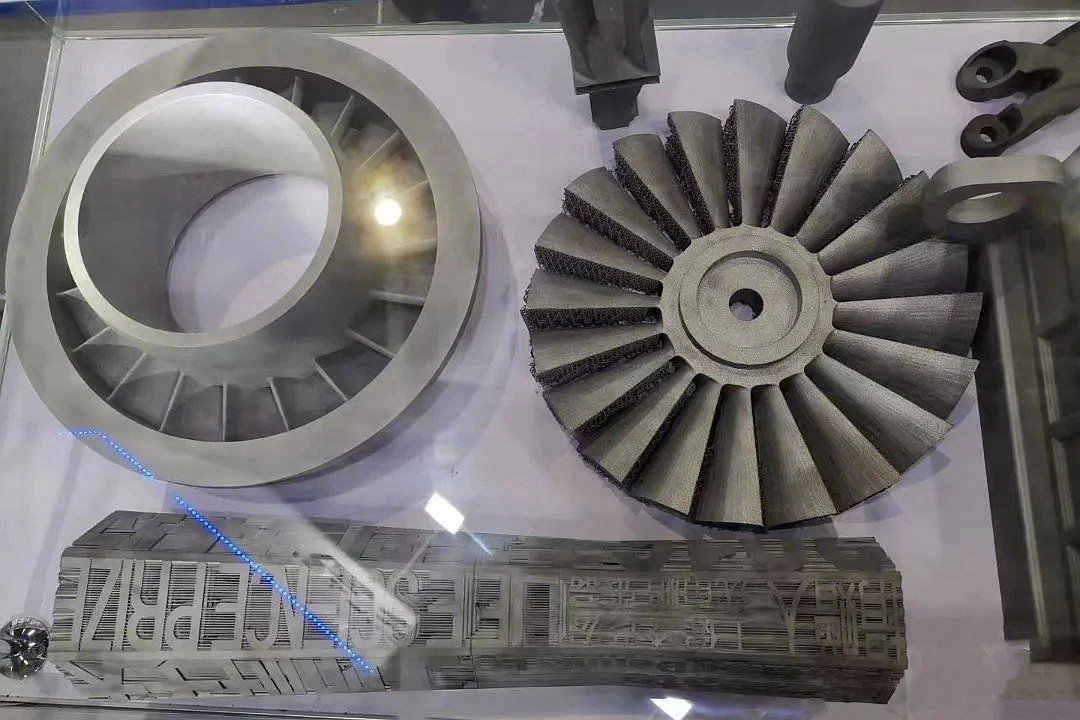
Hastelloy X Super Alloy 3D Printing Custom Turbine Wheel Components
Introduction to 3D Printing Hastelloy X Turbine Wheels
Hastelloy X is a nickel-chromium-iron-molybdenum superalloy designed for exceptional strength, oxidation resistance, and thermal stability at elevated temperatures. It is widely used in combustion-zone turbine parts, where heat resistance and fatigue performance are critical.
At Neway Aerotech, our Hastelloy X additive manufacturing services leverage Selective Laser Melting (SLM) to produce custom turbine wheel components with optimized airflow geometry, internal cooling channels, and net-shape efficiency.
Additive Manufacturing Process for Turbine Components
SLM Process Capabilities for Hastelloy X
Parameter | Value | Description |
|---|---|---|
Layer Thickness | 30–50 μm | Supports fine contours and blade edges |
Surface Roughness (as built) | Ra 8–15 μm | Post-processing improves flow and fatigue life |
Build Volume | Up to 250 × 250 × 300 mm | Suitable for single-stage turbine wheel designs |
Feature Accuracy | ±0.05 mm | Ensures profile tolerance and airfoil fidelity |
Post-Processing | HIP + Aging, CNC finishing | Required for fatigue and dimensional performance |
Why Hastelloy X Is Ideal for Turbine Wheels
Property | Value | Functional Benefit |
|---|---|---|
Operating Temperature | Up to 1175°C | Excellent for combustion-facing turbine sections |
Oxidation Resistance | Stable to 1150°C | Maintains surface integrity during thermal cycling |
Tensile Strength | >750 MPa at 1000°C | Retains strength under turbine loading conditions |
Thermal Fatigue Resistance | High | Withstands repeated ignition/shutdown cycles |
Weldability | Excellent in SLM | Allows repair and complex builds without cracking |
Material and Post-Treatment Strategy
Powder: Gas atomized Hastelloy X, D50 = 35 µm, spherical morphology.
Printing: SLM in argon chamber at 40 μm layer height for precision blade geometry.
Heat Treatment: HIP at 1160°C / 100 MPa for 4 hours; aging at 760°C to stabilize grain boundaries.
Machining: CNC finishing for bore concentricity, balancing surfaces, and hub interfaces.
Case Study: 3D Printed Hastelloy X Turbine Impeller for Power Generation
Project Background
A power turbine OEM required a custom turbine impeller for a high-efficiency microturbine project. The part required high-temperature creep resistance, tight blade tolerance, and integrated cooling holes that were not possible with traditional casting.
Manufacturing Workflow
Design: STL file included 17 airfoils with internal channels; max OD 120 mm; wall thickness 1.5 mm.
Printing: SLM at 40 μm layers using 350 W laser; inert chamber with O₂ < 100 ppm.
Post-Processing:
HIP and aging for strength.
Flow path polished to Ra ≤ 4 μm.
CMM inspection and X-ray ensured dimensional and internal quality.
Dynamic Balancing: Finished wheel balanced per ISO 1940 G2.5 standard.
Results and Verification
The 3D printed Hastelloy X turbine wheel passed 1000-hour thermal fatigue testing at 1100°C and 60,000 rpm. Airfoil deviation was under ±0.02 mm, and internal cooling channels showed uniform cross-sectional flow. The component exceeded performance benchmarks for use in a 250 kW microturbine.
FAQs
What is the thermal fatigue performance of SLM Hastelloy X turbine wheels?
How does 3D printing improve cooling channel integration in impellers?
What heat treatment is required after printing Hastelloy X components?
Can Hastelloy X be used for rotating and stationary turbine components?
What is the typical lead time for a custom 3D printed turbine wheel?
