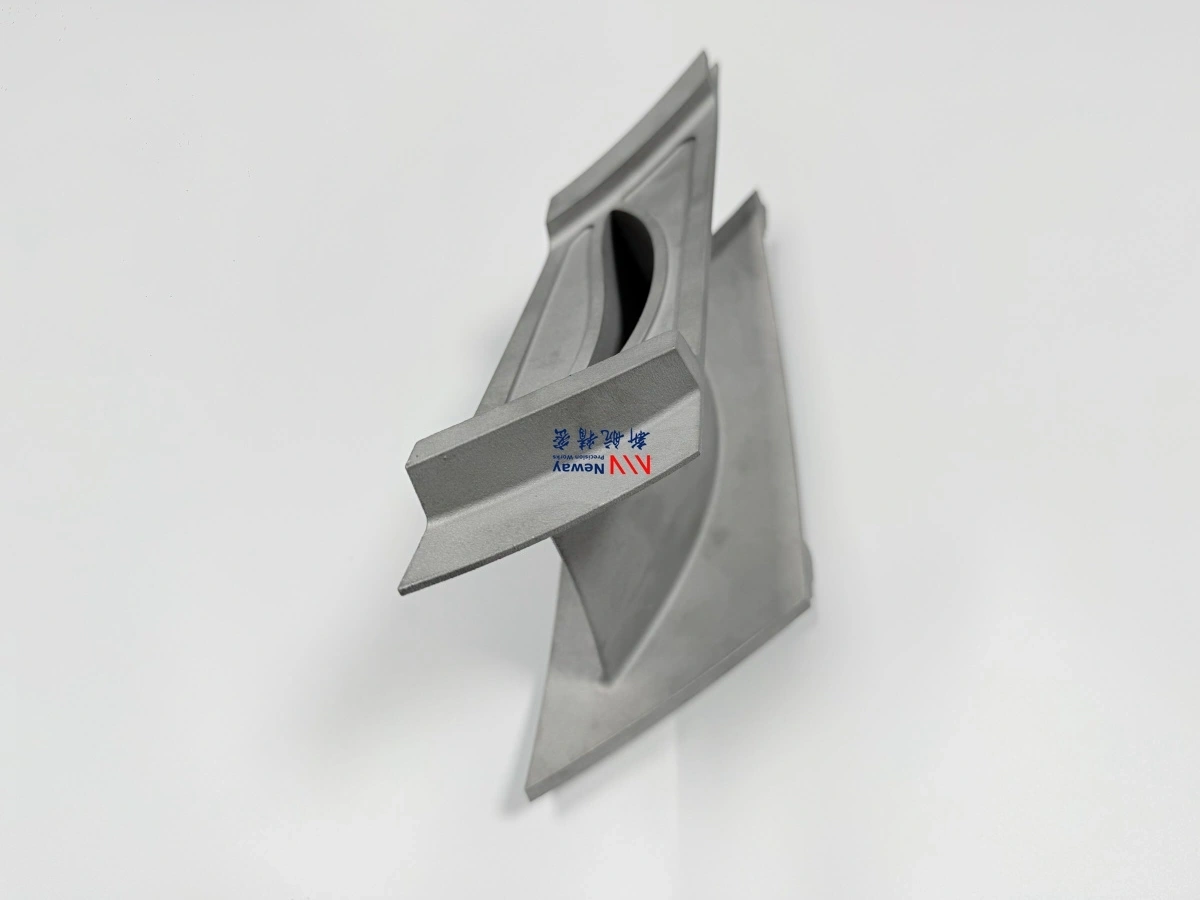
The wax pattern and ceramic shell define the initial accuracy of the Inconel 713LC NGV2 casting. For nozzle guide vanes, the wax pattern must control vane profile, leading edge, trailing edge, platform geometry, inner and outer ring features, and the throat area between adjacent vanes.
Ceramic shell quality is equally important because the shell must maintain strength and dimensional stability during high-temperature casting. If the shell deforms, cracks, or has poor surface quality, the final NGV2 casting may show airfoil distortion, rough surfaces, thickness variation, or incorrect platform dimensions.
Control Item | Why It Matters | Manufacturing Focus |
|---|---|---|
Wax pattern accuracy | Directly affects airfoil shape, vane angle, and throat area. | Tooling accuracy, shrinkage allowance, pattern inspection, and pattern repair control. |
Wax assembly | Controls vane spacing, runner layout, and casting feed design. | Consistent assembly position and avoidance of local deformation. |
Ceramic shell strength | Prevents shell cracking or deformation during casting. | Layer thickness, drying control, shell material, and firing quality. |
Shell surface quality | Affects final casting surface and coating or finishing readiness. | Face coat quality, slurry control, and contamination prevention. |
Airfoil deformation risk | Small vane geometry is sensitive to distortion. | Wax support design, shell rigidity, and first article feedback. |
3. What Must Be Controlled During Vacuum Casting?
During vacuum casting, the main challenges for Inconel 713LC NGV2 parts include thin-wall filling, shrinkage porosity, gas porosity, hot tearing, grain control, airfoil distortion, and machining allowance. These risks are more serious in compact UAV engine NGV2 parts because the vane passages are small and the airfoil geometry is performance-critical.
Depending on the design and performance requirement, Equiaxed Crystal Casting can be used for static hot-section NGV components where single-crystal or directional solidification is not required. The casting route should be selected based on material, geometry, service temperature, defect limits, and customer specification.
Casting Risk | Effect on NGV2 | Control Method |
|---|---|---|
Thin-wall misrun | Incomplete vane edges, platforms, or passage features. | Gating design, mold temperature, pouring parameters, and first article review. |
Shrinkage porosity | Internal weakness or rejection during X-ray/CT inspection. | Feeding design, solidification control, and process validation. |
Gas porosity | Reduced fatigue resistance and possible leakage or crack initiation. | Vacuum control, melt cleanliness, shell burnout quality, and inspection. |
Hot tearing | Cracks in airfoil fillets, platform transitions, or thin sections. | Geometry review, alloy process control, shell design, and FPI inspection. |
Grain condition | Affects high-temperature strength and service reliability. | Controlled solidification, casting parameters, and metallurgical review where required. |
Airfoil distortion | Changes vane angle, throat area, and turbine efficiency. | Tooling compensation, fixture control, and 3D profile inspection. |
4. Why Is Heat Treatment Used After Casting?
Heat treatment may be used after Inconel 713LC casting to stabilize the alloy microstructure, support high-temperature performance, reduce process-related stress, and improve consistency between batches. The exact heat treatment condition should follow the drawing, material standard, customer specification, or approved process route.
Superalloy Heat Treatment is important for NGV2 components because the final part must resist hot gas, oxidation, thermal fatigue, and dimensional drift during engine testing or service. Heat treatment should be combined with dimensional checks because thin vane structures may be sensitive to distortion.
Heat Treatment Purpose | Why It Matters for IN713LC NGV2 | Control Requirement |
|---|---|---|
Microstructure stabilization | Supports consistent hot-section material behavior. | Controlled furnace temperature, holding time, cooling method, and atmosphere. |
Stress reduction | Reduces risk of distortion or cracking during machining and service. | Material-specific thermal cycle and post-treatment inspection. |
High-temperature property support | Helps maintain strength and stability during engine operation. | Batch traceability and process documentation. |
Inspection readiness | Confirms the casting remains stable before final machining. | Visual inspection, dimensional check, and defect review after heat treatment. |
5. What Does CNC Machining Control on NGV2 Parts?
CNC machining controls the critical assembly and functional features of Inconel 713LC NGV2 parts. While vacuum casting forms the near-net vane geometry, CNC machining is required for platform surfaces, mounting faces, sealing edges, locating datums, hole positions, and any features that must meet tighter tolerances than casting can provide.
Superalloy CNC Machining is challenging for IN713LC because the material is hard, heat-resistant, and difficult to cut. Process control must address tool wear, burr formation, thin-wall deformation, surface integrity, and datum alignment between casting and machining operations.
CNC-Machined Feature | Function on NGV2 | Quality Control Focus |
|---|---|---|
Platform surfaces | Control fit with casing, ring, or adjacent vane structures. | Flatness, profile, thickness, and machining allowance. |
Mounting faces | Support installation and engine assembly positioning. | Datum strategy, perpendicularity, parallelism, and surface finish. |
Sealing edges | Reduce gas leakage and support stage efficiency. | Edge geometry, burr control, surface integrity, and clearance review. |
Locating datums | Define inspection and assembly reference points. | Stable fixture positioning and repeatable CMM measurement. |
Hole positions | Support fastening, location, or assembly features where required. | Hole diameter, position, depth, edge condition, and deburring. |
6. When Is EDM Used for Inconel 713LC NGV2 Parts?
EDM may be used for Inconel 713LC NGV2 parts when the design includes narrow slots, small holes, sharp local features, difficult-to-access areas, or features that are not practical for conventional cutting tools. This is common in superalloy turbine components because the material is difficult to machine and the geometry can be compact.
Superalloy Electrical Discharge Machining EDM can support local feature machining, but EDM quality must be controlled carefully. Recast layer, microcracks, edge condition, residue, and dimensional accuracy should be inspected before the part is accepted for final use.
EDM Application | Why EDM Is Used | Inspection Focus |
|---|---|---|
Narrow slots | Conventional tools may not fit or may deform thin features. | Slot width, edge condition, and recast layer control. |
Small holes | IN713LC hardness and compact geometry can make drilling difficult. | Diameter, position, depth, and blockage check. |
Sharp local features | EDM can create local geometry that milling cannot easily produce. | Corner condition, crack check, and surface integrity. |
Hard-to-reach areas | Complex NGV2 geometry may restrict tool access. | Feature completeness, residue removal, and visual inspection. |
7. How Is Airfoil Inspection Performed?
Airfoil inspection verifies whether the NGV2 vane profile, leading edge, trailing edge, throat area, and platform geometry meet the design requirements. Because NGV2 controls hot gas flow into the downstream turbine rotor, airfoil inspection is one of the most important quality steps in the manufacturing process.
Inspection can include CMM measurement, 3D scanning, optical measurement, section templates, throat area measurement, and comparison against the CAD model. The inspection method should be selected based on drawing requirements, part size, tolerance level, and whether the project is for prototype validation or repeat production.
Inspection Area | What It Verifies | Why It Matters |
|---|---|---|
Airfoil profile | Confirms vane surface shape and gas-turning geometry. | Affects turbine efficiency and downstream rotor loading. |
Leading edge | Checks edge radius, surface condition, and casting defects. | Influences flow entry and crack sensitivity. |
Trailing edge | Checks edge thickness, straightness, and damage. | Affects gas exit angle and flow separation risk. |
Throat area | Measures passage width and effective flow area. | Controls mass flow, pressure distribution, and stage matching. |
Platform dimensions | Confirms fit with casing, adjacent components, and sealing features. | Supports assembly alignment and leakage control. |
8. What Final Quality Control Is Required?
Final quality control for Inconel 713LC NGV2 parts may include visual inspection, FPI, X-ray or CT inspection, CMM measurement, 3D scanning, material analysis, hardness testing, heat treatment record review, and dimensional report preparation. The exact inspection package should follow the customer drawing, engine development requirement, or purchase specification.
Superalloy Material Testing and Analysis can support alloy confirmation, microstructure review, defect evaluation, and failure analysis. For UAV engine NGV2 components, inspection should focus on features that affect hot-section reliability and turbine performance, not only general dimensions.
QC Item | What It Checks | When It Is Recommended |
|---|---|---|
Visual inspection | Surface defects, damage, incomplete features, burrs, and general workmanship. | All NGV2 parts before shipment. |
FPI | Surface-breaking cracks and discontinuities. | Thin airfoils, fillets, platforms, and machined transitions. |
X-ray / CT inspection | Internal porosity, shrinkage, cracks, and hidden casting defects. | High-reliability turbine vane castings or customer-specified projects. |
CMM inspection | Machined datums, platforms, mounting faces, hole positions, and critical dimensions. | Drawing-controlled NGV2 parts. |
3D scanning | Airfoil profile, passage consistency, and CAD deviation. | Complex vane geometry and prototype validation. |
Material testing | Alloy chemistry, microstructure, hardness, and heat treatment condition. | Material-controlled or flight-related development projects. |
9. What Should Buyers Provide for an IN713LC NGV2 Manufacturing RFQ?
For an Inconel 713LC NGV2 manufacturing RFQ, buyers should provide 3D CAD files, 2D drawings, material standard, heat treatment requirement, quantity, tolerance standard, airfoil or throat area requirements, surface finish, coating requirement, inspection standard, and target delivery schedule. If the part is under development, the buyer should also state whether the component is for fit check, engine test, performance validation, or production preparation.
RFQ Information | Recommended Input | Why It Matters |
|---|---|---|
3D CAD file | STEP or X_T file preferred. | Supports casting tooling, machining planning, and airfoil inspection. |
2D drawing | Tolerances, datums, surface finish, material, heat treatment, and inspection notes. | Defines acceptance criteria and manufacturing control points. |
Material standard | Inconel 713LC, IN713LC, customer standard, or approved equivalent. | Confirms alloy chemistry, casting route, heat treatment, and documentation. |
Airfoil requirement | Profile tolerance, throat area, leading edge, trailing edge, and passage limits. | Controls turbine flow performance and stage matching. |
Post-processing | Heat treatment, CNC machining, EDM, coating, polishing, or surface treatment. | Determines full process route and cost. |
Inspection scope | FPI, X-ray, CT, CMM, 3D scan, material report, FAI, or COC. | Defines quality-control level, lead time, and documentation package. |
Quantity and project stage | Prototype, engine test batch, first article, pilot batch, or production quantity. | Affects tooling strategy, process validation, and unit price. |
10. Summary
Inconel 713LC NGV2 parts are manufactured by combining vacuum investment casting and CNC machining. The casting process forms the near-net nozzle guide vane body, airfoil passages, platforms, and complex geometry, while CNC machining controls critical mounting faces, sealing edges, datums, hole positions, and final assembly features.
For custom cast and machined NGV manufacturing, key controls include wax pattern accuracy, ceramic shell strength, vacuum casting quality, heat treatment, CNC machining, EDM features, airfoil profile inspection, throat area measurement, FPI, X-ray/CT, CMM inspection, and material testing. Buyers should provide complete CAD files, drawings, material standards, post-processing requirements, inspection requirements, quantity, and engine application details to support accurate quotation and manufacturability review.



