Gas Turbine Hot-Section Components RFQ Guide for Custom Manufacturing
Direct Answer Summary
A gas turbine hot-section component RFQ should define the part, alloy expectation, casting route, post-processing scope, inspection evidence, and delivery condition before price comparison begins. For turbine blades, vanes, nozzle guide vanes, combustor liners, shrouds, seal segments, heat shields, transition pieces, and turbine buckets, the manufacturing route can change significantly when the buyer needs single crystal casting, directional solidification, equiaxed vacuum casting, HIP, heat treatment, CNC machining, EDM, deep-hole drilling, TBC preparation, or final inspection records.
NewayAeroTech can review custom manufacturing requests for hot gas path and power generation turbine components based on customer drawings, samples, material notes, quantities, tolerances, heat treatment requirements, coating requirements, and acceptance standards. The work is drawing-based and specification-based manufacturing support. It is not standard OEM spare-parts resale, original OEM inventory supply, or a claim of official engine-platform authorization.

Which Hot-Section Parts Fit a Custom Manufacturing RFQ
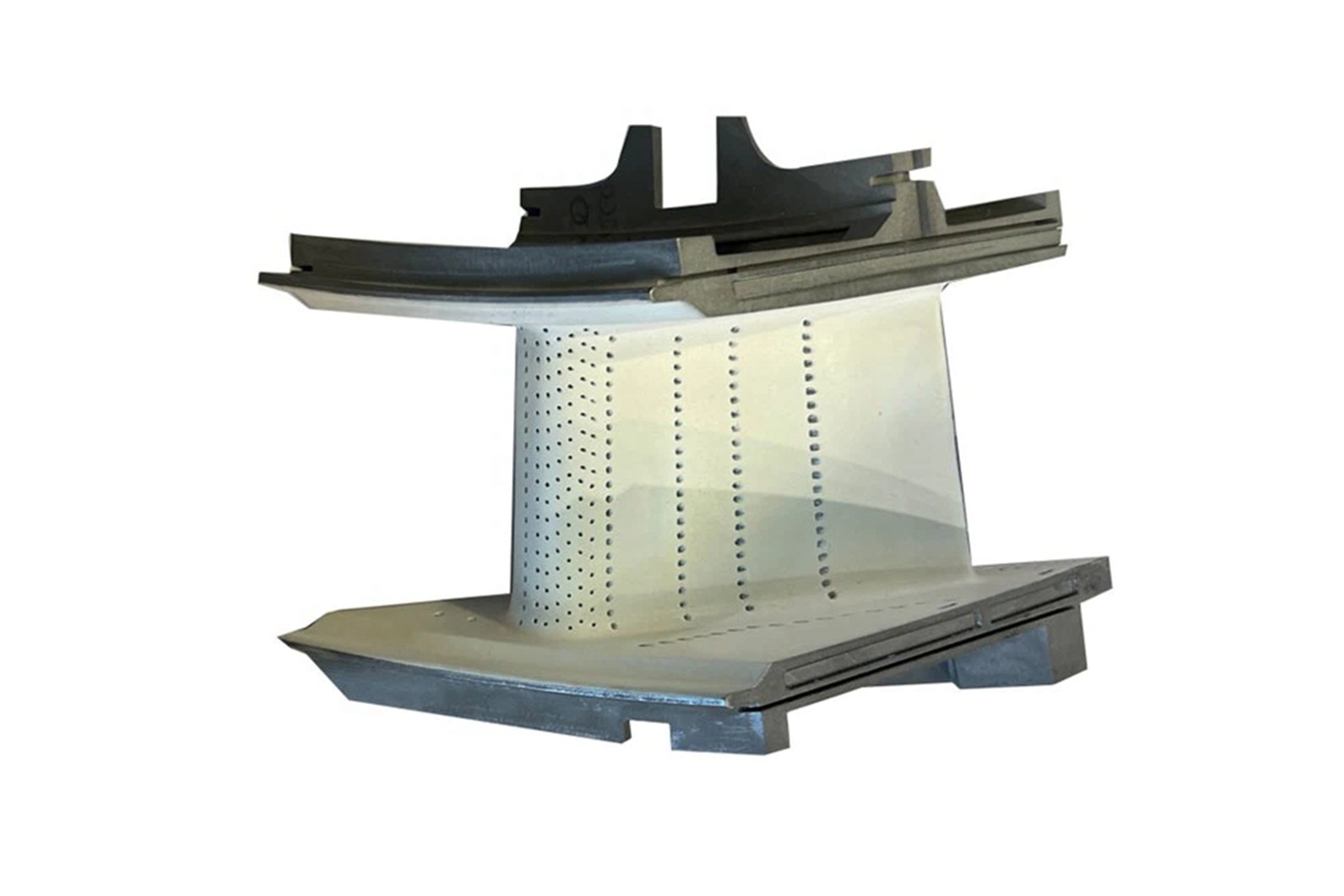
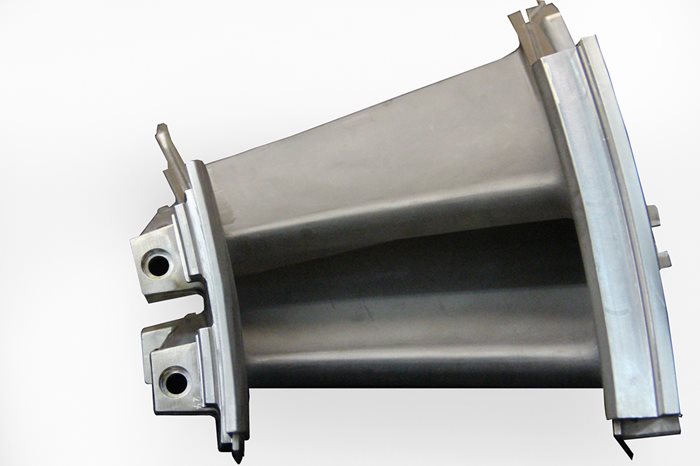
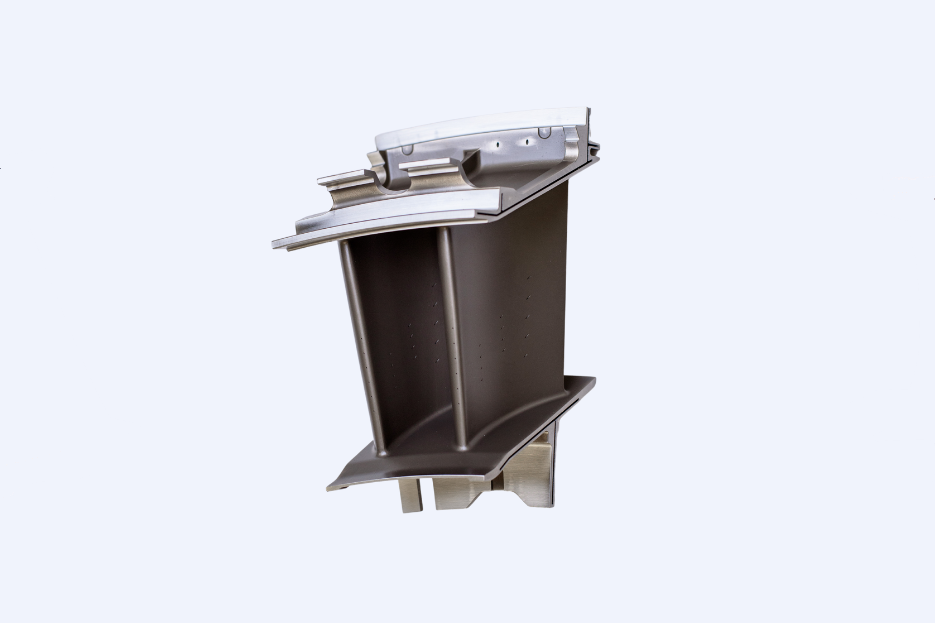
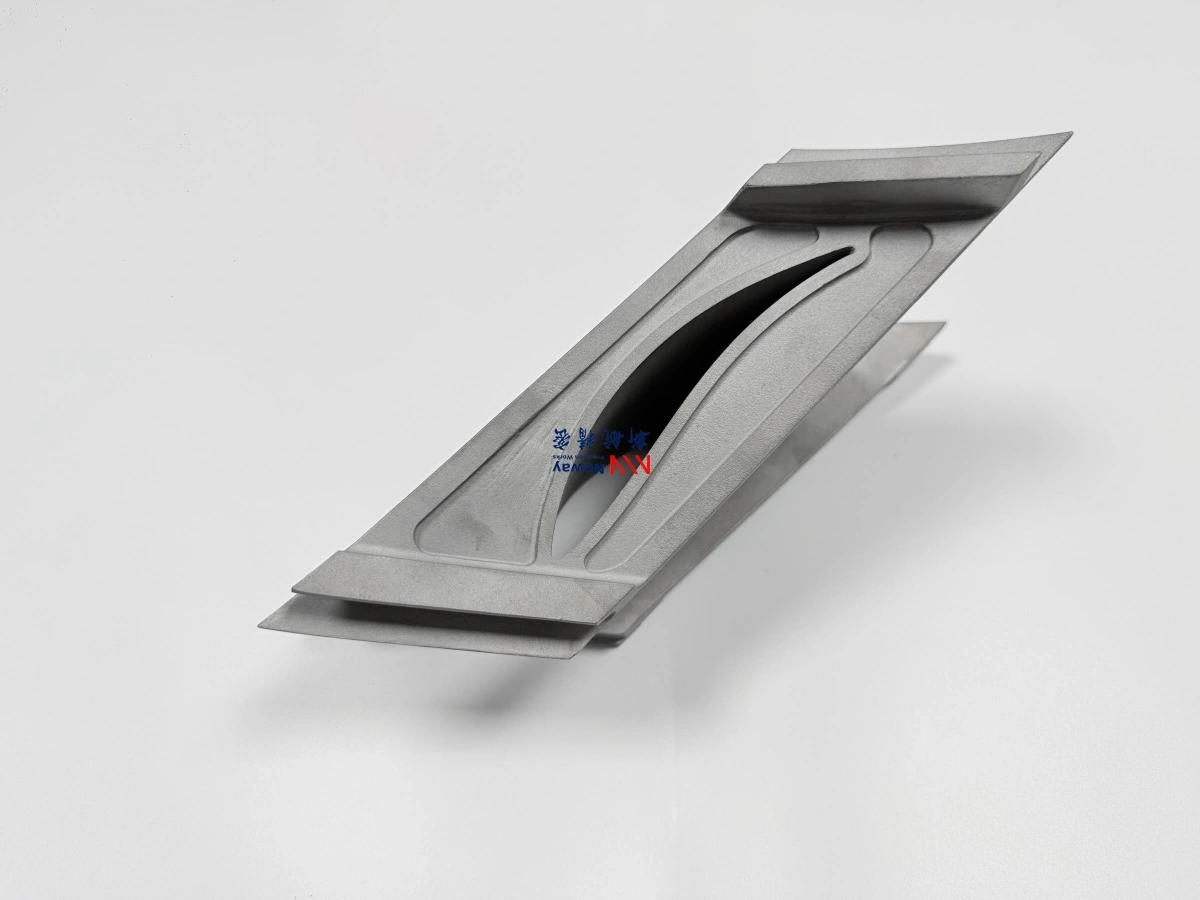
Hot-section RFQs usually involve components exposed to high temperature, thermal cycling, oxidation, corrosion, pressure loading, gas-path erosion, or repeated start-stop duty. A custom manufacturing review is most useful when the buyer needs more than a catalogue item: a casting blank made to drawing, a semi-finished part with machining allowance, a finished component with inspected interfaces, or a coated part prepared for a defined service environment.
Typical RFQ targets include turbine blades, turbine vanes, nozzle guide vanes, turbine nozzles, shrouds, combustor liners, transition pieces, seal segments, heat shields, and hot gas path structural parts. These parts often require nickel-based or cobalt-based superalloys, controlled casting, post-casting heat treatment, machining of datum surfaces, EDM or drilling for difficult features, and documented dimensional or metallurgical inspection. A vague request for gas turbine parts is therefore not enough for a reliable quote.
Component Group | RFQ Review Focus | Typical Scope Decision |
|---|---|---|
Turbine blades and buckets | Airfoil geometry, root features, crystal route, cooling features, surface condition | Confirm SX, DS, or equiaxed route; define blank, machined, or coated delivery |
Turbine vanes and nozzle guide vanes | Gas-path profile, platform fit, seal surfaces, heat exposure, inspection evidence | Review casting route, machining allowance, FPI, X-ray, and CMM reporting |
Combustor liners and transition pieces | Thermal cycling, oxidation exposure, sheet or cast geometry, coating need | Define forming, casting, machining, heat treatment, and coating preparation scope |
Shrouds, seal segments, and heat shields | Assembly faces, wear surfaces, dimensional stability, material condition | Separate cast blank supply from finished inspected delivery condition |
NewayAeroTech is a better fit when the RFQ is based on technical documents rather than purchase names alone. Buyers should send the 2D drawing, 3D model, material grade or preferred alloy family, quantity, target delivery state, inspection standard, and operating environment. If only a sample is available, the request should state which dimensions, material verification, and acceptance records are required before reverse engineering or maintenance-market manufacturing can be reviewed.
Material and Crystal-Type Choices by Turbine Power Range
Material selection should be tied to component function and manufacturing route. IN738LC, GTD111DS, Rene 80, Rene N5, PWA 1483, MAR M247DS, IN792DS, CMSX-4, K444, K452, and K465 can appear in gas turbine hot-section programs, but the alloy name alone does not define manufacturability. The buyer needs to connect the alloy to the component, stress level, temperature exposure, crystal type, post-processing route, and inspection requirement.
For selected rotating blades or high-duty hot gas path parts, single crystal casting may be reviewed when the drawing and material specification require grain-boundary elimination. For some vanes, nozzles, and hot-section components, directional solidification casting may be considered when columnar grain structure is specified. For suitable static or lower-demand parts, equiaxed crystal casting or vacuum investment casting may be appropriate, depending on geometry and acceptance requirements.
RFQ Scenario | Materials to Review | Crystal / Route Question | Buyer Decision |
|---|---|---|---|
Frame-class industrial gas turbine hot-section parts | IN738LC, GTD111DS, Rene 80, N5, PWA 1483, MAR M247DS, IN792DS | Single crystal, directional solidification, or equiaxed casting depending on duty | Confirm whether the part is blade, vane, nozzle, shroud, or maintenance-market component |
16-25MW industrial gas turbine components | K444, K452, K435, IN738LC | Often reviewed as equiaxed or controlled vacuum casting for suitable parts | Send component function, drawing limits, batch quantity, and inspection records required |
30-80MW turbine blades, vanes, and nozzles | N5, GTD111DS, FSX-414, IN738LC, Rene 80 | SX, DS, or equiaxed selection depends on temperature, stress, and geometry | Compare route feasibility, defect risk, post-processing, and finished condition |
300MW and higher power-generation hot-section parts | MAR M247DS, IN792DS, IN738LC, Rene N5 | DS or SX routes may require stronger process and inspection planning | Request a component-specific manufacturing review rather than a generic alloy quote |
This table is not a substitute for engineering approval. It is a way to frame the RFQ conversation. NewayAeroTech can review material-process-component fit for custom manufacturing based on customer drawings and specifications, while final acceptance remains tied to the buyer's engineering documents, validation plan, and inspection requirements.
Casting, CNC, HIP, TBC and Inspection Route Planning
A strong quote should explain the route from raw material or casting blank to final delivery condition. The same component may be quoted as casting only, casting plus heat treatment, casting plus HIP treatment, or a complete package with CNC machining, EDM, coating preparation, CMM reports, FPI, X-ray inspection, metallography, chemical analysis, and final documentation. Without route clarity, two prices may describe very different responsibilities.
Route planning matters because each step changes risk and acceptance evidence. HIP may be requested to support density-related concerns, but it does not replace casting control or inspection. Heat treatment can be required by alloy condition, but the sequence must match the material and customer specification. Superalloy CNC machining may be needed after heat treatment or HIP, but machining allowance, datum strategy, and critical surfaces should be defined before the casting route is priced.
Route Step | Supplier Review Focus | RFQ Data Needed |
|---|---|---|
Casting route | Vacuum investment casting, SX, DS, or equiaxed route based on part duty and material | Part type, alloy, drawing, quantity, wall section, core or cooling-feature notes |
HIP and heat treatment | Whether thermal processing is required before machining, coating, or final inspection | Material specification, heat condition, customer standard, report requirement |
CNC / EDM / drilling | Machining datum, allowance, cooling features, interface control, and tool access | 3D model, tolerance table, datum scheme, surface finish, critical dimensions |
TBC or coating preparation | Substrate readiness, surface condition, masking, and final coating interface | Coating area, pre-coating condition, working environment, acceptance rules |
Inspection package | CMM, FPI, X-ray, metallography, chemical analysis, hardness, tensile, or customer records | Required reports, sample approval method, final delivery condition |
When the quote includes multiple processes, buyers should ask what is included and what is excluded. EDM machining may be required for slots, cooling features, or hard-to-cut details. TBC coating readiness may be quoted as surface preparation only or as a defined coating-support scope. The commercial comparison is fair only when each supplier defines the same blank, semi-finished, or finished inspected delivery condition.
Inspection Evidence Needed Before Finished-Part Approval
For hot-section components, supplier comparison should be evidence-based. Buyers should not only ask whether a supplier can make a turbine part. They should ask how the supplier will review the drawing, select the route, control the alloy, plan post-processing, and verify the part before delivery. A useful answer names open assumptions and the evidence that will be available after each stage.
Evidence Item | Why It Matters | Good RFQ Question |
|---|---|---|
Manufacturing route statement | Clarifies whether the quote covers casting only or a finished-part package | Which route is assumed from blank to final condition? |
Material responsibility | Prevents alloy substitution or unclear heat condition | Which material grade, condition, and customer specification are being quoted? |
Inspection plan | Defines quality evidence before price comparison | Will CMM, FPI, X-ray, metallography, or chemical analysis be included? |
Critical-surface review | Protects interfaces, sealing faces, airfoil sections, or assembly datums | Which surfaces or dimensions drive manufacturing risk? |
Post-process scope | Separates casting cost from HIP, heat treatment, CNC, EDM, and coating preparation | Which post-processes are included, optional, or excluded? |
Supplier boundary | Avoids catalogue spare-part assumptions | Is this custom manufacturing from drawings, models, or sample data? |
Inspection requirements should be stated before order release, not discovered at final shipment. Buyers may need CMM reports for dimensional interfaces, FPI or DPI for surface-breaking indications, X-ray or radiographic inspection for internal casting quality, metallography for microstructure review, chemical analysis for material verification, hardness or tensile testing when required, and coating or surface-condition records when the delivery state includes coating preparation. NewayAeroTech can support superalloy material testing and analysis when those records are part of the customer specification.
How Alloy Route, HIP, CNC and TBC Scope Change Quote Comparison
Cost and lead time are driven by more than casting weight. Tooling route, wax or pattern method, ceramic core complexity, alloy cost, heat treatment, HIP, machining stock, EDM features, deep-hole drilling, TBC preparation, inspection reports, sample approval, and batch quantity can all change the quotation. Buyers should separate one-time engineering or tooling work from repeat-part cost. They should also separate prototype validation from stable supply.
A low initial price can be misleading if the supplier has not included inspection reports, post-process records, coating preparation, or finished-part machining. A higher quote can be more realistic when it includes route definition and acceptance evidence. The most useful comparison is not price alone; it is price plus route clarity, documentation, and responsibility for the delivered condition.
Quote Driver | Why It Changes the RFQ | Buyer Check Before Comparison |
|---|---|---|
Alloy and crystal route | SX, DS, and equiaxed routes have different tooling, process control, and defect-review needs | Confirm material grade, crystal requirement, and acceptance criteria |
HIP / heat treatment | Thermal processing can change sequence, inspection timing, and machining planning | Ask whether reports, records, and sequence assumptions are included |
CNC / EDM / drilling | Finished interfaces may require datum control, stock allowance, and difficult tool access | Provide model, drawing, tolerance table, and critical dimensions |
TBC preparation | Surface condition, masking, and coating interface requirements can alter finishing scope | Define coating area, substrate state, and delivery condition |
Inspection evidence | Reports and acceptance records may require extra process time and review | List CMM, FPI, X-ray, metallography, chemistry, and customer records needed |
For early-stage RFQs, buyers can ask for a route review before asking for a fixed production quotation. That review should identify missing drawing data, uncertain material condition, unavailable inspection standards, or unclear finished-part responsibility. A conditional technical response is often more useful than a fast price that omits the manufacturing assumptions behind it.
Related Manufacturing Services to Confirm Before RFQ Release
Before releasing a hot-section RFQ, buyers should decide which manufacturing services belong in the quotation. Vacuum investment casting may be enough for a near-net blank when the buyer controls later processing. SX, DS, or equiaxed casting should be defined when the drawing or component duty requires a specific grain structure. CNC machining, EDM, and deep-hole drilling should be included when finished interfaces, cooling holes, seal surfaces, or assembly datums must be delivered by the same supplier.
HIP and heat treatment should be included when density, material condition, or customer specifications require documented thermal processing. TBC preparation should be included when the surface must be ready for a thermal barrier coating, oxidation-resistant coating, masking, or defined coating interface. Material testing and inspection should be included when the buyer needs evidence before finished-part approval. For each service, the RFQ should state whether the delivery condition is blank, semi-finished, machined, coated, inspected, or ready for the buyer's next operation.
This service boundary protects both sides of the RFQ. The buyer receives comparable quotations, and the supplier can price the route against real engineering responsibility. NewayAeroTech can review combined casting, post-processing, machining, coating-preparation, and inspection scopes for custom superalloy turbine components when the project data is sufficient for route planning.
Final RFQ Data Buyers Should Send for Route Review
The best RFQ package gives the supplier enough information to judge route feasibility before quoting. Buyers should send the 2D drawing, 3D model, material requirement, quantity, heat treatment or coating notes, tolerance requirements, inspection standard, target delivery condition, working environment, and any sample part or previous inspection record if available. If the part is for maintenance or replacement manufacturing, the request should state whether the buyer needs sample-based dimensional review, material verification, or a drawing-based manufacturing route.
RFQ Data | Why NewayAeroTech Reviews It | Common Missing Point |
|---|---|---|
2D drawing and 3D model | Defines geometry, datum scheme, critical surfaces, and machining access | Drawing revision or tolerance table missing |
Material grade and condition | Links alloy to casting route, heat treatment, HIP, and testing | Alloy family named, exact grade not confirmed |
Quantity and project stage | Separates prototype, small batch, and repeat production planning | Sample approval and batch plan not separated |
Post-process requirements | Defines heat treatment, HIP, CNC, EDM, drilling, coating, and surface preparation | Finished condition unclear |
Inspection and acceptance standard | Controls CMM, FPI, X-ray, metallography, chemistry, and report package | Inspection reports requested after quotation |
Send your 2D drawing, 3D model, material requirement, quantity, heat treatment or coating notes, tolerance requirements, inspection standard, and target delivery condition. NewayAeroTech can review the project and suggest a manufacturing route based on your technical requirements.
Related FAQs
What are the most commonly used alloys in gas turbine components?
How do manufacturing processes affect the performance of gas turbine components?
What post-processing methods are essential for gas turbine components?
What inspections are typically conducted to ensure quality in gas turbine components?