निमोनिक मिश्र धातु तापमान ढालें: श्रेष्ठ इन्सुलेशन के लिए सटीक 3डी प्रिंटिंग
परिचय
निमोनिक मिश्र धातुओं को उत्कृष्ट उच्च-तापमान शक्ति, ऑक्सीकरण प्रतिरोध और क्रीप प्रदर्शन के लिए इंजीनियर किया गया है, जो उन्हें उन्नत थर्मल इन्सुलेशन प्रणालियों के लिए आदर्श सामग्री बनाता है। न्यूवे एयरोटेक में, हम एयरोस्पेस, ऊर्जा और औद्योगिक अनुप्रयोगों में अधिकतम थर्मल प्रतिरोध और यांत्रिक स्थायित्व के लिए डिज़ाइन किए गए हल्के, जटिल तापमान ढालों के निर्माण के लिए 3डी प्रिंटिंग सेवाओं में निमोनिक मिश्र धातुओं के लिए विशेषज्ञ हैं।
अत्याधुनिक चयनात्मक लेजर पिघलन (एसएलएम) तकनीक का उपयोग करते हुए, न्यूवे उच्च-घनत्व, सटीक इंजीनियर निमोनिक थर्मल ढालें तैयार करता है जो चरम गर्मी के भार के तहत निरंतर सेवा में सक्षम हैं।
निमोनिक तापमान ढालों के लिए मुख्य निर्माण चुनौतियाँ
निमोनिक 90 और निमोनिक 263 से उच्च-प्रदर्शन 3डी प्रिंटेड तापमान ढालों का उत्पादन करने में विशिष्ट चुनौतियाँ शामिल हैं:
उच्च थर्मल प्रवणताओं के तहत परत-दर-परत ठोसीकरण के दौरान अवशिष्ट तनाव का प्रबंधन और वार्पिंग को कम करना।
थकान प्रतिरोध, ऑक्सीकरण प्रतिरोध और यांत्रिक अखंडता सुनिश्चित करने के लिए 99.5% से अधिक घनत्व प्राप्त करना।
जटिल ज्यामिति में सख्त आयामी सहनशीलता (±0.05 मिमी) बनाए रखना।
थर्मल विकिरण हानि और ऑक्सीकरण स्थलों को कम करने के लिए आवश्यक सतह परिष्करण Ra ≤5 µm प्राप्त करना।
निमोनिक मिश्र धातु तापमान ढालों के लिए 3डी प्रिंटिंग प्रक्रिया
निमोनिक ढालों के लिए 3डी प्रिंटिंग प्रक्रिया में शामिल हैं:
पाउडर योग्यता: सुसंगत प्रवाह क्षमता और लेजर अवशोषण के लिए 15–45 µm के बीच कण आकार वाले गैस-परमाणुकृत निमोनिक पाउडर।
चयनात्मक लेजर पिघलन (एसएलएम): ऑक्सीकरण को रोकने के लिए निष्क्रिय आर्गन वातावरण के तहत संलयन, अनुकूलित स्कैन गति (~700 मिमी/सेकंड) और लेजर शक्ति (~300–400 डब्ल्यू) के साथ।
प्रक्रिया अनुकूलन: हैच स्पेसिंग, लेजर ओवरलैप, और परत मोटाई (~30–50 µm) को लगभग पूर्ण घनत्व प्राप्त करने के लिए ठीक-ठीक समायोजित किया गया।
सपोर्ट हटाना और एचआईपी उपचार: सपोर्ट संरचनाओं को हटाने के बाद किसी भी अवशिष्ट सूक्ष्म-छिद्रता को बंद करने के लिए हॉट आइसोस्टेटिक प्रेसिंग (एचआईपी)।
सटीक सीएनसी परिष्करण: सीलिंग और माउंटिंग सतहों पर अंतिम सहनशीलता (±0.01 मिमी) और चिकनी सतहें Ra ≤1.6 µm प्राप्त करना।
ताप उपचार: तनाव-मुक्ति, विलयन उपचार और एजिंग ताकत, क्रीप प्रतिरोध और थर्मल थकान जीवन को अनुकूलित करने के लिए।
निमोनिक तापमान ढालों के लिए निर्माण विधियों की तुलना
निर्माण विधि | आयामी सटीकता | सतह परिष्करण (Ra) | थर्मल प्रतिरोध | यांत्रिक शक्ति | लागत दक्षता |
|---|---|---|---|---|---|
3डी प्रिंटिंग (एसएलएम) | ±0.05 मिमी | ≤5 µm | श्रेष्ठ | श्रेष्ठ | मध्यम |
वैक्यूम इन्वेस्टमेंट कास्टिंग | ±0.1 मिमी | ≤3.2 µm | अच्छा | अच्छा | मध्यम |
सीएनसी मशीनिंग (ठोस से) | ±0.01 मिमी | ≤0.8 µm | उत्कृष्ट | उत्कृष्ट | उच्च |
निर्माण विधि चयन रणनीति
इष्टतम निर्माण विधि चुनना जटिलता, थर्मल लोड और वजन बचत पर निर्भर करता है:
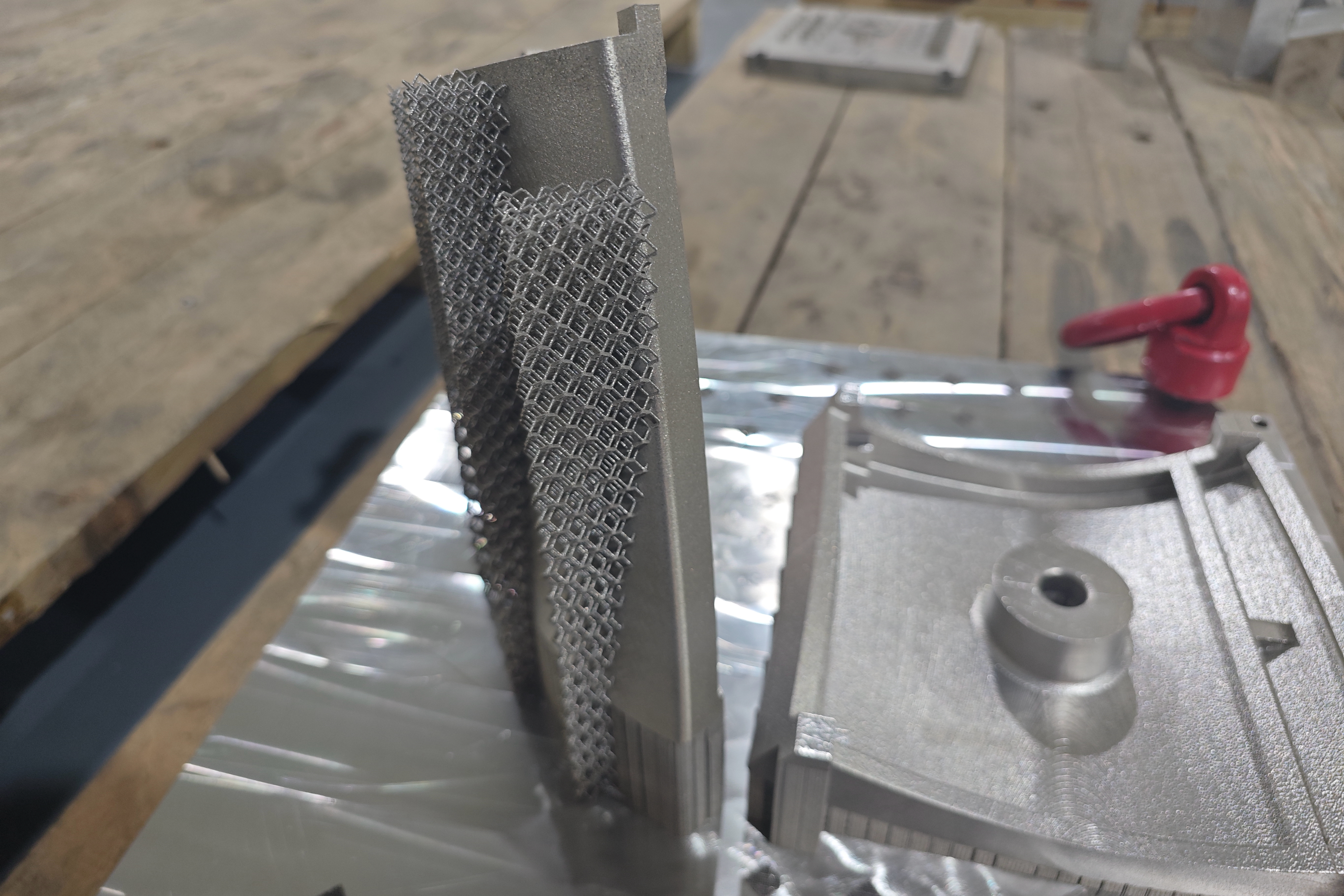
3डी प्रिंटिंग (एसएलएम): अति-हल्के, जटिल-आकार वाली ढालों के लिए आदर्श जिसमें उन्नत गर्मी अपव्यय के लिए शीतलन चैनल या जाली संरचनाएं शामिल हैं, साथ ही यांत्रिक शक्ति बनाए रखते हुए।
वैक्यूम इन्वेस्टमेंट कास्टिंग: सरल हीट शील्ड के लिए उपयुक्त जहां मध्यम जटिलता और मानक सतह परिष्करण स्वीकार्य हैं।
सीएनसी मशीनिंग (ठोस से): चरम सतह परिष्करण (Ra ≤0.8 µm) और अति-सख्त आयामी सटीकता (±0.01 मिमी) की आवश्यकता वाली सरल ज्यामिति के लिए आरक्षित।
निमोनिक मिश्र धातु प्रदर्शन मैट्रिक्स
मिश्र धातु सामग्री | अधिकतम सेवा तापमान (°C) | तन्य शक्ति (MPa) | क्रीप प्रतिरोध | ऑक्सीकरण प्रतिरोध | विशिष्ट अनुप्रयोग |
|---|---|---|---|---|---|
950 | 1200 | श्रेष्ठ | श्रेष्ठ | एयरोस्पेस ढालें, टरबाइन डिस्क | |
870 | 930 | उत्कृष्ट | उत्कृष्ट | दहन कक्ष ढालें | |
850 | 1050 | अच्छा | श्रेष्ठ | कंप्रेसर थर्मल कवर | |
750 | 820 | मध्यम | अच्छा | औद्योगिक इन्सुलेशन प्रणालियाँ | |
870 | 960 | उत्कृष्ट | उत्कृष्ट | टरबाइन गर्म खंड ढालें |
तापमान ढालों के लिए मिश्र धातु चयन रणनीति
सामग्री चयन इष्टतम थर्मल प्रदर्शन सुनिश्चित करता है:
निमोनिक 90: 950°C तक उच्च तापमान पर अधिकतम क्रीप और थकान प्रतिरोध की आवश्यकता वाले ढाल घटकों के लिए सर्वोत्तम।
निमोनिक 263: 870°C तक सेवा तापमान पर कठोरता और ऑक्सीकरण प्रतिरोध की आवश्यकता वाली जटिल संरचनाओं के लिए आदर्श।
निमोनिक 80A: लगभग 850°C के मध्यम तनाव और तापमान के संपर्क में आने वाले घटकों के लिए चुना गया, उत्कृष्ट ऑक्सीकरण प्रतिरोध के साथ।
निमोनिक 75: औद्योगिक ढालों के लिए लागत-प्रभावी विकल्प जिन्हें मध्यम शक्ति और ऑक्सीकरण सुरक्षा की आवश्यकता होती है।
निमोनिक PE16: जहां उन्नत तापमान (~870°C) के निरंतर संपर्क के लिए स्थिर यांत्रिक गुण और थर्मल थकान प्रतिरोध की मांग होती है।
मुख्य पोस्ट-प्रोसेसिंग तकनीकें
पोस्ट-प्रोसेसिंग यांत्रिक और थर्मल प्रदर्शन को अनुकूलित करने के लिए महत्वपूर्ण है:
हॉट आइसोस्टेटिक प्रेसिंग (एचआईपी): भागों को >99.9% तक घना करता है, थकान और थर्मल चक्रण प्रतिरोध में सुधार करता है।
ताप उपचार: यांत्रिक शक्ति और चरण स्थिरता को अनुकूलित करने के लिए तनाव मुक्ति, विलयन उपचार और एजिंग प्रक्रियाएं।
सटीक सीएनसी परिष्करण: उच्च-सटीक सीलिंग सतहों और वायुगतिकीय प्रोफाइल प्राप्त करता है।
सुरक्षात्मक सतह कोटिंग्स: सेवा जीवन बढ़ाने के लिए ऑक्सीकरण-प्रतिरोधी कोटिंग्स का अनुप्रयोग।
परीक्षण विधियाँ और गुणवत्ता आश्वासन
न्यूवे एयरोटेक कठोर एयरोस्पेस-ग्रेड परीक्षण के माध्यम से गुणवत्ता की गारंटी देता है:
कोऑर्डिनेट मेजरिंग मशीन (सीएमएम): ±0.005 मिमी सटीकता के साथ आयामी सत्यापन।
एक्स-रे गैर-विनाशकारी परीक्षण: आंतरिक दोष विश्लेषण।
धातुविज्ञान सूक्ष्मदर्शी: अनाज एकरूपता और चरण अखंडता के लिए सूक्ष्मसंरचना मूल्यांकन।
तन्य परीक्षण: तन्य शक्ति, उपज शक्ति और दीर्घीकरण के लिए यांत्रिक गुण सत्यापन।
सभी उत्पादन प्रक्रियाएं AS9100 एयरोस्पेस गुणवत्ता मानकों का अनुपालन करती हैं।
केस स्टडी: 3डी प्रिंटेड निमोनिक 90 एयरोस्पेस थर्मल ढालें
न्यूवे एयरोटेक ने एयरोस्पेस टरबाइन गर्म खंडों के लिए 3डी प्रिंटेड निमोनिक 90 तापमान ढालें वितरित कीं:
सेवा तापमान: 950°C पर निरंतर संचालन
आयामी सटीकता: जटिल ज्यामिति में ±0.05 मिमी
सतह परिष्करण: परिष्करण के बाद Ra ≤4.5 µm प्राप्त
प्रमाणन: AS9100 एयरोस्पेस गुणवत्ता प्रबंधन प्रणाली के साथ पूर्ण अनुपालन
अक्सर पूछे जाने वाले प्रश्न
3डी प्रिंटेड थर्मल इन्सुलेशन ढालों के लिए निमोनिक मिश्र धातु आदर्श क्यों हैं?
न्यूवे एयरोटेक 3डी प्रिंटेड निमोनिक भागों के साथ कौन सी आयामी सहनशीलता प्राप्त कर सकता है?
हॉट आइसोस्टेटिक प्रेसिंग (एचआईपी) 3डी प्रिंटेड निमोनिक घटकों को कैसे बढ़ाता है?
चरम-तापमान ढाल अनुप्रयोगों के लिए कौन से निमोनिक ग्रेड की सिफारिश की जाती है?
थर्मल इन्सुलेशन ढालों के निर्माण के लिए न्यूवे एयरोटेक कौन से गुणवत्ता प्रमाणपत्रों का पालन करता है?
