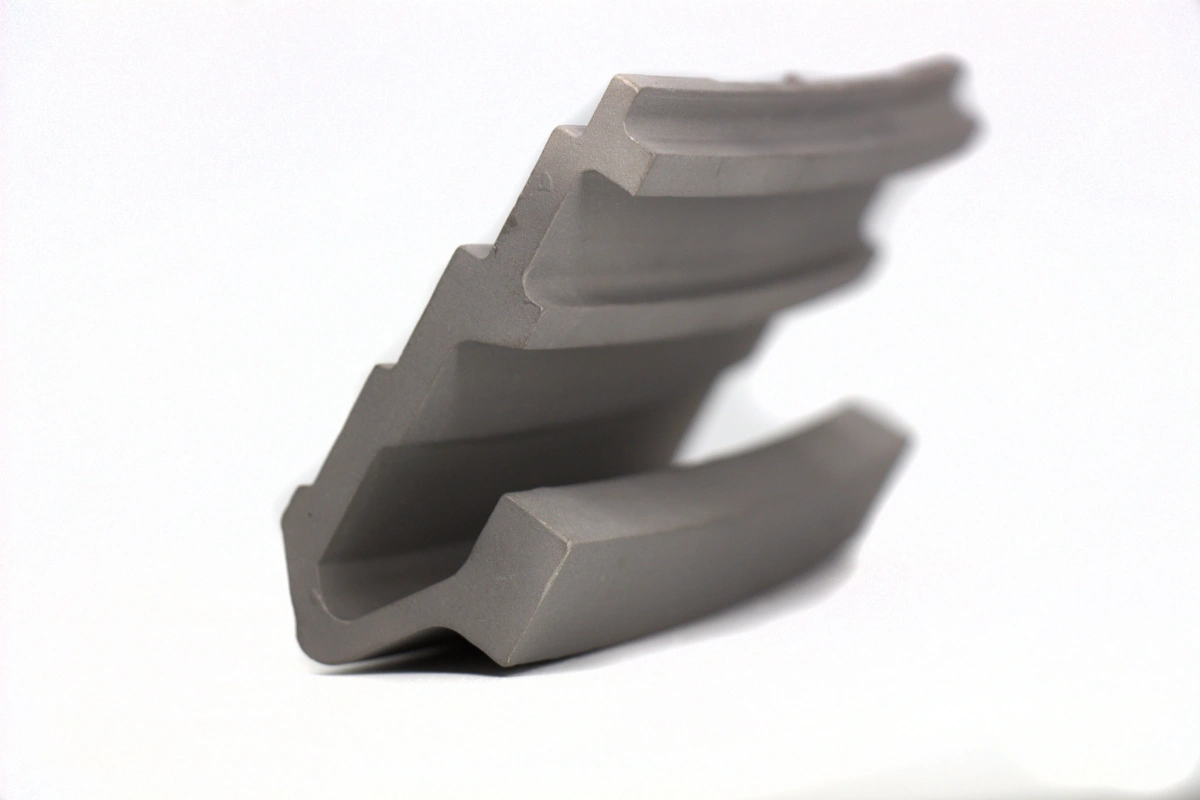
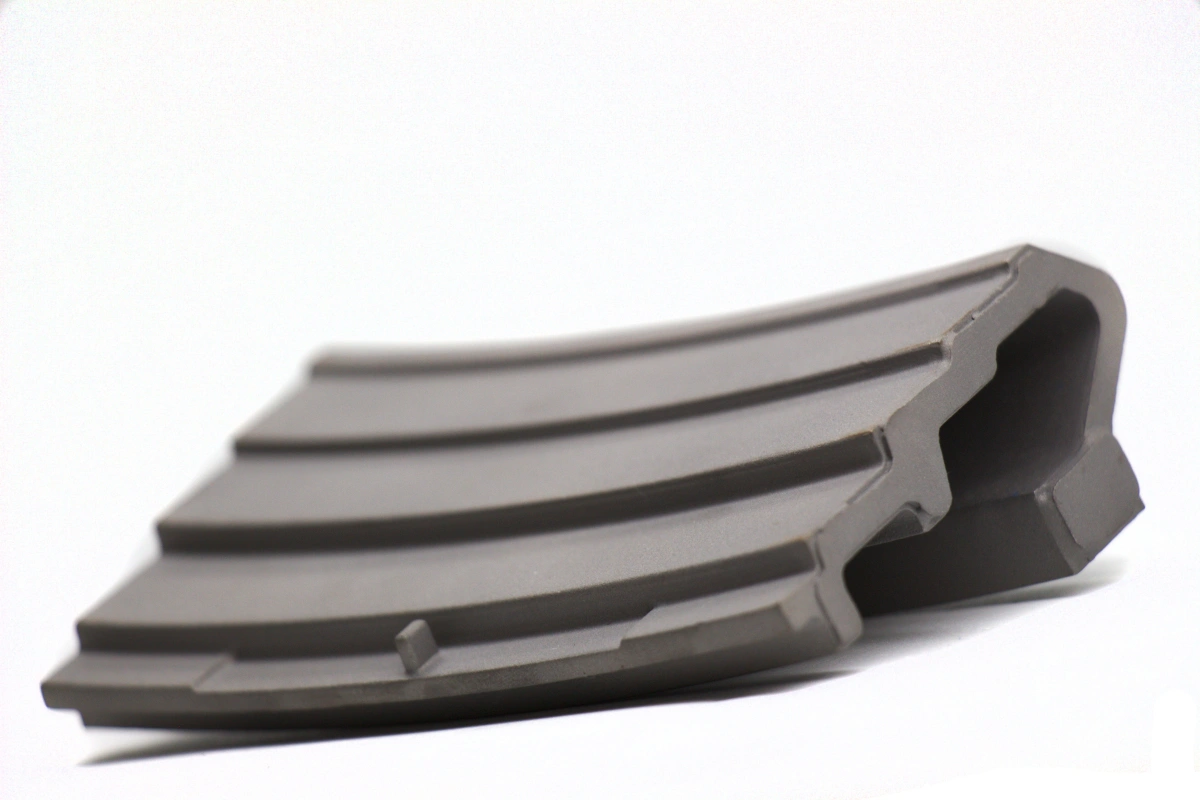
Кожухи турбины и уплотнительные сегменты для ремонта горячей части газовой турбины
NewayAeroTech изготавливает индивидуальные кожухи турбины, уплотнительные сегменты, сегменты лопаточных колец, элементы проточной части горячей зоны, блоки кожухов и износостойкие уплотнительные компоненты для проектов ремонта горячей части газовых турбин. Эти детали могут быть произведены по чертежам заказчика, использованным образцам, данным 3D-сканирования или информации о модели турбины, с последующей обработкой методами литья, ЧПУ-обработки, электроэрозионной обработки (EDM), термообработки, подготовки к нанесению покрытий и контроля качества.
Для газовых турбин энергетического назначения кожухи и уплотнительные сегменты не являются простыми защитными блоками. Они помогают контролировать зазор на вершинах лопаток, повышать эффективность уплотнения, защищать окружающие конструкции горячей части и поддерживать стабильную производительность газового тракта. Если контур кожуха, уплотняющая поверхность, посадка сегментов, поверхность покрытия или монтажный интерфейс выполнены неверно, это может повлиять на эффективность турбины и надежность горячей части.
NewayAeroTech поддерживает производство деталей горячей части турбин для энергетики, включая заменяемые сегменты кожухов, уплотнительные блоки, сегменты лопаточных колец и индивидуальные запчасти для ремонта газовых турбин.
Прямой ответ: Индивидуальные кожухи турбины и уплотнительные сегменты
NewayAeroTech предоставляет индивидуальные кожухи турбины и уплотнительные сегменты для проектов ремонта и замены горячей части газовых турбин. В зависимости от конструкции оригинальной детали, требований к материалу, системы покрытий и стандартов контроля, производственный маршрут может включать литье специальных сплавов, вакуумное литье по выплавляемым моделям, ЧПУ-обработку, электроэрозионную обработку (EDM), термообработку, постобработку, подготовку к нанесению покрытий и финальный контроль.
Наша производственная поддержка может охватывать:
Индивидуальные кожухи турбины для ремонта газовых турбин
Заменяемые уплотнительные сегменты для энергетических турбин
Производство сегментов лопаточных колец и элементов проточной части горячей зоны
Блоки кожухов и износостойкие уплотнительные компоненты
Литье и механическая обработка сегментов кожухов из жаропрочных суперсплавов
Ремонтные детали малыми сериями и долгосрочное поставка запасных кожухов
Цель состоит в предоставлении готовых заменяемых деталей кожухов и уплотнительных сегментов горячей части с контролируемой дуговой геометрией, уплотняющими поверхностями, монтажными пазами, посадкой сегментов, однородностью материала, поверхностями, подготовленными под покрытие, и сопроводительной документацией по контролю качества.
Функциональное назначение кожухов турбины и уплотнительных сегментов
Кожухи турбины и уплотнительные сегменты устанавливаются вокруг вращающихся лопаток турбины в проточной части горячей зоны. Их основная функция — контроль зазора между вершиной лопатки и окружающей неподвижной конструкцией. Этот зазор влияет на утечки газа, эффективность турбины, риск касания вершин лопаток и долговечность горячей части.
В процессе эксплуатации газовой турбины кожухи и уплотнительные сегменты выполняют несколько важных функций:
Контроль зазора на вершинах лопаток и снижение утечек газа
Повышение эффективности уплотнения турбины и производительности ступени
Защита окружающих корпусов или опорных конструкций от воздействия горячих газов
Обеспечение сменных поверхностей, устойчивых к износу и термическому воздействию
Поддержание посадки сегментов друг к другу вдоль пути лопаток
Поддержка систем покрытий, устойчивых к окислению, износу и термической усталости
Поскольку эти детали тесно связаны с эффективностью турбины и надежностью горячей части, заменяемые кожухи должны изготавливаться с тщательным контролем профиля дуги, геометрии уплотняющей поверхности, монтажных элементов и качества поверхности.
Почему кожухи и уплотнительные сегменты нуждаются в замене
Кожухи турбины и уплотнительные сегменты работают в высокотемпературной среде с потоком газа, взаимодействием с вершинами лопаток, вибрацией, окислением, деградацией покрытия и термическими циклами. В течение длительных интервалов эксплуатации эти условия могут повредить поверхность кожуха и изменить зазор между вершинами лопаток и неподвижной уплотнительной конструкцией.
Распространенные виды отказов включают:
Термические трещины, вызванные повторяющимися циклами пуска и остановки
Окисление или горячая коррозия на поверхностях, контактирующих с газом
Износ от касания вершин лопаток или локальная потеря материала поверхности
Отслаивание, шелушение или эрозия покрытия
Повреждение уплотняющей поверхности или потеря контролируемого зазора
Деформация сегментов, их коробление или несоответствие между соседними элементами
Износ монтажных пазов, повреждение установочных отверстий или деформация интерфейса
Трещины или дефекты, обнаруженные во время инспекции при остановке турбины
Когда износ, трещины, разрушение покрытия или изменение размеров превышают допустимые пределы ремонта, необходимы заменяемые сегменты кожухов для восстановления герметичности проточной части горячей зоны и надежности работы турбины.
Варианты материалов для кожухов и уплотнительных сегментов горячей части
Кожухи турбины и уплотнительные сегменты требуют материалов, способных противостоять высоким температурам, окислению, износу, термической усталости и эрозии газового потока. Выбор материала зависит от модели турбины, расположения ступени, температуры, взаимодействия с вершинами лопаток, системы покрытий и исходной спецификации.
Обычные варианты материалов включают сплавы Inconel, сплавы Stellite, кобальтовые сплавы, сплавы Rene и другие износостойкие суперсплавы. Для заменяемых деталей материал должен, по возможности, соответствовать исходному чертежу или проверенным данным образца.
NewayAeroTech поддерживает вакуумное литье по выплавляемым моделям из сплавов Inconel для никелевых деталей кожухов и уплотнений горячей части. Для применений, требующих износостойкости и использования кобальтовых сплавов, может быть рассмотрено вакуумное литье по выплавляемым моделям из сплавов Stellite. Для передовых программ горячей части турбин вакуумное литье по выплавляемым моделям из сплавов Rene может поддержать сравнение материалов и разработку заменяемых деталей.
Семейство материалов | Типичное применение в проектах кожухов | Соображения по выбору |
|---|---|---|
Сплавы Inconel | Никелевые кожухи, уплотнительные сегменты и компоненты проточной части горячей зоны | Полезны для высокой прочности при повышенных температурах, стойкости к окислению и характеристик литых суперсплавов |
Сплавы Stellite | Износостойкие уплотнительные сегменты и уплотняющие поверхности горячей части | Подходят, когда требуются износостойкость, стойкость к горячей коррозии и долговечность кобальтовых сплавов |
Сплавы Rene | Передовые кожухи горячей части турбин и связанные компоненты | Могут быть рассмотрены, когда исходная конструкция требует более высоких характеристик горячей части |
Износостойкие суперсплавы | Зоны уплотнения вершин лопаток и сменные изнашиваемые детали проточной части горячей зоны | Выбираются в зависимости от условий трения, системы покрытий, воздействия окисления и стратегии ремонта |
Производственный маршрут для кожухов турбины и уплотнительных сегментов
Кожухи и уплотнительные сегменты обычно требуют комбинированного производственного маршрута, поскольку детали включают литую геометрию, криволинейные дуговые поверхности, монтажные элементы, уплотняющие поверхности и зоны, контролируемые покрытием. Литье создает заготовку, близкую к конечной форме, в то время как ЧПУ-обработка завершает интерфейсы, контролирующие сборку и посадку сегментов.
Типичный маршрут может включать:
Анализ модели турбины, расположения ступени, чертежей, старых образцов или данных 3D-сканирования
Подтверждение марки сплава, маршрута литья, требований к покрытию и стандартов контроля
Изготовление литейной оснастки, восковых моделей, керамических оболочек и технологических припусков
Литье заготовки кожуха или уплотнительного сегмента методом литья специальных сплавов или вакуумного литья по выплавляемым моделям
Применение термообработки или постлитейной обработки в соответствии с требованиями материала
Механическая обработка дуговых поверхностей, уплотняющих граней, монтажных пазов, установочных отверстий и базовых поверхностей
Использование EDM для пазов, узких элементов, острых внутренних углов или зон с ограниченным доступом инструмента при необходимости
Подготовка поверхностей для нанесения покрытий, износостойкой обработки или постобработки, указанной заказчиком
Контроль профиля дуги, посадки сегментов, уплотняющих поверхностей, качества литья и окончательных размеров
NewayAeroTech предоставляет литье специальных сплавов для кожухов турбин, где необходимо совместно учитывать поведение высокотемпературных материалов, геометрию и требования к последующей механической обработке. Для заготовок из суперсплавов, близких к конечной форме, вакуумное литье по выплавляемым моделям для сегментов кожухов также может поддержать производство сложных заменяемых деталей горячей части.
Акценты ЧПУ-обработки для уплотнительных сегментов
ЧПУ-обработка имеет критическое значение для кожухов турбины и уплотнительных сегментов, поскольку эти детали должны точно сопрягаться вокруг пути лопаток и поддерживать контролируемые уплотняющие поверхности. Литая заготовка обеспечивает основной материал и форму, но механическая обработка определяет окончательную функциональность.
NewayAeroTech предоставляет ЧПУ-обработку суперсплавов для уплотнительных сегментов, включая материалы на основе никеля, кобальта и износостойкие суперсплавы.
Основные области механической обработки включают:
Дуговые внутренние и внешние контуры
Уплотняющие поверхности и поверхности зазора вершин лопаток
Монтажные канавки, пазы и фиксирующие элементы
Установочные отверстия и сборочные базовые элементы
Сопрягаемые поверхности между сегментами
Базовые поверхности для КИМ (координатно-измерительной машины) и контроля дуги
Поверхности с припуском под покрытие и границы маскирования
Выбор баз для механической обработки важен, поскольку геометрия сегмента должна соответствовать как корпусу турбины, так и соседним сегментам кожуха. Локальный размер может быть правильным, но сегмент все равно может не подойти при сборке, если дуговая геометрия и сопрягаемые поверхности не согласованы.
Электроэрозионная обработка (EDM) и обработка локальных элементов для сегментов кожухов
Некоторые сегменты кожухов включают узкие пазы, подрезы, острые углы, отверстия, связанные с охлаждением, или геометрию с ограниченным доступом инструмента. Эти элементы могут быть трудно обрабатываемы обычными режущими инструментами, особенно когда материал представляет собой твердый никелевый или кобальтовый суперсплав.
EDM может использоваться для локальных элементов, где обычная механическая обработка создает слишком большое усилие резания или доступ инструмента ограничен. Для уплотнительных сегментов при обработке EDM следует контролировать:
Ширину паза и точность границ
Геометрию острых внутренних углов
Размер локального отверстия или проема
Состояние переплавленного слоя и кромок
Очистку после EDM перед нанесением покрытия или финальным контролем
Совместимость с уплотняющими поверхностями и зонами износостойкого покрытия
Если элементы EDM расположены рядом с уплотняющими поверхностями или границами покрытия, процесс должен быть согласован с требованиями финального контроля и постобработки.
Постобработка и подготовка к нанесению покрытий для кожухов горячей части
Кожухи и уплотнительные сегменты горячей части могут требовать термообработки, снятия напряжений, очистки поверхности, подготовки к нанесению покрытий, полировки или обработки поверхностей для повышения износостойкости перед поставкой. Правильный маршрут постобработки зависит от марки материала, системы покрытий, рабочей температуры и исходной конструкции.
NewayAeroTech поддерживает постобработку суперсплавов и подготовку к нанесению покрытий, чтобы связать литье, механическую обработку, контроль состояния поверхности, подготовку к покрытию и финальный контроль в единый производственный цикл.
Постобработка может включать:
Термообработку для контроля состояния материала и микроструктуры
Снятие напряжений после механической обработки или EDM при необходимости
Очистку поверхности и удаление оксидов
Подготовку к нанесению покрытий для систем оксидостойких, абразивно-стираемых или теплозащитных покрытий
Удаление заусенцев и финишную обработку кромок вокруг пазов, отверстий и уплотняющих поверхностей
Финальный обзор поверхности перед контролем и отгрузкой
Припуск под покрытие следует учитывать перед финальной механической обработкой. Если толщина покрытия изменяет уплотняющую поверхность, посадку сегмента или поверхность зазора вершин лопаток, деталь может пройти контроль до нанесения покрытия, но не пройти финальную сборку после его нанесения.
Критическая геометрия кожухов турбины и уплотнительных сегментов
Кожухи турбины и уплотнительные сегменты должны сохранять точную дуговую геометрию и посадку сегментов друг к другу. Эти детали обычно собираются из нескольких сегментов вокруг пути лопаток турбины, поэтому локальные ошибки могут накапливаться и влиять на всю кольцевую сборку.
Критическая геометрия включает:
Внутренний дуговой контур и поверхность зазора вершин лопаток
Внешний дуговой контур и интерфейс с корпусом
Торцевые поверхности сегментов и контроль зазора между соседними сегментами
Уплотняющие поверхности и износостойкие контактные зоны
Монтажные пазы, крюки, канавки и фиксирующие элементы
Установочные отверстия и базовые поверхности
Границы покрытий и маскируемые зоны
Если дуговая геометрия неверна, собранное кольцо кожуха может создать неравномерный зазор лопаток. Если уплотняющие поверхности повреждены или неточны, утечки горячего газа могут увеличиться. Если интерфейсы сегментов неоднородны, напряжения при сборке и локальный износ могут усугубиться в процессе эксплуатации.
Контроль качества для кожухов турбины и уплотнительных сегментов
Контроль качества необходим, поскольку кожухи турбины и уплотнительные сегменты должны удовлетворять требованиям как к качеству литья, так и к геометрии сборки. Полный план контроля должен проверять материал, качество литья, профиль дуги, посадку сегментов, качество уплотняющей поверхности и окончательные размеры.
Пункт контроля | Что проверять | Почему это важно |
|---|---|---|
Профиль дуги | Внутренний радиус, внешний радиус, кривизна, геометрия пути лопаток | Контролирует зазор вершин лопаток и посадку кольца сегментов |
Посадка сегментов | Торцевые поверхности, зазор, сопрягаемые поверхности, непрерывность собранного сегмента | Предотвращает утечки, напряжения при сборке и неравномерный износ |
Размеры уплотняющей поверхности | Плоскостность, профиль, припуск под покрытие, геометрия изнашиваемой поверхности | Поддерживает эффективность уплотнения и контролируемый зазор вершин лопаток |
Цветная дефектоскопия (FPI) | Поверхностные трещины и открытые дефекты | Выявляет риск трещин перед нанесением покрытия, сборкой или отгрузкой |
Рентген или КТ | Внутренняя пористость, усадочные раковины, включения, скрытые литейные дефекты | Подтверждает качество литья для эксплуатации в горячей части |
Контроль на КИМ | Монтажные пазы, установочные отверстия, базовые поверхности, геометрия сопряжения | Подтверждает точность размеров и надежность сборки |
Требования к контролю качества следует подтверждать до формирования коммерческого предложения, поскольку контроль дуги, проверка посадки сегментов, FPI, рентген, КТ, КИМ и контроль, связанный с покрытием, могут повлиять на стоимость и сроки выполнения заказа.
Поддержка обратного инжиниринга для замены сегментов кожухов и уплотнений
Многие проекты замены кожухов и уплотнительных сегментов газовых турбин начинаются с изношенных деталей, неполных чертежей или данных 3D-сканирования. Обратный инжиниринг должен выявлять исходную функциональную геометрию, а не копировать повреждения, полученные в процессе эксплуатации.
NewayAeroTech может рассматривать проекты замены на основе:
Исходных чертежей и 3D CAD-файлов
Образцов использованных кожухов или уплотнительных сегментов
Данных 3D-сканирования и реконструированных моделей
Фотографий, показывающих трещины, окисление, износ от трения, потерю покрытия или повреждение уплотнений
Анализа материала старых деталей
Модели турбины, номера ступени и условий эксплуатации горячей части
Для изношенных уплотнительных сегментов следы касания лопаток, потеря покрытия, окисленные поверхности, деформированные торцы и поврежденные монтажные пазы не должны копироваться слепо. Заменяемая деталь должна быть реконструирована вокруг функциональной дуговой геометрии, уплотняющих поверхностей и посадочных размеров для сборки.
Ценность поставщика для проектов ремонта кожухов горячей части
Квалифицированный поставщик кожухов турбины должен предоставлять больше, чем просто возможности литья. Поставщик должен понимать зазор вершин лопаток, функцию уплотнения, выбор материала, маршрут литья, базы для механической обработки, припуск под покрытие, посадку сегментов и планирование контроля качества.
NewayAeroTech поддерживает проекты ремонта и замены кожухов горячей части, предоставляя:
Анализ высокотемпературных сплавов и износостойких материалов
Варианты литья специальных сплавов и вакуумного литья по выплавляемым моделям
ЧПУ-обработку дуговых контуров, уплотняющих поверхностей, монтажных пазов и базовых элементов
Анализ применения EDM для пазов, отверстий, острых углов и элементов с ограниченным доступом инструмента
Поддержку по термообработке, очистке поверхности и подготовке к нанесению покрытий
Планирование контроля профиля дуги, посадки сегментов, FPI, рентгена, КИМ и финального контроля
Производство прототипов, ремонтных партий малыми сериями и долгосрочное изготовление запасных кожухов
Этот интегрированный маршрут помогает сократить разрывы в коммуникации между поставщиками литья, механической обработки, нанесения покрытий и контроля качества, особенно когда проекты ремонта имеют жесткие графики остановок электростанций.
Контрольный список запроса предложений (RFQ) для кожухов турбины и уплотнительных сегментов
Для точного расчета стоимости кожухов турбины и уплотнительных сегментов заказчики должны предоставить технические данные, относящиеся к материалу, геометрии, покрытию, контролю и условиям эксплуатации. Это помогает поставщику оценить осуществимость литья, стоимость механической обработки, требования к контролю и риски поставки.
Полный запрос предложений (RFQ) должен включать:
Модель турбины, номер ступени, наименование детали, номер детали и уровень ревизии
2D-чертеж и 3D CAD-файл, если доступны
Образец использованного кожуха, фотографии или данные 3D-сканирования, если требуется обратный инжиниринг
Требуемая марка материала, такая как Inconel, Stellite, сплав Rene, кобальтовый сплав или суперсплав, указанный заказчиком
Требования к маршруту литья, такие как литье специальных сплавов или вакуумное литье по выплавляемым моделям
Требования к термообработке, покрытию, абразивно-стираемой поверхности или постобработке
Требования к профилю дуги, уплотняющей поверхности, поверхности зазора лопаток, монтажному пазу и посадке сегментов
Требования к контролю качества, такие как FPI, рентген, КТ, КИМ, отчет о материале, контроль дуги или контроль покрытия
Количество для прототипа, ремонтной партии или программы долгосрочных запасных частей
График поставки, время остановки турбины, требования к упаковке и документации
Если проект основан на изношенном образце, заказчики должны идентифицировать зоны трения, изношенные уплотняющие поверхности, потерю покрытия, трещины, повреждения от окисления, деформированные концы сегментов и функциональные монтажные элементы. Это помогает предотвратить ошибки обратного инжиниринга и поддерживает надежное производство заменяемых деталей горячей части.
Заключение
Кожухи турбины и уплотнительные сегменты для ремонта горячей части газовых турбин требуют тщательного контроля материала, качества литья, дуговой геометрии, уплотняющих поверхностей, посадки сегментов, подготовки к нанесению покрытий и контроля качества. Эти детали помогают контролировать зазор вершин лопаток, повышать эффективность уплотнения, защищать конструкции горячей части и поддерживать производительность газовой турбины.
NewayAeroTech поддерживает индивидуальное производство кожухов турбины и уплотнительных сегментов по чертежам, старым деталям, данным 3D-сканирования или информации о модели турбины. Наши возможности включают литье специальных сплавов, вакуумное литье по выплавляемым моделям, ЧПУ-обработку суперсплавов, обработку элементов методом EDM, постобработку, подготовку к нанесению покрытий, контроль дуги, проверку посадки сегментов, FPI, рентген, КИМ и финальную документацию.
Для получения коммерческого предложения на ремонтные детали кожухов или уплотнительных сегментов турбины, пожалуйста, отправьте модель турбины, номер ступени, номер детали, 2D-чертеж, 3D-файл, фотографии образца, требования к материалу, требования к покрытию, стандарт контроля, количество и целевые сроки поставки. Наша инженерная команда может рассмотреть наиболее подходящий производственный маршрут для вашего проекта ремонта горячей части газовой турбины.
