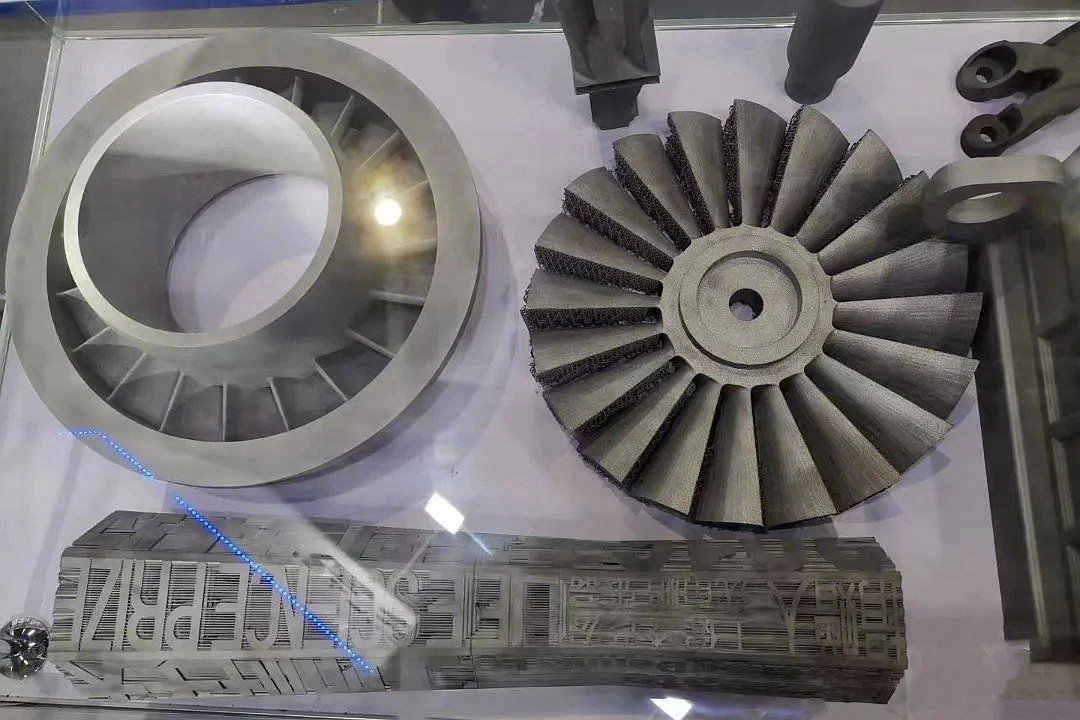
Компоненты турбинных колес из суперсплава Hastelloy X, изготовленные по индивидуальному заказу метод...
Введение в 3D-печать турбинных колес из сплава Hastelloy X
Hastelloy X — это никель-хром-железо-молибденовый суперсплав, разработанный для обеспечения исключительной прочности, стойкости к окислению и термической стабильности при повышенных температурах. Он широко используется в деталях турбин зоны сгорания, где критически важны жаростойкость и усталостная прочность.
В компании Neway Aerotech наши услуги по аддитивному производству изделий из сплава Hastelloy X используют технологию селективного лазерного плавления (SLM) для изготовления турбинных колес по индивидуальному заказу с оптимизированной геометрией воздушного потока, внутренними каналами охлаждения и эффективностью получения деталей близкой к окончательной форме (net-shape).
Процесс аддитивного производства компонентов турбин
Возможности процесса SLM для сплава Hastelloy X
Параметр | Значение | Описание |
|---|---|---|
Толщина слоя | 30–50 мкм | Обеспечивает создание точных контуров и кромок лопаток |
Шероховатость поверхности (в состоянии после печати) | Ra 8–15 мкм | Последующая обработка улучшает характеристики потока и усталостную долговечность |
Объем построения | До 250 × 250 × 300 мм | Подходит для конструкций одноступенчатых турбинных колес |
Точность элементов | ±0,05 мм | Гарантирует допуск профиля и точность аэродинамического профиля |
Последующая обработка | ГИП + старение, финишная обработка на ЧПУ | Необходима для обеспечения усталостной прочности и размерной точности |
Почему сплав Hastelloy X идеально подходит для турбинных колес
Свойство | Значение | Функциональное преимущество |
|---|---|---|
Рабочая температура | До 1175°C | Отлично подходит для секций турбин, контактирующих с продуктами сгорания |
Стойкость к окислению | Стабилен до 1150°C | Сохраняет целостность поверхности при термическом циклировании |
Предел прочности при растяжении | >750 МПа при 1000°C | Сохраняет прочность в условиях нагрузок в турбине |
Сопротивление термической усталости | Высокое | Выдерживает многократные циклы зажигания и остановки |
Свариваемость | Отличная при использовании SLM | Позволяет выполнять ремонт и создавать сложные конструкции без образования трещин |
Стратегия выбора материала и последующей обработки
Порошок: Газораспыленный Hastelloy X, D50 = 35 мкм, сферическая морфология.
Печать: SLM в аргоновой камере с высотой слоя 40 мкм для обеспечения точной геометрии лопаток.
Термообработка: ГИП при 1160°C / 100 МПа в течение 4 часов; старение при 760°C для стабилизации границ зерен.
Механическая обработка: Финишная обработка на ЧПУ для обеспечения соосности отверстий, балансировочных поверхностей и интерфейсов ступицы.
Практический пример: 3D-печатное рабочее колесо турбины из сплава Hastelloy X для энергетики
Описание проекта
OEM-производителю силовых турбин потребовалось индивидуальное рабочее колесо турбины для высокоэффективного проекта микротурбины. Деталь требовала высокой ползучестойкости при высоких температурах, строгого допуска на лопатки и интегрированных охлаждающих отверстий, что было невозможно реализовать традиционным литьем.
Производственный процесс
Проектирование: Файл STL включал 17 аэродинамических профилей с внутренними каналами; максимальный наружный диаметр 120 мм; толщина стенки 1,5 мм.
Печать: SLM с толщиной слоя 40 мкм с использованием лазера мощностью 350 Вт; инертная камера с содержанием O₂ < 100 ppm.
Последующая обработка:
ГИП и старение для повышения прочности.
Полировка проточной части до шероховатости Ra ≤ 4 мкм.
Контроль на КИМ и рентгеновский контроль обеспечили размерное и внутреннее качество.
Динамическая балансировка: Готовое колесо отбалансировано в соответствии со стандартом ISO 1940 G2.5.
Результаты и верификация
3D-печатное турбинное колесо из сплава Hastelloy X успешно прошло 1000-часовые испытания на термическую усталость при температуре 1100°C и частоте вращения 60 000 об/мин. Отклонение аэродинамического профиля составило менее ±0,02 мм, а во внутренних каналах охлаждения наблюдался равномерный поток по поперечному сечению. Компонент превзошел контрольные показатели производительности для использования в микротурбине мощностью 250 кВт.
Часто задаваемые вопросы (FAQ)
Каковы характеристики термической усталости турбинных колес из сплава Hastelloy X, изготовленных методом SLM?
Каким образом 3D-печать улучшает интеграцию каналов охлаждения в рабочих колесах?
Какая термообработка требуется после печати компонентов из сплава Hastelloy X?
Можно ли использовать сплав Hastelloy X для вращающихся и стационарных компонентов турбин?
Каков типичный срок изготовления турбинного колеса по индивидуальному заказу методом 3D-печати?
