How Inconel 738LC Metallic Heat Shields Are Manufactured for SGT5-4000F Gas Turbines
Inconel 738LC metallic heat shields, also called MHS tiles or metallic tiles, are critical replaceable hot-section components used in heavy-duty gas turbines such as the SGT5-4000F. These parts operate close to the combustion and hot gas path environment, where high temperature, oxidation, thermal cycling, vibration, and dimensional stability must be controlled at the same time.
For gas turbine maintenance teams, power plant operators, and spare parts procurement engineers, MHS tiles are not simple sheet metal covers. They are engineered superalloy components manufactured through a controlled route that may include vacuum casting, heat treatment, CNC machining, EDM, thermal barrier coating, and final inspection.
At NewayAeroTech, Inconel 738LC metallic heat shield manufacturing is typically planned as an integrated process rather than a single operation. The goal is to produce near-net-shape hot-section parts with stable geometry, accurate installation interfaces, reliable coating adhesion, and inspection records suitable for demanding gas turbine repair and replacement programs.


What Is the SGT5-4000F Gas Turbine?
The SGT5-4000F is an F-class heavy-duty gas turbine platform widely associated with large-scale power generation, combined-cycle power plants, and long-duration high-load operation. In these applications, turbine hot-section components must resist high gas temperatures, repeated thermal cycles, oxidation, and mechanical loading over extended service intervals.
Because the machine is used in utility-scale energy production, hot-section reliability directly affects plant availability, maintenance cost, outage planning, and spare parts inventory. Components such as combustion liners, transition pieces, vanes, blades, seal segments, and metallic heat shields are exposed to severe operating conditions and often require scheduled inspection or replacement.
For the SGT5-4000F, metallic heat shields are part of the hot-section protection system. Their role is to protect the underlying combustion or hot gas path structure from direct thermal exposure while maintaining fit, sealing, and mechanical stability during operation.
What Do Metallic Heat Shields Do in F-Class Gas Turbines?
Metallic heat shields are protective tiles installed in high-temperature zones of the gas turbine. They help isolate hot combustion gases from the base structure and reduce the thermal load transferred to surrounding components.
In practical gas turbine operation, MHS tiles perform several functions:
Shield the parent structure from direct hot gas exposure
Help control local heat flux in combustion and hot gas path areas
Reduce oxidation and thermal fatigue risk on protected structures
Maintain replaceable wear and heat protection surfaces during maintenance
Support long operating intervals when combined with suitable coating and inspection control
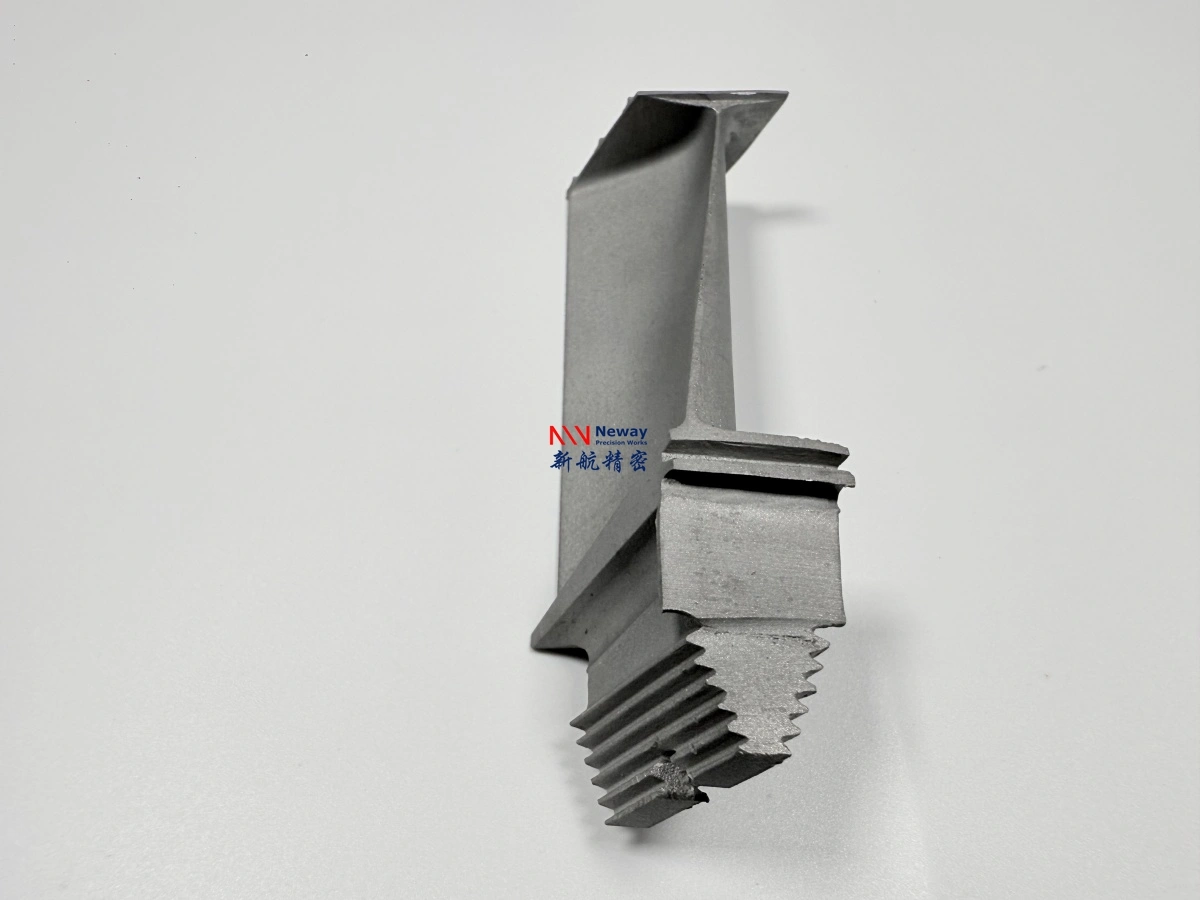
The geometry of a metallic heat shield may include curved gas-facing surfaces, local ribs, mounting features, back-side support structures, slots, holes, sealing edges, and coating-controlled surfaces. This combination makes the part difficult to manufacture by simple machining alone, especially when the material is a high-temperature nickel-based superalloy.
Why Inconel 738LC Is Used for Metallic Heat Shields
Inconel 738LC is a nickel-based casting superalloy commonly used for high-temperature static hot-section components. Compared with general-purpose nickel alloys, IN738LC provides a strong combination of high-temperature strength, oxidation resistance, hot corrosion resistance, and microstructural stability in demanding gas turbine environments.
For metallic heat shields, IN738LC is attractive because the component must resist thermal exposure while maintaining shape and structural integrity. The part is not only exposed to temperature; it also experiences thermal gradients, repeated start-stop cycles, coating-related stress, and local mechanical constraints from installation hardware.
NewayAeroTech supports Inconel alloy manufacturing for high-temperature components where casting quality, machining accuracy, post-processing, and inspection must be considered together. For broader nickel-based and cobalt-based hot-section materials, our Superalloys manufacturing capability covers vacuum casting and post-processing routes for custom high-temperature alloy parts.
Inconel 738LC vs Other Superalloys for Hot-Section Parts
Material selection for gas turbine heat shields depends on temperature, loading condition, part geometry, casting method, coating system, and repair strategy. IN738LC is often selected for cast static components, but it is not the only superalloy used in gas turbine hot-section programs.
Inconel 718 and Inconel 625 are widely used nickel alloys, but they are usually selected for different temperature ranges and manufacturing requirements. Inconel 718 is strong and commonly used for aerospace and industrial components, but it is generally not the first choice for the hottest static gas path tiles. Inconel 625 offers corrosion and oxidation resistance but is also typically used in applications where the temperature and strength requirements differ from IN738LC-class hot-section castings.
Rene Alloys and CMSX Series alloys are also associated with turbine hot-section components. Rene alloys may be used for high-performance turbine components, while CMSX materials are commonly linked to single crystal applications where creep resistance and crystal orientation are critical. For MHS tiles, the required structure is usually different from rotating single crystal blades, so equiaxed nickel-based casting alloys such as IN738LC can be a practical route.
Material Group | Typical Application Focus | Relevance to Metallic Heat Shields |
|---|---|---|
Inconel 738LC | High-temperature cast static hot-section parts | Strong candidate for gas turbine MHS tiles and heat shield structures |
Inconel 718 | High-strength nickel alloy parts, fasteners, structural components | Useful for many aerospace parts, but not always ideal for hottest cast heat shield tiles |
Inconel 625 | Corrosion-resistant nickel alloy components | Suitable for corrosion and oxidation applications, but application temperature and strength must be reviewed |
Rene Alloys | Advanced turbine hot-section components | Relevant for high-performance turbine programs and material comparison |
CMSX Series | Single crystal turbine blades and advanced hot-section parts | Important for single crystal components, but MHS tiles often follow a different casting strategy |
Manufacturing Route for Inconel 738LC Metallic Heat Shields
A complete Inconel 738LC metallic heat shield manufacturing route must balance casting feasibility, machining allowance, coating requirements, inspection access, and final assembly fit. A typical route includes vacuum casting for the near-net-shape blank, followed by heat treatment, CNC machining, EDM, TBC coating, and final inspection.
The manufacturing route can be summarized as follows:
Review 3D model, 2D drawing, turbine model, part number, and material specification
Plan casting direction, machining allowance, coating allowance, and inspection datum
Produce wax pattern and ceramic shell for vacuum investment casting
Cast the IN738LC heat shield blank under controlled vacuum conditions
Apply heat treatment according to the required material condition
Machine datum surfaces, installation faces, holes, sealing edges, and interface features
Use EDM for local slots, small holes, narrow features, and tool-access-limited geometry
Apply thermal barrier coating to reduce the base metal thermal load
Inspect dimensions, cracks, internal defects, coating quality, edges, holes, and final appearance
Prepare delivery documents according to the customer’s quality and maintenance requirements
Vacuum Casting for Near-Net-Shape MHS Tiles
Vacuum casting is used to produce the near-net-shape IN738LC metallic heat shield blank. This is important because the geometry of MHS tiles often includes curved hot-face surfaces, back-side ribs, local bosses, reinforced edges, and thin-wall areas that would be inefficient to machine completely from solid billet.
For static gas turbine heat shield components, Equiaxed Crystal Casting is commonly considered when the part does not require directional solidification or single crystal structure. This route can support complex cast geometries while keeping the process more suitable for static protective components than advanced single crystal blade manufacturing.
NewayAeroTech also provides Special Alloy Casting for high-temperature alloy parts where material control, casting feasibility, and downstream machining must be evaluated together. For IN738LC heat shields, casting planning should consider shrinkage, wall thickness, rib geometry, casting datum, machining allowance, and ceramic shell stability.
Heat Treatment for Structure and Performance Control
After casting, IN738LC metallic heat shields may require heat treatment to achieve the specified material condition and stabilize the microstructure. Heat treatment planning depends on the customer’s material standard, drawing requirement, and service expectations.
Superalloy Heat Treatment is important because hot-section components must maintain mechanical and thermal stability during service. For metallic heat shields, heat treatment may support precipitation strengthening, stress control, and performance consistency before final machining and coating.
Heat treatment should be coordinated with the full manufacturing process. If machining, EDM, or coating operations are performed after heat treatment, the process sequence must be reviewed to avoid distortion, uncontrolled residual stress, or surface condition issues that may affect final assembly or coating adhesion.
CNC Machining for Interface Accuracy
Casting creates the near-net-shape heat shield blank, but CNC machining is required for the features that control assembly and function. These may include mounting surfaces, positioning holes, sealing edges, datum faces, thickness-controlled areas, and local interfaces that must match the turbine hardware.
Because IN738LC is a difficult-to-machine nickel-based superalloy, machining must be planned with suitable tools, cutting parameters, fixture stability, and inspection control. Excessive cutting force, poor tool access, or insufficient fixture support can affect edge quality and dimensional accuracy, especially on thin-wall or curved heat shield structures.
NewayAeroTech provides Superalloy CNC Machining for high-temperature alloy components that require accurate post-casting finishing. For MHS tiles, CNC machining is typically focused on installation accuracy rather than removing large amounts of material from the entire part.
EDM for Slots, Holes, and Tool-Access-Limited Features
Some metallic heat shield features are difficult to machine with conventional cutting tools. Narrow slots, sharp internal corners, small holes, local recesses, and deep or obstructed features may require electrical discharge machining.
Superalloy Electrical Discharge Machining EDM is useful for IN738LC because the material is hard, heat resistant, and difficult to cut mechanically in certain geometries. EDM can process local features without relying on conventional tool pressure, which is helpful when the part has thin walls or sensitive cast structures.
For SGT5-4000F MHS tiles, EDM planning should be aligned with the drawing’s slot width, hole diameter, edge radius, recast layer control, and post-EDM cleaning requirements. If the part later receives TBC coating, EDM-processed surfaces and edges should also be reviewed for coating compatibility.
TBC Coating for Thermal Protection
Thermal barrier coating is often used on metallic heat shields to reduce the thermal load on the IN738LC base material. A suitable TBC system can improve thermal protection, oxidation resistance, and thermal fatigue performance when the coating is properly specified, applied, and inspected.
For gas turbine heat shields, coating quality is not only about appearance. Coating thickness, adhesion, coverage, edge condition, surface preparation, and local masking all affect service reliability. Poor coating control may lead to delamination, spalling, uneven heat transfer, or premature exposure of the base alloy.
When manufacturing IN738LC MHS tiles, the coating plan should define:
Bond coat and ceramic top coat requirements
Coating thickness range and tolerance
Masking areas for machined interfaces, holes, and sealing surfaces
Surface preparation before coating
Adhesion, visual, thickness, and defect inspection requirements
Inspection and Quality Control for IN738LC MHS Tiles
Inspection is critical for metallic heat shields because the part combines casting quality, machining accuracy, EDM features, and coating performance. A practical inspection plan should verify both the base component and the coated final part.
NewayAeroTech supports Superalloy Material Testing and Analysis for high-temperature alloy parts where material verification and process quality are important. For IN738LC MHS tiles, inspection may include dimensional inspection, surface defect inspection, internal defect inspection, coating inspection, and documentation review.
Inspection Area | Typical Control Point | Purpose |
|---|---|---|
Casting blank | Cracks, shrinkage, porosity, deformation, surface defects | Confirm the cast structure is suitable for machining and coating |
Dimensional features | Datum faces, mounting holes, sealing edges, thickness, profile | Ensure correct assembly fit in the turbine hardware |
EDM features | Slot width, hole size, edge quality, local geometry | Verify tool-access-limited features meet drawing requirements |
TBC coating | Thickness, adhesion, coverage, masking, surface defects | Confirm thermal protection quality before delivery |
Final documentation | Material records, inspection reports, process records as required | Support spare part approval, maintenance records, and supplier qualification |
Manufacturing Challenges for SGT5-4000F Metallic Heat Shields
SGT5-4000F metallic heat shields are challenging because they combine high-temperature material, complex cast geometry, precision interfaces, coating requirements, and service-critical inspection. A supplier must understand the complete part route, not only one process.
Common manufacturing challenges include:
Maintaining casting stability in thin-wall and ribbed structures
Controlling deformation between casting, heat treatment, machining, and coating
Keeping datum alignment between the cast blank and CNC machining setup
Producing small slots, holes, and edge features in IN738LC without damage
Protecting machined interfaces during TBC coating
Inspecting coated surfaces without overlooking base material defects
Meeting repair, replacement, and power plant outage timing requirements
These challenges explain why MHS tile manufacturing should be planned as a full supply chain solution. Casting, machining, EDM, coating, and inspection decisions must be made together from the quotation stage.
RFQ Checklist for Custom Inconel 738LC Gas Turbine Heat Shields
To prepare an accurate quotation for SGT5-4000F metallic heat shields or similar F-class gas turbine heat shield tiles, buyers should provide as much technical information as possible. This reduces uncertainty in casting tooling, machining allowance, EDM planning, coating control, and inspection cost.
A complete RFQ should include:
Gas turbine model, such as SGT5-4000F
Part name, part number, and revision level
3D CAD file in STEP, X_T, or other editable format
2D drawing with tolerances, datum references, coating notes, and inspection requirements
Material specification for IN738LC or acceptable equivalent standard
Required heat treatment condition
TBC coating standard, coating thickness, masking areas, and acceptance criteria
Required quantity for prototype, trial batch, and long-term maintenance demand
Inspection requirements such as CMM, X-ray, FPI, material testing, coating inspection, or FAI
Delivery schedule, outage timing, packaging, and documentation requirements
If the original OEM drawing is not available, the customer should provide a sample part, reverse engineering data, or a clearly defined inspection baseline. For hot-section components, unclear datum references or missing coating requirements can significantly affect manufacturing risk and quotation accuracy.
FAQ
What Gas Turbine Models Use Metallic Heat Shields Like SGT5-4000F MHS Tiles?
What Is the Function of Metallic Heat Shields in SGT5-4000F Gas Turbines?
Why Is Inconel 738LC Used for SGT5-4000F Metallic Heat Shield Tiles?
How Are SGT5-4000F Metallic Heat Shields Manufactured from Casting Blank to Finished Tile?
What Should Be Controlled Before Applying TBC Coating to Inconel 738LC Metallic Heat Shield Tiles?