Изолирующие экраны из сплава Stellite, напечатанные на 3D-принтере для высокотемпературных применени...
Введение
Сплавы Stellite известны своей выдающейся износостойкостью, окислительной стабильностью и механической прочностью при повышенных температурах, что делает их идеальным материалом для производства высокопроизводительных изолирующих экранов. В Neway AeroTech мы специализируемся на услугах 3D-печати для сплавов Stellite, поставляя сложные, долговечные, легкие изолирующие экраны, оптимизированные для аэрокосмических, энергетических и промышленных высокотемпературных применений.
Используя передовую технологию селективного лазерного плавления (SLM), Neway производит индивидуальные компоненты из Stellite с превосходными тепловыми и механическими характеристиками, обеспечивая надежность в экстремальных рабочих условиях.
Ключевые производственные задачи для изолирующих экранов из Stellite
Производство напечатанных на 3D-принтере изолирующих экранов из Stellite 6 и Stellite 21 представляет определенные задачи:
Управление остаточными напряжениями и минимизация деформации во время высокоэнергетических процессов послойного сплавления, вызванных низкой теплопроводностью сплава (11–14 Вт/м·К).
Достижение уровней плотности, близких к полным (>99,5%), для поддержания оптимальной механической прочности и предотвращения ранних усталостных разрушений.
Соблюдение размерных допусков в пределах ±0,05 мм, что критически важно для достижения совместимости сборки и обеспечения динамических характеристик.
Получение чистоты поверхности Ra ≤5 мкм, что необходимо для минимизации мест окисления и обеспечения более длительных межсервисных интервалов.
Процесс 3D-печати для изолирующих экранов из сплава Stellite
Наш аддитивный производственный процесс для тепловых экранов из Stellite включает:
Контроль качества порошка: Использование газоатомизированных порошков Stellite с размерами частиц от 15 до 45 мкм, обеспечивающее равномерное формирование слоев.
Селективное лазерное плавление (SLM): Контролируемое лазерное плавление в атмосфере аргона для устранения окисления и способствования формированию деталей высокой плотности.
Оптимизация процесса: Точная настройка скорости сканирования (~600–800 мм/с), мощности лазера (250–400 Вт) и шага штриховки (~0,1–0,13 мм) для баланса подводимой энергии и минимизации остаточных напряжений.
Удаление опор и обработка HIP: Удаление опор с последующей обработкой горячим изостатическим прессованием (HIP) при 1200°C и 100 МПа в течение 4 часов для устранения внутренних дефектов.
Прецизионная обработка на станках с ЧПУ: Достижение окончательной размерной точности ±0,01 мм и чистоты поверхности Ra ≤1,6 мкм на критических интерфейсах.
Термическая обработка: Применение отжига на твердый раствор при 1150°C с последующим охлаждением на воздухе для стабилизации микроструктуры и улучшения характеристик термической усталости.
Сравнение методов производства для изолирующих экранов из Stellite
Метод производства | Размерная точность | Чистота поверхности (Ra) | Термическая стабильность | Износостойкость | Экономическая эффективность |
|---|---|---|---|---|---|
3D-печать (SLM) | ±0,05 мм | ≤5 мкм | Превосходная (до 950°C) | Превосходная (HRC 43–55) | Средняя |
Вакуумное литье по выплавляемым моделям | ±0,1 мм | ≤3,2 мкм | Хорошая (до 800°C) | Хорошая | Средняя |
Обработка на станках с ЧПУ (из цельной заготовки) | ±0,01 мм | ≤0,8 мкм | Отличная (выше 950°C) | Хорошая | Высокая |
Стратегия выбора метода производства
Выбор правильного метода производства зависит от сложности детали, требований к производительности и стоимости:
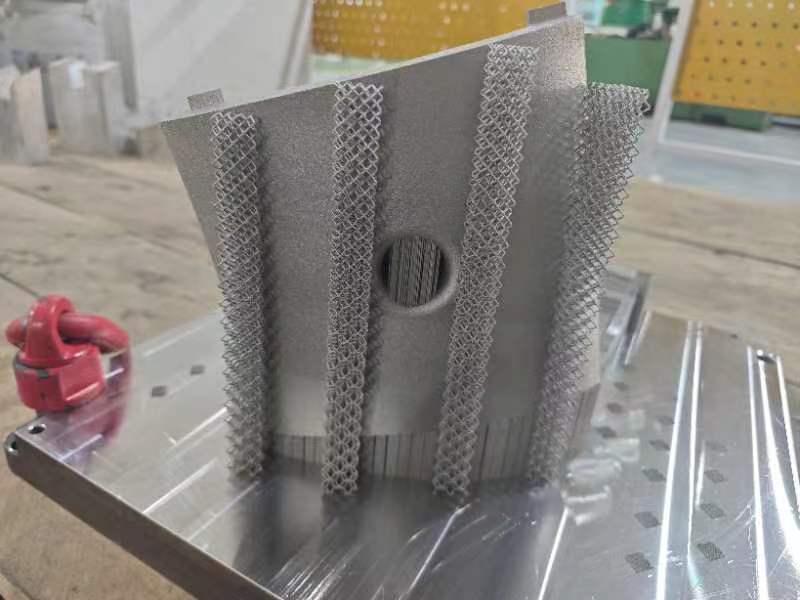
3D-печать (SLM): Лучший вариант для высокосложных и легких изолирующих экранов, требующих толщины стенок до 1,0 мм и сложных внутренних решетчатых структур.
Вакуумное литье по выплавляемым моделям: Более подходит для простых геометрий, допускающих размерные отклонения ±0,1 мм.
Обработка на станках с ЧПУ (из цельной заготовки): Идеально для сплошных экранов, требующих сверхвысокой точности (±0,01 мм), но за счет большего веса компонента.
Матрица характеристик сплавов Stellite
Материал сплава | Макс. рабочая темп. (°C) | Твердость (HRC) | Сопротивление ползучести | Окислительная стойкость | Типичные применения |
|---|---|---|---|---|---|
800 | 43–50 | Хорошее (до 600°C) | Отличная | Тепловые экраны, эрозионные барьеры | |
800 | 35–45 | Умеренное (ниже 500°C) | Отличная | Высокотемпературные экраны, конструкционные детали | |
850 | 48–55 | Хорошее (до 650°C) | Хорошая | Абразивостойкие изолирующие детали | |
800 | 42–48 | Хорошее (600°C непрерывно) | Отличная | Экраны роторов, износостойкие панели | |
780 | 35–42 | Умеренное (до 500°C) | Хорошая | Компоненты экранирования выхлопных систем | |
950 | 30–38 | Хорошее (до 700°C) | Отличная | Высокотемпературные конструкционные экраны |
Стратегия выбора сплава для изолирующих экранов
Выбор правильного сплава Stellite обеспечивает оптимальную тепловую защиту и срок службы:
Stellite 6: Стандартный вариант для изолирующих экранов, где необходима работа до 800°C, высокая износостойкость и коррозионная стойкость.
Stellite 21: Выбирается для применений, требующих хорошего баланса пластичности и окислительной стойкости с умеренными требованиями к ползучести.
Stellite 12: Рекомендуется для экранов, подверженных воздействию абразивных частиц и циклических термических нагрузок при температурах до 850°C.
Stellite 6B: Идеально подходит для вращающихся экранов или крышек, требующих сопротивления усталости и защиты от износа.
Stellite 20: Экономически эффективный вариант для экранирования выхлопных систем при умеренном тепловом и химическом воздействии.
Stellite 25: Предпочтительный вариант для аэрокосмической и энергетической отраслей, где критически важна высокотемпературная работа до 950°C с окислительной стойкостью.
Ключевые методы последующей обработки
Основные методы последующей обработки включают:
Горячее изостатическое прессование (HIP): Обеспечивает детали полной плотности (>99,9%) и улучшает усталостные характеристики за счет закрытия внутренних пор.
Прецизионная обработка на станках с ЧПУ: Точная доводка поверхностей и допусков для строгих требований сборки (±0,01 мм).
Термическая обработка: Отжиг на твердый раствор при 1150°C улучшает однородность микроструктуры и механическую надежность.
Поверхностное покрытие: Нанесение передовых TBC (теплозащитных покрытий) иногда расширяет термическое сопротивление за пределы 1000°C.
Методы испытаний и обеспечение качества
Все изолирующие экраны Neway AeroTech проходят строгую проверку по аэрокосмическим стандартам:
Координатно-измерительная машина (КИМ): Проверка размеров с точностью до ±0,005 мм.
Рентгеновский контроль: Неразрушающий контроль внутренней целостности и распределения пор.
Металлографическая микроскопия: Анализ микроструктуры на распределение карбидов и баланс фаз.
Испытания на растяжение: Проверка механических свойств, обеспечивающая заданную прочность и удлинение.
Пример из практики: Напечатанные на 3D-принтере изолирующие экраны из Stellite 6
Neway AeroTech произвела напечатанные на 3D-принтере изолирующие экраны из Stellite 6 для горячих секций турбинных двигателей:
Рабочая температура: Непрерывное воздействие до 800°C
Размерная точность: Сохранена ±0,05 мм для сложных свободных геометрий
Чистота поверхности: Достигнута Ra ≤4,5 мкм для минимизации мест окисления
Сертификация: Полное соответствие аэрокосмическим стандартам качества AS9100
Часто задаваемые вопросы
Почему сплавы Stellite подходят для напечатанных на 3D-принтере высокотемпературных изолирующих экранов?
Какие размерные допуски может обеспечить Neway AeroTech для напечатанных на 3D-принтере экранов из Stellite?
Как горячее изостатическое прессование (HIP) улучшает надежность напечатанных на 3D-принтере компонентов из Stellite?
Какие марки Stellite рекомендуются для изолирующих экранов, работающих выше 800°C?
Какие стандарты контроля качества использует Neway AeroTech для производства изолирующих экранов?
