MAR-M 509 / M-509
Material Introduction
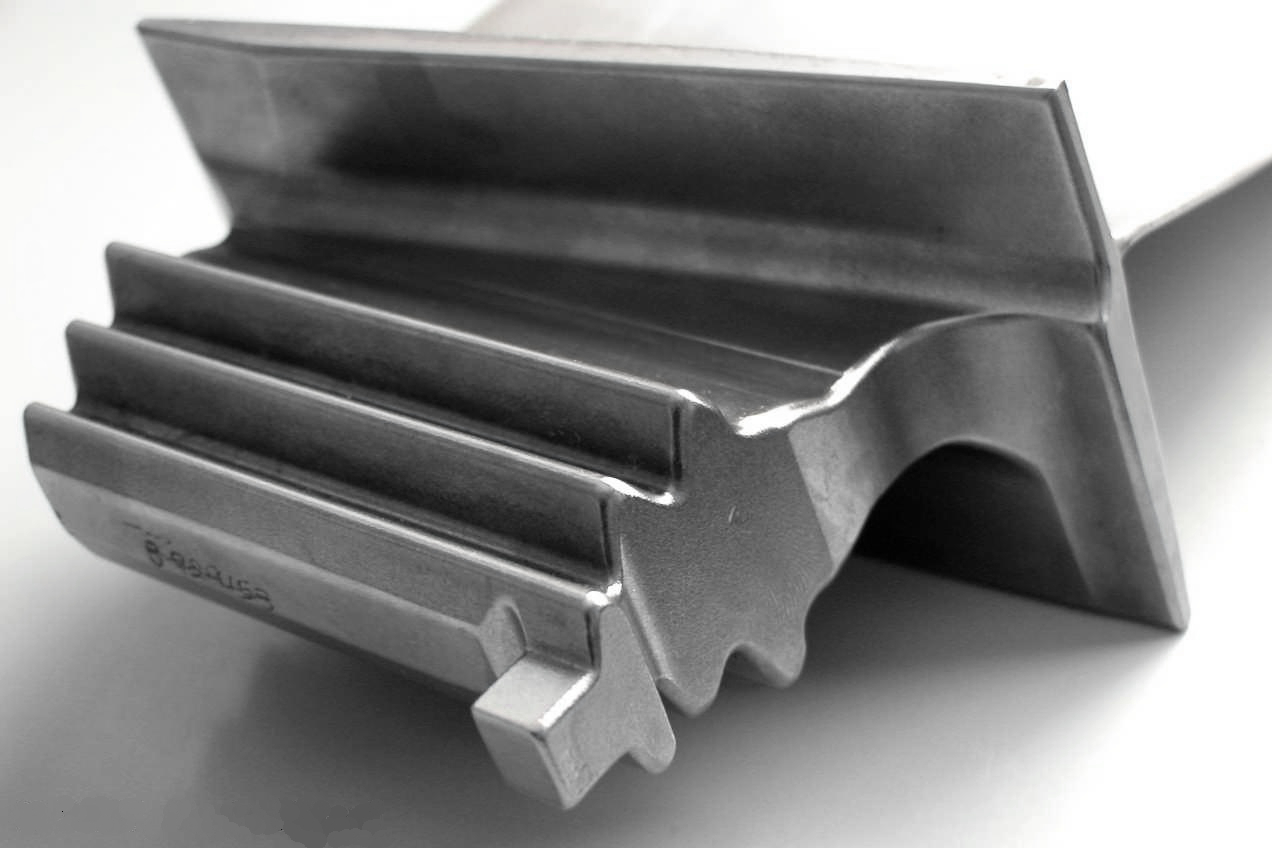
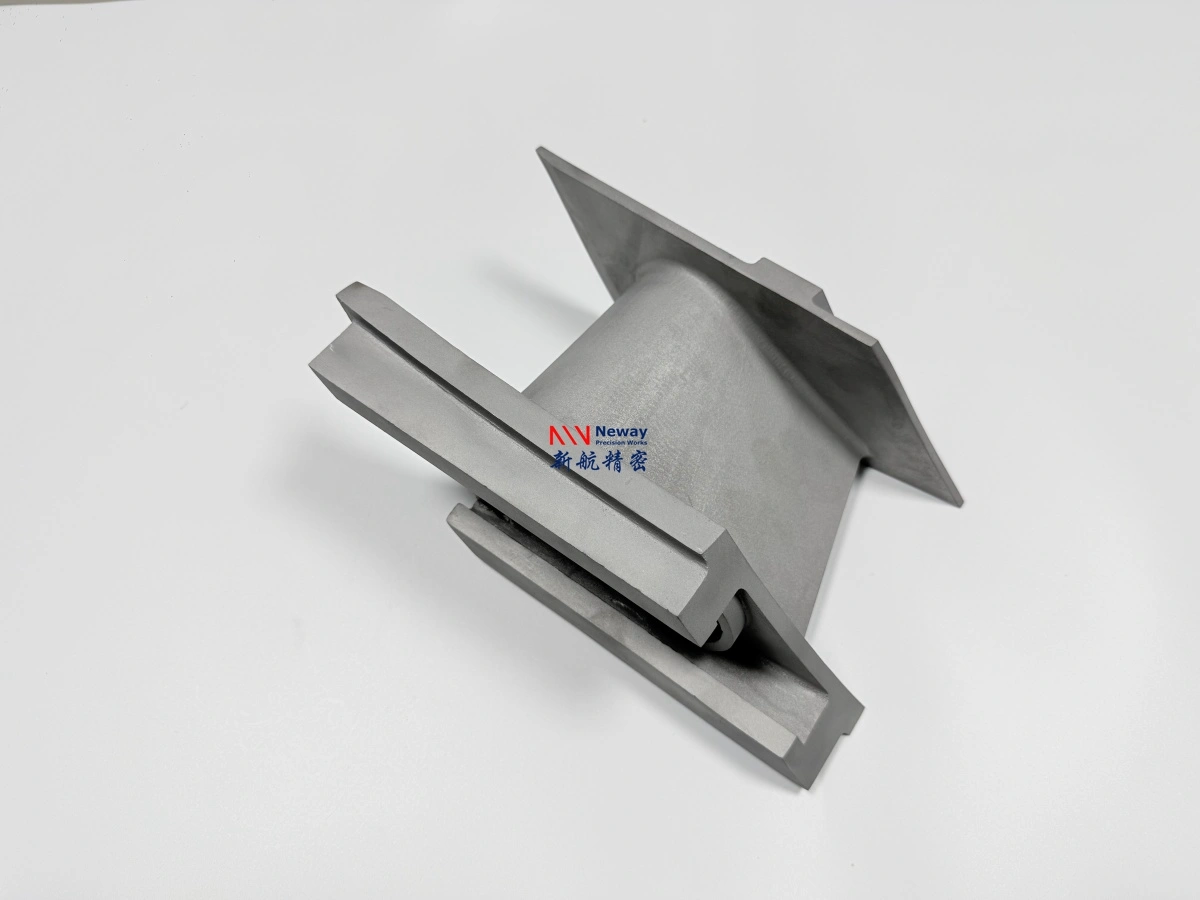
MAR-M 509, also written as M-509 or Mar-M-509, is a cobalt-based casting superalloy developed for gas turbine hot-section components. It is widely associated with nozzle guide vanes, stator vanes, vane segments, turbine guide hardware, and other stationary parts exposed to high-temperature combustion gas, oxidation, hot corrosion, thermal fatigue, and long-term service exposure.
For manufacturing projects, MAR-M 509 should be evaluated as a specialized cobalt-based alloy for turbine vane and nozzle casting applications. Its cobalt-chromium matrix provides high-temperature environmental resistance, while tungsten, tantalum, and carbon contribute to elevated-temperature strength and carbide strengthening. For turbine hot-section replacement projects, MAR-M 509 is typically produced through vacuum investment casting, followed by precision machining, EDM feature control, heat treatment, coating preparation, and inspection according to the customer drawing and turbine service requirements.
International Naming Table
Region / Standard | Naming / Designation |
|---|---|
Commercial / Gas Turbine Industry | MAR-M 509 / Mar-M-509 / M-509 |
Material Category | Cobalt-based casting superalloy |
Typical Component Reference | Nozzle guide vane, stator vane, vane segment, hot-section stationary part |
Primary Manufacturing Route | Vacuum investment casting / equiaxed casting |
Typical Service Position | Gas turbine hot gas path and stationary turbine hardware |
Comparable Alloy Family | ECY-768, FSX-414, X-45, X-40, Haynes 25 / L-605, Haynes 188 |
Alternative Material Options
MAR-M 509 is an important cobalt-based casting superalloy for turbine vane and nozzle applications. However, alternative selection should still be based on engineering equivalence rather than name similarity. The comparison should include chemical composition, casting route, service temperature, creep behavior, oxidation resistance, hot corrosion resistance, weld repair sensitivity, coating compatibility, and turbine service position.
Potential alternatives may include ECY-768, FSX-414, X-45, and Haynes 188 / HS-188 / UNS R30188, depending on whether the project prioritizes casting performance, weld repair behavior, oxidation resistance, hot corrosion resistance, or fabricated component requirements. For new turbine hot-section parts, special alloy casting can be used to manufacture cobalt or nickel-based components according to customer drawings and material specifications. Final substitute selection should always be approved by the customer, turbine owner, or engineering authority.
Design Intent of MAR-M 509
MAR-M 509 was designed for turbine hot-section components operating under high-temperature gas flow, oxidation, hot corrosion, thermal fatigue, and long-term service exposure. In gas turbines, nozzle guide vanes and stator vanes guide and accelerate combustion gas into the turbine stage while maintaining aerodynamic profile, platform alignment, sealing geometry, and structural integrity.
The design intent of MAR-M 509 is different from general-purpose cobalt alloys. It is selected for high-temperature environmental durability, creep resistance, carbide-strengthened microstructure, and dimensional stability in stationary hot gas path components. For turbine service, casting quality, grain structure, carbide distribution, surface condition, coating compatibility, and inspection control are essential to achieving reliable performance.
Chemical Composition (wt%)
Element | Typical wt% |
|---|---|
Co | Balance |
Cr | ~23.0–24.0 |
Ni | ~9.0–11.0 |
W | ~6.0–8.0 |
Ta | ~3.0–4.0 |
C | ~0.55–0.65 |
Ti | ~0.1–0.3 |
Zr | Minor addition |
Note: MAR-M 509 composition should be confirmed against the customer drawing, OEM material specification, casting specification, or material certificate before manufacturing.
Physical Properties
Property | Typical Reference |
|---|---|
Material Type | Cobalt-based casting superalloy |
Primary Manufacturing Route | Vacuum investment casting / equiaxed casting |
Strengthening Mechanism | Carbide strengthening and solid-solution strengthening |
Service Environment | High-temperature combustion gas and hot gas path exposure |
Oxidation Resistance | Good, supported by cobalt-chromium chemistry |
Hot Corrosion Resistance | Important for industrial gas turbine vane and nozzle duty |
Casting Behavior | Requires controlled melting, pouring, solidification, and inspection |
Mechanical Properties
Property | Engineering Relevance |
|---|---|
High-Temperature Strength | Helps maintain vane and nozzle geometry under hot gas loading |
Creep Resistance | Supports long-term dimensional stability in turbine hot-section exposure |
Thermal Fatigue Resistance | Important for start-stop cycles, platform stress, airfoil transitions, and trailing-edge areas |
Oxidation / Hot Corrosion Resistance | Required for combustion gas environments and long-term hot gas path service |
Castability | Suitable for complex stationary turbine geometries when process control is strong |
Repair Behavior | Repair should be evaluated based on service exposure, crack location, microstructure, and customer-approved procedure |
Material Characteristics
MAR-M 509 is characterized by a cobalt-chromium matrix, carbide-strengthened microstructure, good hot corrosion resistance, and strong high-temperature dimensional stability. Chromium improves oxidation and corrosion resistance, while tungsten and tantalum contribute to elevated-temperature strength. Carbon forms strengthening carbides, which are important for creep resistance, thermal fatigue behavior, and hot-section durability.
The alloy is especially useful for nozzle guide vanes, stator vanes, vane segments, and turbine hot-section parts that must preserve aerodynamic profiles, platform geometry, sealing surfaces, and structural integrity after long-term exposure. MAR-M 509 is generally selected when high-temperature environmental resistance is more important than low density. For service-exposed components, microstructure evolution, carbide condition, oxidation attack, surface cracking, coating degradation, and dimensional distortion should be reviewed before repair or replacement manufacturing.
Manufacturing Process Performance
MAR-M 509 is primarily associated with cast turbine components. For new production, vacuum investment casting is an appropriate route for complex hot-section geometries such as nozzle guide vanes, stator vanes, vane segments, seals, and other gas-path components. Vacuum casting helps control melt cleanliness, reduce oxidation, and support reliable solidification of cobalt-based superalloy castings.
After casting, precision finishing is usually required for datum surfaces, sealing faces, airfoil edges, mounting interfaces, cooling-related features, and assembly-critical surfaces. superalloy CNC machining can be used to achieve required tolerances on cast MAR-M 509 components. If the part includes cooling slots, grooves, difficult internal features, or high-precision local geometry, superalloy EDM may be used for controlled feature generation. Because vane and nozzle components are sensitive to internal defects, dimensional deviation, oxidation, and coating interface quality, inspection should be integrated from casting blank approval to final delivery.
Applicable Post-processing
MAR-M 509 components may require heat treatment, HIP, machining, EDM, coating preparation, welding evaluation, repair assessment, and inspection depending on the turbine model, drawing requirement, and service environment. superalloy heat treatment may be used to stabilize the casting microstructure and support high-temperature performance. For critical castings, Hot Isostatic Pressing (HIP) may be considered to reduce internal porosity and improve structural reliability.
Repair or refurbishment should be evaluated carefully. Welding, brazing, and local repair procedures must consider service exposure, crack sensitivity, carbide condition, filler material compatibility, preheating, post-weld heat treatment, and inspection requirements. If welding is required, superalloy welding procedures should be reviewed before repair. For turbine hot-section components, surface cleaning, coating allowance, dimensional allowance, and edge condition should also be controlled before applying Thermal Barrier Coating (TBC) or other protective coating systems. Final validation through material testing and analysis is recommended for high-value turbine components.
Common Applications
MAR-M 509 is used in turbine hot-section components requiring cobalt-based high-temperature performance. Typical applications include nozzle guide vanes, stator vanes, vane segments, turbine vane hardware, hot gas path seals, stationary gas turbine components, and aeroengine hot-section components. It is especially relevant where the part is exposed to high-temperature gas flow, oxidation, hot corrosion, thermal cycling, and long-term dimensional stability requirements.
In these applications, MAR-M 509 components must resist oxidation, hot corrosion, creep-related distortion, thermal fatigue cracking, and coating-related degradation. The alloy is suitable for stationary parts exposed to hot gas flow and high thermal stress, especially when cobalt-based environmental resistance is preferred. For replacement manufacturing, the original drawing, material specification, turbine model, coating requirement, inspection standard, operating history, and repair history should be reviewed before confirming MAR-M 509 or a substitute alloy.
When to Choose MAR-M 509
Choose MAR-M 509 when the application requires a cobalt-based casting superalloy for gas turbine nozzle guide vanes, stator vanes, vane segments, or other hot-section stationary components exposed to high-temperature combustion gas. It is most suitable when oxidation resistance, hot corrosion resistance, thermal fatigue resistance, creep strength, and casting manufacturability are more important than low material density or low material cost.
If MAR-M 509 is not available or the project requires a substitute, alternatives should not be selected by name similarity alone. ECY-768, FSX-414, X-45, and Haynes 188 may be considered only after comparing chemical composition, casting route, mechanical performance, service temperature, coating compatibility, repair behavior, and turbine operating conditions. For new components, the safest approach is to request the original material specification, drawing notes, heat treatment requirement, coating specification, inspection standard, and acceptance criteria before confirming manufacturability.
Engineering Selection Note
MAR-M 509 should be evaluated as a turbine engineering material rather than a general commercial cobalt alloy. For RFQ evaluation, customers should provide the 2D drawing, 3D model, material specification, turbine model, service position, quantity, coating requirement, cooling feature requirement, repair or new-build status, and inspection standard. This allows NewayAeroTech to determine whether MAR-M 509 casting, cobalt-based alternative casting, nickel-based superalloy casting, CNC machining, EDM, HIP, heat treatment, welding evaluation, TBC coating preparation, or material testing is most appropriate for the component.
Explore Related Blogs