Индивидуальные лопатки турбины и направляющие аппараты для ремонта энергетических турбин
NewayAeroTech производит индивидуальные лопатки турбины и направляющие аппараты (NGV) для проектов по ремонту энергетических турбин. Эти компоненты могут быть изготовлены по чертежам заказчика, оригинальным образцам, данным 3D-сканирования или информации о модели турбины, а затем поставлены как готовые или полуфабрикатные запасные части в соответствии с требованиями заказчика к инспекции и сборке.
Для команд технического обслуживания электростанций, компаний по ремонту турбин и покупателей запасных частей для газовых турбин лопатки турбины и направляющие аппараты не являются простыми отливками. Это компоненты проточной части, которые направляют горячий газ сгорания в ротор турбины под правильным углом, с необходимой скоростью и распределением давления. Если профиль лопатки, площадь горла, платформа, уплотнительная поверхность или монтажный интерфейс выполнены неправильно, это может повлиять на эффективность турбины и надежность горячей секции.
NewayAeroTech поддерживает производство запасных частей для энергетических турбин посредством комплексного литья суперсплавов, ЧПУ-обработки, постобработки и инспекции для индивидуальных проектов по ремонту NGV, статорных лопаток и лопаток турбины.
Прямой ответ: Индивидуальные лопатки турбины и запасные части NGV
NewayAeroTech предоставляет индивидуальные лопатки турбины, направляющие аппараты, статорные лопатки и запасные части NGV для проектов ремонта газовых турбин в энергетике. В зависимости от исходного проекта и требований эксплуатации производственный маршрут может включать вакуумное литье по выплавляемым моделям, литье с равноосной кристаллической структурой, направленную кристаллизацию, ЧПУ-обработку, постобработку и финальный контроль качества.
Наша производственная поддержка может охватывать:
Индивидуальные направляющие аппараты для ремонта газовых турбин
Заменные лопатки турбины для энергетических турбин
Запасные части статорных лопаток газовых турбин
Литье и механическая обработка лопаток турбины из суперсплавов
Мелкосерийное производство ремонтных лопаток и серийных запасных частей
Поддержка обратного инжиниринга на основе старых деталей или данных 3D-сканирования
Цель состоит в предоставлении запасных частей для ремонта лопаток турбины с контролируемой геометрией профиля, площадью горла, размерами платформы, уплотнительными поверхностями, интерфейсами сборки, однородностью материала и документацией по инспекции.
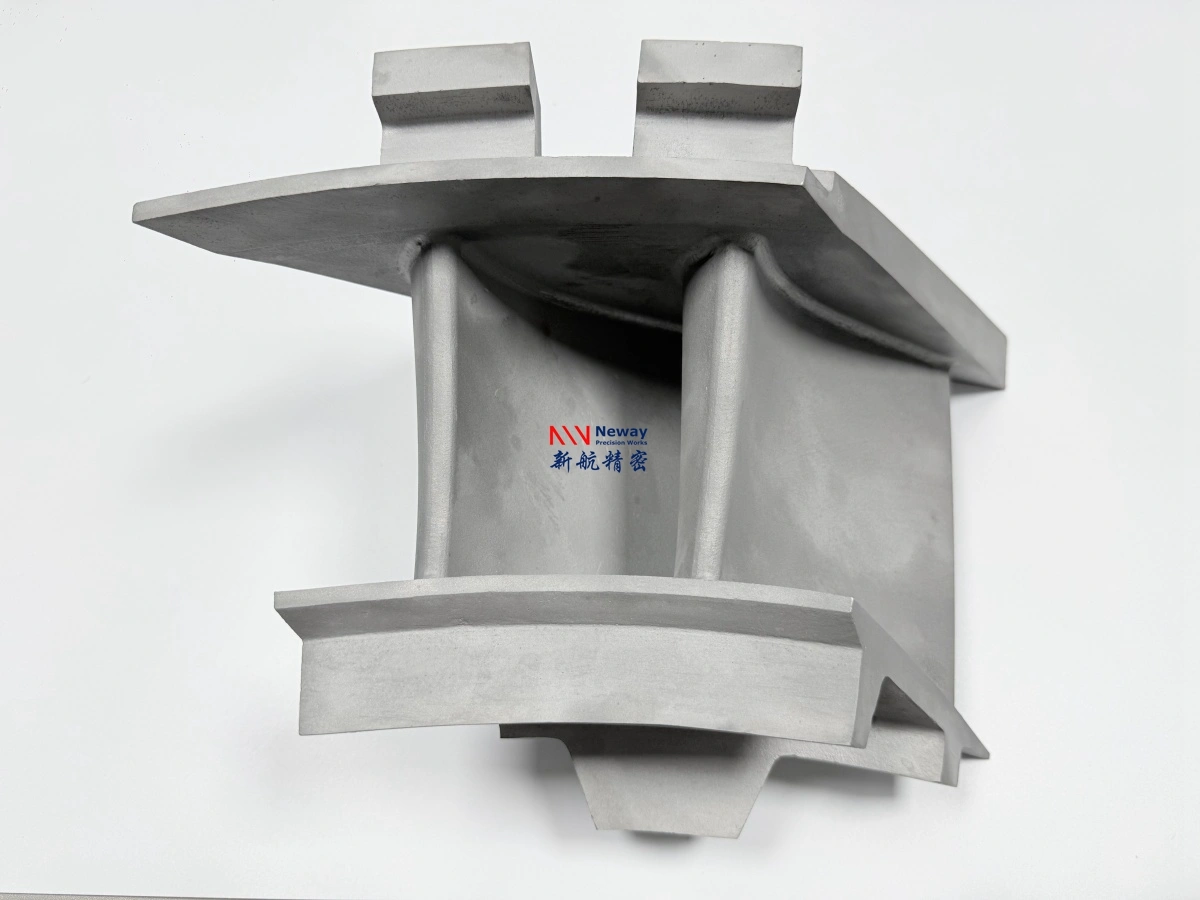
Функция лопаток турбины и направляющих аппаратов в газовых турбинах
Лопатки турбины и направляющие аппараты — это стационарные компоненты, установленные в тракте горячего газа газовой турбины. Их основная функция заключается в направлении потока газа к вращающимся рабочим лопаткам турбины под контролируемым углом и скоростью. Это влияет на передачу энергии, эффективность турбины, согласование ступеней и распределение температуры на выходе.
В энергетических турбинах лопатки должны одновременно выполнять несколько функций:
Направлять горячий газ в ротор турбины под требуемым углом
Контролировать скорость газа, распределение давления и площадь горла
Поддерживать стабильный поток между ступенями турбины
Обеспечивать эффективность и выходную мощность турбины
Защищать нижестоящие детали от неравномерного потока газа и локального перегрева
Поддерживать герметичность, выравнивание платформы и стабильность сборки в процессе эксплуатации
Поскольку эти детали напрямую влияют на характеристики проточной части, заменяемые лопатки должны изготавливаться с большим вниманием к аэродинамической геометрии, чем обычные статические литые компоненты.
Почему лопатки турбины нуждаются в замене
Лопатки турбины работают в суровых условиях горячей секции. В ходе длительной эксплуатации они подвергаются воздействию высокотемпературного газового потока, окисления, горячей коррозии, вибрации, термических градиентов и повторяющихся циклов пуска и остановки. Со временем эти условия могут изменить геометрию лопатки и снизить надежность эксплуатации.
Распространенные причины отказа или замены лопаток включают:
Термические трещины, вызванные повторяющимися циклами нагрева и охлаждения
Выгорание, эрозия или локальный перегрев поверхности профиля
Окисление или горячая коррозия в зонах проточной части
Деформация платформы или повреждение уплотнительной поверхности
Изменение площади горла, вызванное износом, искажением формы или накоплением отложений
Повреждение передней или задней кромки
Деградация покрытия, его отслоение или потеря поверхностной защиты
Трещины, обнаруженные во время планового осмотра или неразрушающего контроля
Когда лопатки превышают допустимые пределы ремонта, необходимы запасные части для восстановления геометрии проточной части, эффективности турбины и надежности обслуживания.
Производственный маршрут для индивидуальных лопаток турбины
Производство индивидуальных лопаток турбины обычно сочетает литье и точную финишную обработку. Литье формирует сложный корпус лопатки, профиль, платформы и геометрию проточной части. Затем ЧПУ-обработка завершает монтажные элементы, уплотнительные поверхности, базовые зоны и критические размеры сборки.
Типичный маршрут может включать:
Анализ модели турбины, ступени лопаток, чертежей, старых деталей или данных 3D-сканирования
Подтверждение марки материала, метода литья, термообработки, покрытия и требований к инспекции
Проектирование литейной оснастки, восковых моделей, керамических оболочек и припусков на обработку
Изготовление заготовки лопатки методом вакуумного литья по выплавляемым моделям, литья с равноосной кристаллической структурой или направленной кристаллизации
Проведение термообработки или постлитейной обработки в соответствии с требованиями к материалу
Механическая обработка платформ, монтажных поверхностей, уплотнительных граней, базовых поверхностей и позиционирующих элементов
Инспекция профиля, площади горла, литейных дефектов, химического состава материала и окончательных размеров
Подготовка документации для рассмотрения заказчиком, входного контроля или утверждения проекта ремонта
NewayAeroTech предоставляет услуги вакуумного литья по выплавляемым моделям для направляющих аппаратов, когда сложную геометрию лопаток из суперсплавов необходимо получить в виде заготовки, близкой к чистовой форме, перед точной механической обработкой.
Варианты литья для лопаток газовых турбин
Правильный метод литья зависит от конструкции лопатки, ступени турбины, марки сплава, рабочей температуры и спецификации заказчика. Для многих статических лопаток и запасных частей NGV практичным является литье с равноосной кристаллической структурой. Для более требовательных применений в турбинах может потребоваться направленная кристаллизация.
Литье с равноосной кристаллической структурой для лопаток турбины часто используется для статических компонентов горячей секции, где подходит сбалансированная структура литого зерна. Этот метод позволяет создавать сложную геометрию лопаток, платформы и элементы проточной части, сохраняя при этом приемлемую стоимость производства и сроки поставки.
Направленная кристаллизация для лопаток турбины может рассматриваться, когда конструкция лопатки или спецификация заказчика требуют контролируемого роста зерна и улучшенных высокотемпературных характеристик в предпочтительном направлении.
Метод литья | Типичное применение | Ключевое преимущество |
|---|---|---|
Вакуумное литье по выплавляемым моделям | Сложные заготовки лопаток из суперсплавов и запасные части NGV | Геометрия профиля, платформы и проточной части, близкая к чистовой |
Литье с равноосной кристаллической структурой | Статические лопатки турбины, направляющие аппараты, детали статорных лопаток | Практичный метод литья для многих невращающихся компонентов горячей секции |
Направленная кристаллизация | Применения лопаток турбины при более высоких температурах, где это указано | Поддерживает контролируемую структуру зерна для тяжелых условий эксплуатации |
Метод литья должен быть подтвержден исходя из исходных проектных требований. Заменяемая лопатка не должна быть переведена на более простой метод литья, если исходная деталь требует определенной структуры зерна или состояния материала.
Выбор материалов для направляющих аппаратов и статорных лопаток
Лопатки турбины и направляющие аппараты обычно изготавливаются из никелевых или кобальтовых суперсплавов. Правильный выбор материала зависит от температуры, риска горячей коррозии, воздействия окисления, системы покрытия, исходного проекта и спецификации заказчика.
Распространенные варианты материалов для проектов ремонта лопаток турбины включают Inconel 713LC, Inconel 738LC, FSX-414, ECY-768, MAR-M 509 и Haynes 188. Эти сплавы выбираются для применений в горячей секции, где обычные нержавеющие стали не могут обеспечить достаточную высокотемпературную прочность и стойкость к окислению.
NewayAeroTech поддерживает вакуумное литье сплавов Inconel для лопаток турбины и деталей NGV на никелевой основе. Для применений в горячей секции на кобальтовой основе может рассматриваться вакуумное литье сплавов Stellite, когда требуются износостойкость, стойкость к горячей коррозии и характеристики кобальтовых сплавов. Для других высокотемпературных и коррозионностойких применений вакуумное литье сплавов Hastelloy также может поддерживать сравнение материалов и проекты со специальными сплавами.
Материал | Типичное использование в проектах лопаток | Соображения по выбору |
|---|---|---|
Inconel 713LC | NGV малых турбин и литые детали горячей секции | Полезен для литых направляющих аппаратов, требующих высокой температурной прочности |
Inconel 738LC | Лопатки промышленных газовых турбин и статические детали горячей секции | Сильный кандидат для литых компонентов турбины, работающих при высоких температурах |
FSX-414 | Лопатки турбины и компоненты сопел на кобальтовой основе | Может рассматриваться для горячей коррозии и стационарного тракта горячего газа |
ECY-768 | Лопатки и сопла тяжелых газовых турбин на кобальтовой основе | Актуально для избранных программ замены лопаток, требующих характеристик кобальтового сплава |
MAR-M 509 | Высокотемпературные лопатки и детали сопел на кобальтовой основе | Полезен там, где требуются стойкость к горячей коррозии и характеристики литого кобальтового сплава |
Haynes 188 | Высокотемпературные компоненты горячей секции на кобальтовой основе | Может рассматриваться при требованиях к стойкости к окислению и горячей коррозии |
Для запасных частей материал должен соответствовать исходному чертежу или проверенным данным образца whenever possible. Если требуется эквивалентный материал, перед составлением коммерческого предложения следует проанализировать рабочую температуру, газовую среду, систему покрытия и критерии приемки инспекции.
Фокус ЧПУ-обработки для платформ и интерфейсов лопаток
Литье формирует корпус лопатки, но ЧПУ-обработка необходима для контроля точности сборки. Платформы лопаток, уплотнительные грани, монтажные интерфейсы и позиционирующие элементы обычно требуют более жестких допусков, чем литой профиль лопатки.
NewayAeroTech предоставляет услуги ЧПУ-обработки суперсплавов для платформ лопаток, включая труднообрабатываемые никелевые и кобальтовые сплавы, используемые в деталях для ремонта турбин.
Основные области механической обработки включают:
Верхние и нижние поверхности платформы
Монтажные грани и интерфейсы сборки
Уплотнительные поверхности и контактные зоны
Позиционирующие отверстия, пазы или локальные фиксирующие элементы
Базовые поверхности для КИМ и контроля профиля
Передняя кромка, задняя кромка или граничные зоны, если это указано в чертеже
Для ремонтных деталей лопаток стратегия выбора баз при механической обработке имеет важное значение. Если литейная база не совпадает с функциональной базой сборки, деталь может пройти проверку локальных размеров, но не пройти финальную подгонку или контроль площади горла.
Постобработка суперсплавов для лопаток турбины
Лопатки турбины могут требовать термообработки, подготовки поверхности, подготовки к нанесению покрытия, полировки, очистки или другой постобработки перед окончательной поставкой. Точный маршрут постобработки зависит от марки материала, требований чертежа, системы покрытия и стандарта инспекции заказчика.
NewayAeroTech поддерживает постобработку суперсплавов для лопаток турбины, объединяя литье, механическую обработку, контроль состояния поверхности и финальную инспекцию в единый производственный маршрут.
Постобработка может включать:
Термообработку для контроля состояния материала и микроструктуры
Снятие напряжений при необходимости после механической обработки или электроэрозии (EDM)
Очистку поверхности и удаление оксидов
Подготовку к нанесению жаростойких или теплобарьерных покрытий
Удаление заусенцев и финишную обработку кромок вокруг платформ, отверстий и кромок профиля
Финальный осмотр поверхности перед инспекцией и отгрузкой
Если требуется покрытие, припуск на покрытие и зоны маскирования должны быть определены до окончательной механической обработки. В противном случае деталь может соответствовать размерам до нанесения покрытия, но не пройти финальную сборку после добавления толщины покрытия.
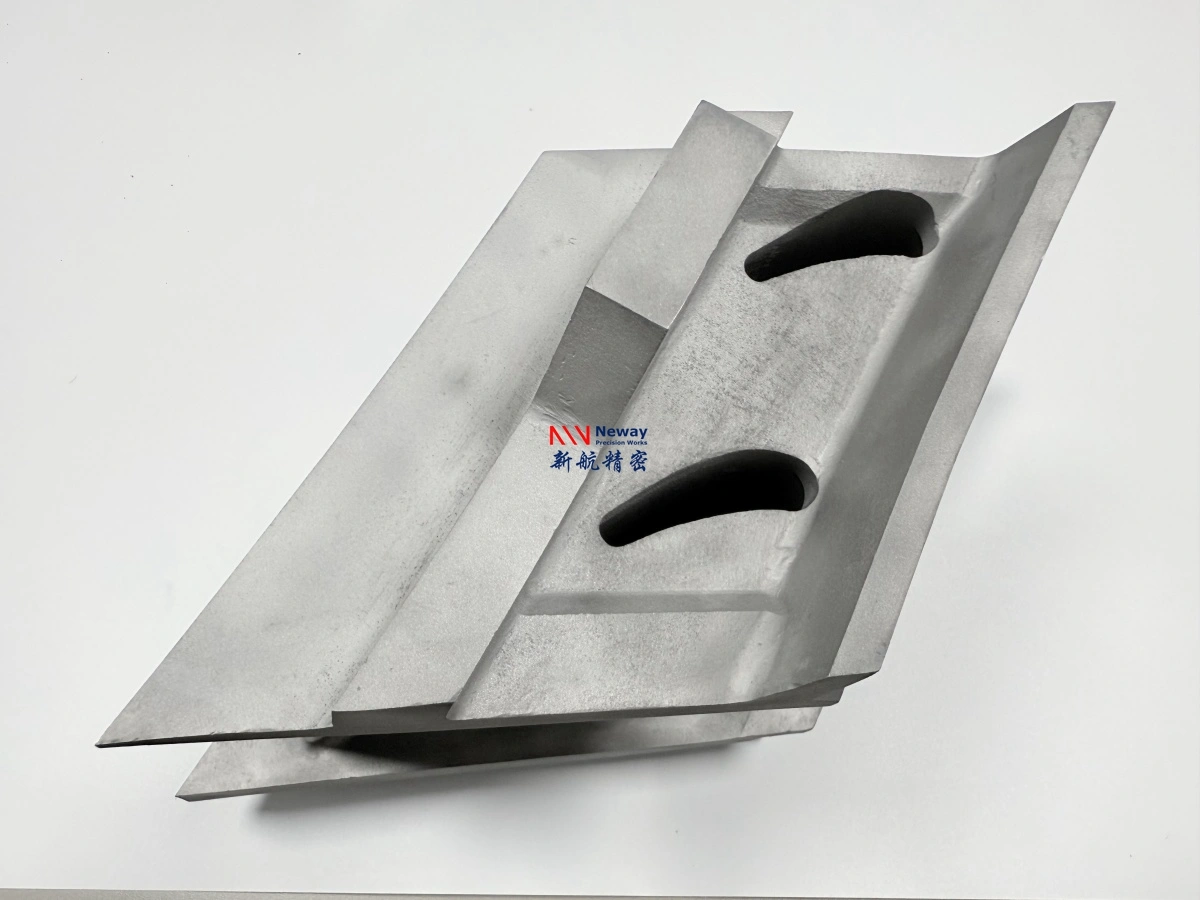
Критические характеристики запасных частей NGV и лопаток турбины
Для запасных частей направляющих аппаратов и лопаток турбины несколько характеристик требуют особого контроля, поскольку они влияют на поток газа, подгонку, герметичность и надежность эксплуатации.
Критические характеристики включают:
Контур профиля на стороне напора и стороне разрежения
Геометрию передней и задней кромок
Площадь горла и一致性 канала потока между лопатками
Размеры верхней и нижней платформ
Уплотнительные грани и контактные поверхности
Монтажные грани, отверстия и позиционирующие элементы
Внутренние литейные дефекты, такие как усадочные раковины, пористость и включения
Химический состав материала и состояние после термообработки
При замене изношенных образцов исходная функциональная геометрия должна быть тщательно восстановлена. Износ, эрозия, потеря покрытия и деформация не должны копироваться в новую заменяемую лопатку.
Требования к инспекции индивидуальных лопаток турбины
Инспекция критически важна для лопаток турбины, поскольку они являются компонентами управления потоком газа. Готовая заменяемая лопатка должна соответствовать как материальным, так и геометрическим требованиям перед поставкой.
Пункт инспекции | Что проверять | Почему это важно |
|---|---|---|
Профиль лопатки | Сторона напора, сторона разрежения, передняя кромка, задняя кромка | Контролирует направление потока газа и эффективность турбины |
Площадь горла | Размер проходного сечения газа и一致性 между лопатками | Обеспечивает правильный расход, распределение давления и согласование ступеней |
Цветная дефектоскопия (FPI) | Поверхностные трещины и открытые дефекты | Помогает выявить риски образования трещин до поставки или нанесения покрытия |
Рентген или КТ | Внутренняя пористость, усадочные раковины, включения, скрытые литейные дефекты | Подтверждает качество литья для эксплуатации в горячей секции |
Инспекция на КИМ | Платформы, монтажные грани, уплотнительные поверхности, базовые элементы | Подтверждает пригодность для сборки и повторяемость размеров |
Отчет по материалу | Химический состав, марка сплава, записи о термообработке (при необходимости) | Подтверждает однородность материала и прослеживаемость |
Требования к инспекции должны быть подтверждены до составления коммерческого предложения. Инспекция профиля лопатки, измерение площади горла, рентген, КТ, FPI, КИМ и тестирование материала могут повлиять на стоимость, сроки поставки и планирование приемки.
Поддержка обратного инжиниринга для старых лопаток и деталей NGV
Многие проекты ремонта лопаток турбины начинаются со старых деталей, а не с полных комплектов чертежей. В таких случаях обратный инжиниринг должен отделять исходный замысел конструкции от повреждений, полученных в процессе эксплуатации. Использованная лопатка может иметь эрозию, потерю покрытия, искажение платформы, изменение площади горла или термические трещины.
NewayAeroTech может рассматривать проекты на основе:
Оригинальных чертежей и 3D CAD-файлов
Образцов старых лопаток или NGV
Данных 3D-сканирования и реконструированных моделей
Анализа материала образцов деталей
Фотографий, показывающих износ, трещины или потерю покрытия
Модели турбины, номера ступени и условий эксплуатации
Для деталей NGV, полученных методом обратного инжиниринга, контур профиля и площадь горла должны быть тщательно проверены. Визуально похожая заменяемая лопатка все же может работать плохо, если геометрия газового потока не контролируется.
Ценность поставщика для ремонта лопаток энергетических турбин
Квалифицированный поставщик запасных частей для ремонта лопаток турбины должен предоставлять больше, чем просто возможности литья. Поставщик должен понимать выбор материала, функцию лопатки, маршрут литья, базы механической обработки, контроль площади горла, планирование инспекции и документацию по поставке.
NewayAeroTech поддерживает проекты ремонта лопаток турбины, предоставляя:
Анализ материалов суперсплавов и выбор маршрута литья
Варианты вакуумного литья по выплавляемым моделям, литья с равноосной кристаллической структурой и направленной кристаллизации
ЧПУ-обработку платформ, уплотнительных граней, монтажных зон и базовых элементов
Поддержку постобработки и подготовки к нанесению покрытия
Планирование инспекции профиля лопатки, площади горла, FPI, рентгена, КИМ и материала
Поддержку обратного инжиниринга на основе старых деталей, образцов или данных 3D-сканирования
Производство прототипов, мелкосерийных ремонтных деталей и серийных запасных лопаток
Такой комплексный подход сокращает разрывы в коммуникации между поставщиками литья, механической обработки, нанесения покрытий и инспекции, особенно когда проекты ремонта турбин имеют жесткие графики простоев или ограниченную исходную документацию.
Контрольный список RFQ для индивидуальных лопаток турбины и направляющих аппаратов
Для точного расчета стоимости лопаток турбины и направляющих аппаратов заказчики должны предоставить технические данные, связанные с геометрией, материалом, инспекцией и условиями эксплуатации. Это помогает поставщику оценить литейную оснастку, маршрут механической обработки, затраты на инспекцию и производственные риски.
Полный запрос коммерческого предложения (RFQ) должен включать:
Модель турбины, ступень лопаток, номер детали и уровень ревизии
2D-чертеж и 3D CAD-файл, если доступны
Образец старой детали, фотографии или данные 3D-сканирования, если требуется обратный инжиниринг
Требуемая марка материала, такая как Inconel 713LC, Inconel 738LC, FSX-414, ECY-768, MAR-M 509 или Haynes 188
Требования к методу литья, такие как вакуумное литье по выплавляемым моделям, литье с равноосной кристаллической структурой или направленная кристаллизация
Требования к термообработке, покрытию или постобработке
Требования к профилю лопатки, площади горла, платформе, уплотнительной поверхности и монтажному интерфейсу
Требования к инспекции, такие как FPI, рентген, КТ, КИМ, отчет по материалу, отчет по профилю лопатки или отчет по площади горла
Количество для прототипа, ремонтной партии или программы долгосрочных запасных частей
График поставки, время простоя, требования к упаковке и документации
Если проект основан на поврежденном образце, заказчики должны отметить зоны износа, трещины, отсутствующее покрытие, отремонтированные зоны и критические функциональные поверхности. Это помогает предотвратить ошибки обратного инжиниринга и способствует созданию более надежной конструкции заменяемой детали.
Заключение
Индивидуальные лопатки турбины и направляющие аппараты для ремонта энергетических турбин требуют контролируемого литья суперсплавов, ЧПУ-обработки, постобработки и инспекции. Эти детали являются компонентами управления проточной частью, поэтому профиль лопатки, площадь горла, размеры платформы, уплотнительные поверхности, монтажные интерфейсы, внутренние дефекты и однородность материала должны тщательно контролироваться.
NewayAeroTech поддерживает производство запасных частей для лопаток турбины и NGV на основе чертежей, старых деталей, данных 3D-сканирования или информации о модели турбины. Наши возможности включают вакуумное литье по выплавляемым моделям, литье с равноосной кристаллической структурой, направленную кристаллизацию, ЧПУ-обработку суперсплавов, постобработку, инспекцию профиля лопатки, контроль площади горла, FPI, рентген, КИМ и отчетность по материалам.
Для получения коммерческого предложения на запчасти для ремонта лопаток турбины, пожалуйста, отправьте модель турбины, ступень лопаток, номер детали, 2D-чертеж, 3D-файл, фотографии образца, требования к материалу, метод литья, требования к покрытию, стандарт инспекции, количество и целевые сроки поставки. Наша инженерная команда может рассмотреть наиболее подходящий производственный маршрут для вашего проекта замены лопаток газовой турбины.
