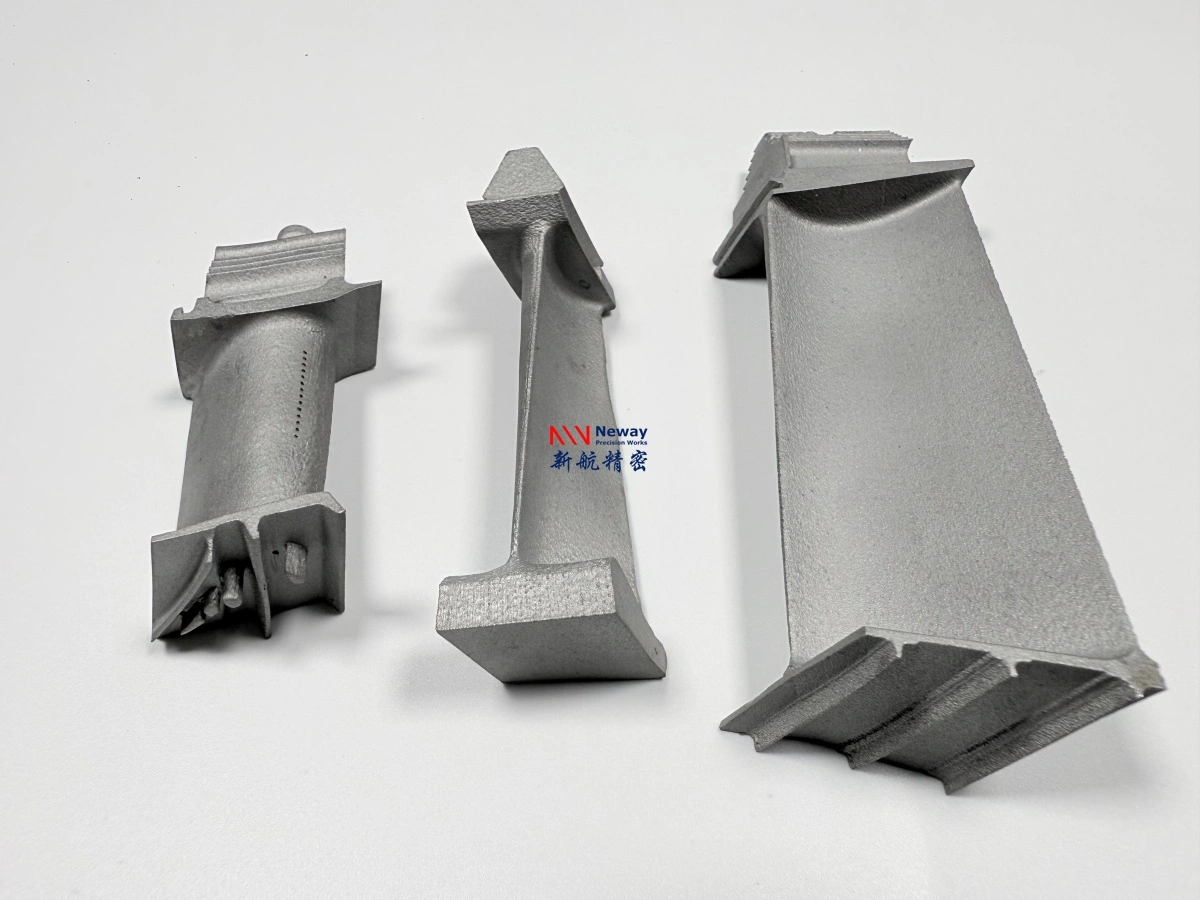
Заказные сменные лопатки турбин для проектов ремонта газовых турбин в энергетике
NewayAeroTech производит сменные лопатки турбин для проектов ремонта газовых турбин в энергетике, включая заготовки лопаток из литых суперсплавов, чистовую обработку корней и платформ лопаток на станках с ЧПУ, электроэрозионную обработку (EDM) элементов охлаждения, термообработку, подготовку к нанесению покрытий, размерный контроль и неразрушающий контроль.
Для команд по техническому обслуживанию электростанций, компаний по ремонту турбин и инженеров по закупке запасных частей сменные лопатки турбин — это не просто металлические компоненты. Это вращающиеся детали, работающие при высоких температурах, которые должны выдерживать воздействие горячих газов, центробежные напряжения, термическую усталость, окисление, вибрацию и строгие требования к сборке внутри проточной части турбины.
NewayAeroTech поддерживает производство деталей турбин для энергетики для программ ремонта, замены и обеспечения запасными частями, где клиентам требуются готовые лопатки турбин, изготовленные по чертежам, образцам, данным 3D-сканирования или информации о модели турбины.

Прямой ответ: Сменные лопатки турбин для ремонта газовых турбин
NewayAeroTech может изготавливать сменные лопатки турбин для проектов ремонта газовых турбин в энергетике по интегрированному маршруту, включающему литье суперсплавов, механическую обработку на станках с ЧПУ, электроэрозионную обработку (EDM), термообработку, постобработку и контроль.
В зависимости от модели турбины, ступени лопаток, требований к материалу и условий эксплуатации производственный маршрут может включать:
Вакуумное литье по выплавляемым моделям для заготовок лопаток из суперсплавов
Направленную кристаллизацию или монокристаллическое литье для передовых требований к лопаткам
Обработку на станках с ЧПУ корней лопаток, платформ, базовых поверхностей и интерфейсов сборки
Электроэрозионную обработку (EDM) для отверстий охлаждения, пазов и сложных локальных элементов
Термообработку для контроля микроструктуры и свойств
Подготовку поверхности перед нанесением теплозащитных или оксидостойких покрытий
Рентгеновский контроль, капиллярный контроль (FPI), контроль на КИМ, верификацию материала и отчеты по финальному контролю
Цель состоит в том, чтобы предоставить готовые ремонтные детали лопаток турбин, готовые к инспекции заказчиком, проверке сборки или дальнейшему нанесению покрытий в соответствии с требованиями проекта.
Почему лопатки газовых турбин нуждаются в замене
Лопатки газовых турбин работают в одной из самых тяжелых зон энергетической турбины. Они подвергаются воздействию высокотемпературного газового потока, вращения, вибрации, окисления, термических циклов и механических напряжений. В течение длительных периодов эксплуатации эти условия могут постепенно снижать надежность лопаток.
Замена лопаток турбин может потребоваться из-за:
Трещин термической усталости, вызванных повторяющимися циклами пуска и остановки
Ползучести и деформации под воздействием высоких температур и центробежных нагрузок
Окисления или горячей коррозии на поверхностях газового тракта
Отслаивания, шелушения или локальной деградации покрытия
Износа кромок, повреждений от трения или потерь, связанных с зазорами
Повреждений посторонними предметами или эрозии на входных и выходных кромках
Повреждений корней, платформ или элементов охлаждения, обнаруженных во время инспекции при остановке
Когда лопатки турбин достигают предела ремонтопригодности или не могут быть безопасно восстановлены, необходимы сменные лопатки для поддержки капитального ремонта турбины, планирования технического обслуживания и обеспечения долгосрочной надежности электростанции.
Производственный маршрут для сменных лопаток турбин
Производство сменных лопаток турбин обычно требует многоэтапного процесса. Правильный маршрут зависит от ступени лопаток, марки сплава, требований к кристаллической структуре, конструкции охлаждения, требований к покрытию и стандартов контроля.
Практичный производственный маршрут может включать:
Анализ модели турбины, ступени лопаток, чертежей, образцов или данных 3D-сканирования
Подтверждение марки сплава, кристаллической структуры, требований к термообработке и покрытию
Проектирование литейной оснастки, восковых моделей, керамических оболочек и литейного процесса
Изготовление заготовки лопатки из суперсплава методом вакуумного литья, направленного литья или монокристаллического литья
Проведение термообработки в соответствии с требуемым состоянием материала
Механическая обработка корня лопатки, платформы, монтажных интерфейсов, базовых поверхностей и критических размеров
Использование электроэрозионной обработки (EDM) для отверстий охлаждения, пазов и элементов с ограниченным доступом инструмента, если требуется
Подготовка поверхностей для нанесения покрытия, полировки или постобработки, указанной заказчиком
Контроль качества литья, размеров, химического состава материала, поверхностных дефектов и окончательной геометрии
Подготовка итоговых отчетов и сопроводительной документации
NewayAeroTech предоставляет услуги вакуумного литья по выплавляемым моделям для лопаток турбин, когда требуются заготовки из суперсплавов, близкие к конечной форме, перед точной механической обработкой и контролем.
Варианты литья для лопаток турбин в энергетике
Литье лопаток турбин — это не единый процесс. Различные конструкции лопаток могут требовать разных маршрутов литья в зависимости от рабочей температуры, уровня напряжений, ступени лопаток и спецификаций заказчика.
Для некоторых сменных лопаток может подойти обычное вакуумное литье по выплавляемым моделям. Для более требовательных высокотемпературных лопаток может потребоваться направленное литье для лопаток турбин для улучшения сопротивления ползучести при высоких температурах вдоль направления нагрузки лопатки. Для передовых применений лопаток в горячей части турбины может потребоваться монокристаллическое литье для лопаток турбин, когда критически важны устранение границ зерен и контроль ориентации кристаллов.
Маршрут литья | Типичное применение | Ключевое преимущество |
|---|---|---|
Вакуумное литье по выплавляемым моделям | Сложные заготовки лопаток из суперсплавов и ремонтные запасные части | Геометрия, близкая к конечной форме, с уменьшением отходов на механическую обработку |
Направленное литье | Высокотемпературные лопатки, требующие улучшенного сопротивления направленной ползучести | Контролируемый рост зерен вдоль основного направления напряжений |
Монокристаллическое литье | Передовые лопатки турбин для горячей части | Устраняет границы зерен и поддерживает работу в экстремальных высокотемпературных условиях |
Маршрут литья должен быть подтвержден в соответствии с оригинальным дизайном лопатки и требованиями заказчика. Использование неправильного маршрута литья может повлиять на срок службы, размерную стабильность и утверждение проекта ремонта.
Варианты материалов для сменных лопаток турбин
Сменные лопатки турбин обычно изготавливаются из никелевых суперсплавов или передовых монокристаллических материалов. Выбор материала зависит от модели турбины, ступени лопаток, рабочей температуры, механической нагрузки, системы покрытия и оригинальной спецификации.
NewayAeroTech поддерживает несколько семейств материалов для лопаток турбин, включая вакуумное литье по выплавляемым моделям из сплавов Inconel, вакуумное литье по выплавляемым моделям из сплавов Rene и вакуумное литье по выплавляемым моделям из серии сплавов CMSX.
Типичные соображения по выбору материала включают:
Сплавы Inconel для никелевых высокотемпературных лопаток и направляющих аппаратов
Сплавы Rene для передовых аэрокосмических компонентов и компонентов горячей части турбины
Сплавы серии CMSX для применений монокристаллических лопаток турбин
Эквивалентные сплавы, указанные заказчиком, при наличии данных об оригинальном материале
Верификация материала путем тестирования химического состава и ведения записей о прослеживаемости
Для запасных частей материал не следует выбирать только по схожему внешнему виду или приблизительному температурному рейтингу. Перед производством необходимо проверить оригинальный чертеж, стандарт сплава, состояние после термообработки и систему покрытия.
Механическая обработка на станках с ЧПУ для корней, платформ и интерфейсов лопаток
После литья требуется механическая обработка на станках с ЧПУ для завершения функциональных элементов лопатки турбины. Литая заготовка обеспечивает профиль пера лопатки и геометрию, близкую к конечной, но корень лопатки, платформа, базовые поверхности и элементы сборки требуют прецизионной обработки.
NewayAeroTech предоставляет услуги механической обработки суперсплавов на станках с ЧПУ для корней и платформ лопаток, включая труднообрабатываемые компоненты из никелевых и монокристаллических сплавов.
Типичные элементы лопаток турбин, обрабатываемые на станках с ЧПУ, включают:
Корни типа «елочка», ласточкин хвост или другие элементы крепления корня
Платформы лопаток и уплотнительные контактные поверхности
Базовые поверхности для контроля и выравнивания при сборке
Элементы, связанные с кромкой, и зоны контроля локальных зазоров
Монтажные интерфейсы и функциональные размеры, указанные заказчиком
Поверхности, требующие контролируемой плоскостности, параллельности или допуска профиля
Обработка корня лопатки особенно важна, поскольку геометрия корня передает центробежную нагрузку на диск турбины. Любое отклонение размеров, поверхностный дефект или концентрация напряжений могут повлиять на посадку при сборке и надежность эксплуатации.
Электроэрозионная обработка (EDM) для отверстий охлаждения, пазов и сложных элементов
Многие лопатки турбин для энергетики включают локальные элементы, которые трудно обработать обычным режущим инструментом. Сюда могут входить отверстия охлаждения, пазы, уплотнительные элементы, острые локальные границы и зоны с ограниченным доступом инструмента near профиля пера или геометрии платформы.
Электроэрозионная обработка (EDM) часто используется, потому что суперсплавы твердые, жаропрочные и их трудно механически резать в мелких или сложных элементах. EDM позволяет обрабатывать локальные элементы с уменьшенным усилием механического резания, что полезно для деликатной геометрии лопаток.
Для сменных лопаток турбин контроль EDM должен фокусироваться на:
Расположении и диаметре отверстий охлаждения
Ширине паза и точности границ
- Состоянии наплавленного слоя и поверхности, подверженной тепловому воздействию
Качестве кромок вокруг отверстий, пазов и элементов профиля пера
Очистке и контроле после электроэрозионной обработки
Совместимости с подготовкой к нанесению покрытия и окончательными требованиями к эксплуатации
Электроэрозионную обработку следует планировать совместно с литьем, механической обработкой и подготовкой к нанесению покрытия, поскольку локальные элементы могут влиять на поток воздуха, эффективность охлаждения, концентрацию напряжений и поведение покрытия.
Термообработка и постобработка для лопаток турбин
Термообработка имеет решающее значение для сменных лопаток турбин, поскольку она контролирует микроструктуру сплава, механические свойства и стабильность при высоких температурах. Процесс термообработки должен соответствовать марке сплава, маршруту литья и спецификациям заказчика.
NewayAeroTech поддерживает постобработку суперсплавов для лопаток турбин, включая координацию термообработки, подготовку поверхности, финишную обработку и поддержку контроля в соответствии с требованиями проекта.
Постобработка может включать:
Закалку и старение в соответствии с требованиями сплава
Снятие напряжений после механической обработки или электроэрозионной обработки, где это требуется
Подготовку поверхности перед нанесением покрытия
Удаление заусенцев, полировку или смешивание выбранных поверхностей
Очистку отверстий охлаждения и локальных элементов
Финальный размерный и поверхностный контроль перед поставкой
Если лопатка требует нанесения теплозащитного покрытия, оксидостойкого покрытия или другого покрытия, указанного заказчиком, припуск на покрытие и состояние поверхности следует учитывать до фиксации окончательных размеров механической обработки.
Критические элементы сменных лопаток турбин
Сменные лопатки турбин должны соответствовать функциональным требованиям оригинальной сборки турбины. Наиболее важными элементами являются не только видимая форма лопатки, но и геометрия, влияющая на передачу нагрузки, поток газа, охлаждение, уплотнение и зазор на кромке.
Критические элементы включают:
Профиль пера, включая сторону давления, сторону всасывания, входную и выходную кромки
Геометрию корня лопатки для крепления к диску и передачи нагрузки
Поверхности платформ и уплотнительные интерфейсы
Отверстия охлаждения, внутренние каналы охлаждения и элементы потока воздуха
Геометрию кромки лопатки и поверхности, связанные с зазором
Базовые ориентиры, используемые для контроля и сборки
Состояние поверхности в зонах высоких напряжений и высоких температур
Для лопаток, созданных методом обратного инжиниринга, эти элементы должны быть тщательно определены на основе образцов, данных сканирования, условий эксплуатации и требований к сборке турбины. Копирование только внешней геометрии недостаточно для надежной сменной лопатки.
Требования к контролю готовых лопаток турбин
Контроль необходим для готовых лопаток турбин, поскольку они работают при высоких температурах, высоких напряжениях и вращательных нагрузках. Полный план контроля должен проверять материал, целостность литья, кристаллическую структуру, точность механической обработки, качество поверхности, состояние после термообработки и окончательную документацию.
Элемент контроля | Что проверять | Почему это важно |
|---|---|---|
Верификация материала | Марка сплава, химический состав, номер плавки, записи о материале | Подтверждает, что лопатка изготовлена из указанного суперсплава |
Рентгеновский контроль или КТ | Внутренняя пористость, усадочные раковины, включения, целостность элементов охлаждения | Проверяет качество литья перед приемкой |
Капиллярный контроль (FPI) | Поверхностные трещины и открытые дефекты | Выявляет поверхностные дефекты, которые могут стать эксплуатационными трещинами |
Контроль на КИМ | Корень, платформа, базовые поверхности, профиль пера, кромка и критические размеры | Подтверждает посадку при сборке и аэродинамическую геометрию |
Анализ кристаллической структуры | Равноосная, направленная или монокристаллическая структура в соответствии со спецификацией | Гарантирует, что маршрут литья соответствует дизайну лопатки |
Статус термообработки | Запись о термообработке, твердость, микроструктура, если требуется | Поддерживает характеристики материала и прослеживаемость процесса |
Требования к контролю следует подтверждать до формирования коммерческого предложения, поскольку рентгеновский контроль, КТ, капиллярный контроль (FPI), контроль на КИМ, анализ кристаллической структуры и тестирование материала могут значительно повлиять на стоимость и сроки выполнения заказа.
Поддержка обратного инжиниринга и мелкосерийных ремонтных деталей
Многие проекты ремонта газовых турбин начинаются со старых лопаток, изношенных образцов, неполных чертежей или данных 3D-сканирования. В этих случаях поставщик должен поддерживать как производство, так и инженерный анализ.
NewayAeroTech может оценивать проекты сменных лопаток турбин на основе:
Оригинальных 2D-чертежей и 3D-CAD-моделей
Образцов использованных лопаток для обратного инжиниринга
Данных 3D-сканирования и размерной реконструкции
Анализа материала по образцам деталей
Требований к мелкосерийному ремонту для технического обслуживания при остановке
Серийного производства запасных лопаток для долгосрочного планирования запасов
При использовании обратного инжиниринга изношенные области следует отделять от оригинальной функциональной геометрии. Корень лопатки, платформа, профиль пера, отверстия охлаждения и поверхности зазора на кромке должны быть реконструированы в соответствии с функцией, а не слепо скопированы с использованной детали.
Ценность поставщика для проектов ремонта турбин в энергетике
Квалифицированный поставщик сменных лопаток турбин должен не просто поставлять отливку. Поставщик должен понимать полный производственный маршрут от выбора сплава до финального контроля.
NewayAeroTech поддерживает производителей ремонтных деталей турбин, команды по техническому обслуживанию электростанций и покупателей запасных лопаток газовых турбин, предоставляя:
Анализ маршрута литья суперсплавов
Варианты вакуумного литья, направленного литья и монокристаллического литья
Механическую обработку на станках с ЧПУ для корней, платформ и прецизионных интерфейсов лопаток
Электроэрозионную обработку (EDM) для отверстий охлаждения и сложных локальных элементов
Координацию термообработки и постобработки
Верификацию материала, рентгеновский контроль, капиллярный контроль (FPI), контроль на КИМ и отчеты о финальном контроле
Поддержку производства прототипов, мелкосерийных ремонтных деталей и серийных запасных лопаток
Этот интегрированный маршрут помогает сократить разрывы в коммуникации между поставщиками литья, поставщиками механической обработки, поставщиками покрытий и командами контроля. Это также поддерживает более быстрое принятие решений в проектах ремонта с жесткими графиками остановки оборудования.
Контрольный список запроса предложений (RFQ) для сменных лопаток турбин
Для точного расчета стоимости сменных лопаток турбин клиенты должны предоставить максимально возможный объем технической информации. Производство лопаток турбин зависит от материала, кристаллической структуры, геометрии лопатки, элементов охлаждения, требований к покрытию и стандартов контроля.
Полный запрос предложений (RFQ) должен включать:
Модель турбины, ступень лопаток, номер детали и уровень ревизии
2D-чертеж и 3D-CAD-файл, если доступны
Образец использованной лопатки, фотографии или данные 3D-сканирования, если требуется обратный инжиниринг
Требуемую марку сплава, такую как Inconel, Rene, CMSX или другой суперсплав
Требования к маршруту литья, такие как вакуумное литье по выплавляемым моделям, направленное литье или монокристаллическое литье
Требования к термообработке, HIP (горячее изостатическое прессование), покрытию или постобработке
Требования к отверстиям охлаждения, внутренним каналам, геометрии корня лопатки, платформе и зазору на кромке
Требования к контролю, такие как рентгеновский контроль, КТ, капиллярный контроль (FPI), контроль на КИМ, тестирование материала, анализ кристаллической структуры или отчет о термообработке
Количество для прототипа, ремонтной партии или программы долгосрочных запасных частей
График поставки, время остановки оборудования, требования к упаковке и документации
Если проект срочный, клиенты должны четко указать, какие требования являются фиксированными, а какие могут быть пересмотрены с точки зрения производственной целесообразности. Это помогает сократить время инженерной оценки и уменьшить неопределенность при формировании报价.
Заключение
Сменные лопатки турбин для проектов ремонта газовых турбин в энергетике требуют комплексного производственного контроля. Готовая сменная лопатка может включать вакуумное литье по выплавляемым моделям, направленное литье, монокристаллическое литье, механическую обработку на станках с ЧПУ, электроэрозионную обработку (EDM), термообработку, подготовку к нанесению покрытий, размерный контроль и неразрушающий контроль.
NewayAeroTech может поддерживать производство ремонтных деталей турбин по индивидуальному заказу на основе чертежей, образцов, данных 3D-сканирования или информации о модели турбины. Наш производственный маршрут охватывает заготовки из суперсплавов, корни и платформы лопаток, обработанные на станках с ЧПУ, локальные элементы, обработанные электроэрозионным способом, постобработку, верификацию материала и отчеты о финальном контроле.
Для получения коммерческого предложения на сменные лопатки турбин, пожалуйста, отправьте модель турбины, ступень лопаток, номер детали, 2D-чертеж, 3D-файл, фотографии образца, требования к сплаву, требования к кристаллической структуре, требования к покрытию, стандарт контроля, количество и целевые сроки поставки. Наша инженерная команда может рассмотреть наиболее подходящий производственный маршрут для вашего проекта ремонта газовой турбины в энергетике.
