تحديات الصب الفراغي والتصنيع باستخدام الحاسب الآلي لمكونات Inconel 713LC NGV2
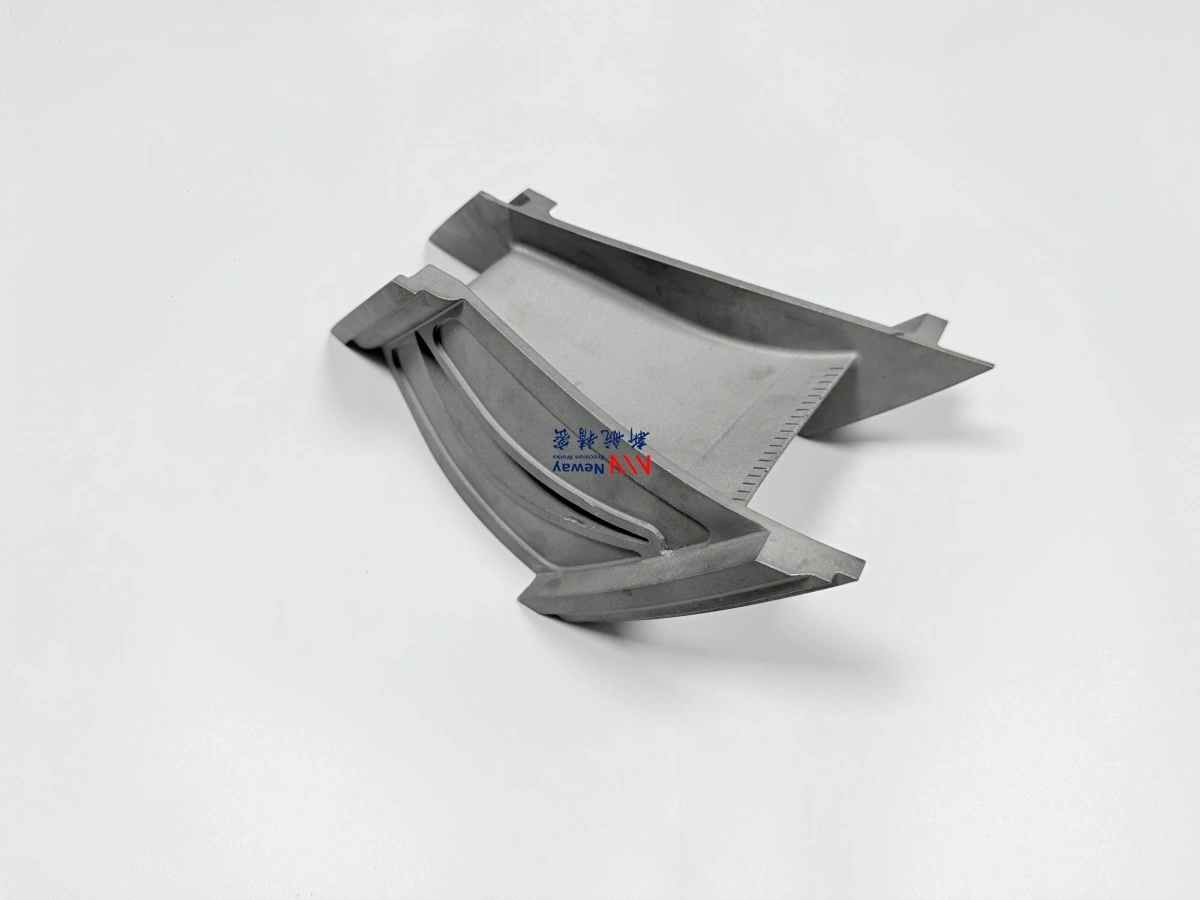
تُعد مكونات Inconel 713LC NGV2 أجزاءً حرجة في القسم الساخن تُستخدم في محركات التوربينات النفاثة الصغيرة، والمحركات التوربينية المروحية الصغيرة، والمركبات الجوية غير المأهولة (UAV)، ومركبات القتال الجوية غير المأهولة (UCAV). يشير مصطلح NGV2 عادةً إلى مرحلة دليل فوهة المرحلة الثانية (Nozzle Guide Vane Stage 2) أو ريشة دليل الفوهة للمرحلة الثانية، والتي تتحكم في اتجاه وسرعة وتوزيع ضغط الغاز عالي الحرارة قبل دخوله إلى مرحلة الدوار التوربيني التالية.
مقارنة بريش التوربينات الصناعية الكبيرة، غالبًا ما تكون مكونات NGV2 لمحركات الطائرات بدون طيار أصغر حجمًا وأرق وأكثر حساسية لانحراف ملف الجناح الهوائي. يخلق هندستها المدمجة تحديات كبيرة في عمليات الصب الاستثماري الفراغي، والتصنيع باستخدام الحاسب الآلي (CNC)، وفحص الملف الجناحي، والتحقق النهائي من الجودة.
بالنسبة لتصنيع مكونات Inconel 713LC NGV2، لا تكمن الصعوبة الرئيسية فقط في إنتاج قطعة الصب الخام. بل يتمثل التحدي الحقيقي في الحفاظ على ملف الجناح الهوائي، ومساحة الحلق، وارتفاع المنصة، وواجهة الختم، ودقة التثبيت بعد الصب الفراغي والتصنيع باستخدام الحاسب الآلي للسبائك الفائقة.

لماذا يصعب تصنيع هندسة NGV2
تتميز مكونات NGV2 بصغر حجمها وهويتها الديناميكية الهوائية وتعريضها لأحمال حرارية عالية. تتضمن هندستها عادةً حواف أمامية رقيقة، وحواف خلفية رقيقة، وأسطح أجنحة منحنية، ومنصات مدمجة، وممرات تدفق ضيقة، وواجهات تجميع محكمة. حتى الانحراف الصغير في ملف الريشة قد يؤثر على اتجاه تدفق الغاز وكفاءة التوربين ومطابقة المراحل.
ميزة NGV2 | تحدي التصنيع | المخاطر المحتملة |
|---|---|---|
الحافة الأمامية الرقيقة | سهلة التشوه أثناء الصب أو التشغيل الآلي | اضطراب تدفق الهواء، ارتفاع الحرارة المحلي |
الحافة الخلفية الرقيقة | صعبة الملء وعرضة للتكسر | انحراف الملف، تلف الحافة |
الجناح المنحني | يتطلب تحكمًا دقيقًا في نموذج الشمع والصب والفحص | زاوية تدفق غاز غير صحيحة |
المنصة الصغيرة | مساحة محدودة للتشغيل الآلي والتثبيت | خطأ في التموضع، اهتزاز، تشويه |
منطقة الحلق | حساسة للغاية لتباين الملف والتباعد | انخفاض كفاءة التوربين |
لهذا السبب يجب التعامل مع مكونات NGV2 كأجزاء دقيقة للقسم الساخن وليس مجرد صبوبات صغيرة عادية. يجب أن يأخذ مسار التصنيع في الاعتبار تشوه الصب، وسماح التشغيل الآلي، وتصميم التجهيزات، ومعيار الفحص، وسلامة السطح في آن واحد.
لماذا يُستخدم Inconel 713LC لمكونات NGV2
Inconel 713LC هي سبيكة فائقة قائمة على النيكل ومصنوعة بالصب، تُستخدم لمكونات التوربينات عالية الحرارة، بما في ذلك ريش دليل الفوهة، وريش التوربين، والأجزاء الثابتة الأخرى في القسم الساخن. توفر توازنًا قويًا بين القوة في درجات الحرارة العالية، ومقاومة الأكسدة، وملاءمة الصب للهندسات التوربينية الصغيرة المعقدة.
بالنسبة لمحركات توربينات UAV و UCAV، غالبًا ما يتم اختيار Inconel 713LC عندما يجب أن تتحمل المكونات تدفق الغاز عالي الحرارة، والدورات الحرارية، والأكسدة، والإجهاد الميكانيكي مع السماح بالصب شبه النهائي الشكل (near-net-shape). يمكن دعم قدرات المواد ذات الصلة من خلال سبائك Inconel عبر الصب الاستثماري الفراغي وتصنيع السبائك الفائقة الأوسع نطاقًا.
تحديات الصب الفراغي لأجزاء Inconel 713LC NGV2
يُعد الصب الفراغي مناسبًا لأجزاء NGV2 لأنه يمكنه تشكيل أجنحة هوائية معقدة، ومنصات، وحواف رقيقة، وهندسة قسم ساخن شبه نهائية الشكل. ومع ذلك، فإن صغر حجم وهيكل الجدران الرقيقة لمكونات NGV2 يجعل التحكم في الصب أمرًا صعبًا.
1. تشوه نموذج الشمع
يبدأ ملف الجناح الهوائي لأجزاء NGV2 من نموذج الشمع. إذا تشوه نموذج الشمع قبل بناء القشرة، فقد يحتوي الصب النهائي بالفعل على انحراف في الملف. بالنسبة لمكونات NGV2 الصغيرة لمحركات الطيران، حتى التشوه البسيط في الشمع يمكن أن يؤثر على منطقة الحلق واتساق ممر التدفق.
2. قوة القشرة الخزفية واستقرارها الأبعادي
يجب أن تدعم القشرة الخزفية الأجنحة الرقيقة والمنصات الصغيرة أثناء الحرق والصب. قد يتسبب عدم كفاية قوة القشرة في حدوث تشوه، بينما قد يؤثر سوء التحكم في القشرة على جودة سطح الجناح الهوائي وقابلية تكرار الأبعاد.
3. ملء الجدران الرقيقة
تتطلب الحواف الأمامية والخلفية لأجزاء NGV2 وأقسام الجناح الرقيقة تدفقًا مستقرًا للمعدن. يمكن أن يؤدي الملء غير المكتمل إلى نقص في الصب، أو لحام بارد، أو تكوين حواف ضعيفة. هذا مهم بشكل خاص لـ Inconel 713LC لأن درجة حرارة الصب، ودرجة حرارة القالب، وتصميم مسار التدفق يجب أن تُتحكم فيها بعناية.
4. الانكماش، المسامية، والتمزق الساخن
قد تحتوي ريش التوربينات الصغيرة على انتقالات محلية في السمك بين الجناح الهوائي والمنصة. هذه المناطق حساسة لمسامية الانكماش، ومسامية الغاز، والتمزق الساخن. يجب تخطيط نظام البوابات، وتصميم التغذية، ومسار التصلب لتقليل العيوب الداخلية.
5. التحكم في الحبيبات والبنية المجهرية
تتطلب مكونات NGV2 المستخدمة في بيئات القسم الساخن بنية مجهرية مستقرة وأداءً متسقًا في درجات الحرارة العالية. بالنسبة لمكونات الريش الثابتة، يُؤخذ الصب البلوري متساوي المحاور في الاعتبار عادةً عندما تتطلب المكونات أداء سبيكة فائقة مصبوبة دون متطلبات البلورة الأحادية أو التصلب الاتجاهي.
استراتيجية سماح التشغيل الآلي بعد الصب
ينشئ الصب الفراغي قطعة NGV2 شبه نهائية الشكل، لكن لا يزال التصنيع باستخدام الحاسب الآلي (CNC) مطلوبًا لأسطح التثبيت الدقيقة، وحدود المنصة، وواجهات الختم، والثقوب، والأخاديد، ومعالم المرجع. يجب التخطيط لسماح التشغيل الآلي قبل الصب.
قد يترك السماح القليل جدًا قشرة الصب، أو تشوهًا محليًا، أو عيوبًا سطحية على الأسطح الحرجة. يمكن أن يؤدي السماح الكبير جدًا إلى زيادة وقت التشغيل الآلي، وتآكل الأدوات، وخطر تشوه الجدران الرقيقة. بالنسبة لمكونات Inconel 713LC NGV2، يجب أن تأخذ استراتيجية السماح في الاعتبار ثلاثة عوامل:
انكماش الصب والتشوه المتوقع؛
معيار التشغيل الآلي وموقع التجهيز؛
معيار الفحص النهائي ومتطلبات ملف الجناح الهوائي.
تحافظ خطة تصنيع NGV2 القوية على محاذاة معيار الصب، ومعيار التشغيل الآلي، ومعيار الفحص. يقلل هذا من الخطأ التراكمي ويحسن الاتساق بين هندسة الصب، وواجهات التشغيل الآلي، ونتائج فحص الجناح الهوائي النهائية.
تحديات التصنيع باستخدام الحاسب الآلي لريش Inconel 713LC
يصعب تشغيل Inconel 713LC آليًا لأنه يحتفظ بقوته في درجات الحرارة المرتفعة ويمكن أن يسرع من تآكل الأدوات. بالنسبة لأجزاء NGV2 الصغيرة، يعد التصنيع باستخدام الحاسب الآلي أكثر تحديًا لأن المكون رقيق ومدمج وصعب التثبيت دون تشويه.
1. تآكل الأدوات وحرارة القطع
تولد السبائك الفائقة القائمة على النيكل قوى قطع وحرارة عالية أثناء التشغيل الآلي. يجب التحكم في تآكل الأدوات لتجنب سوء تشطيب السطح، والانحراف الأبعادي، والنتوءات (Burrs)، وتلف الحواف.
2. اهتزاز الجدران الرقيقة
قد تهتز أجنحة NGV2 الهوائية والمنصات أثناء التشغيل الآلي إذا لم يدعم التجهيز الجزء بشكل صحيح. يمكن أن يسبب الاهتزاز علامات الارتعاش، وانحراف الملف، وتلف السطح المحلي.
3. تشوه التثبيت
نظرًا لأن مكونات NGV2 صغيرة ورقيقة، فإن قوة التثبيت المفرطة قد تشوه الصب أثناء التشغيل الآلي. بمجرد إطلاقه من التجهيز، قد يرتد الجزء ويقع خارج نطاق التحمل المسموح به.
4. التحكم في النتوءات (Burrs)
يمكن أن تؤثر النتوءات على حواف المنصة، وثقوب التثبيت، وأوجه الختم، أو حدود ممر التدفق على التجميع وتدفق الهواء. يعد التحكم في النتوءات مهمًا بشكل خاص بالقرب من الحواف الأمامية والخلفية والفتحات الصغيرة.
5. اتساق المعايير المرجعية
يجب أن يتطابق معيار التشغيل الآلي مع استراتيجية الفحص. إذا لم تكن معايير التشغيل الآلي والفحص متوافقة، فقد يجتاز الجزء خطوة فحص واحدة لكنه يفشل في التجميع النهائي أو التحقق من ملف الجناح الهوائي.
متى قد يكون تفريغ الكهرباء (EDM) مطلوبًا
تتضمن بعض تصاميم NGV2 ثقوبًا صغيرة، وأخاديد ضيقة، وزوايا داخلية حادة، أو ميزات محلية يصعب تشغيلها بأدوات القطع التقليدية. في مثل هذه الحالات، يمكن استخدام تشغيل السبائك الفائقة بتفريغ الكهرباء (EDM) كعملية تكميلية.
يُعد EDM مفيدًا لمكونات السبائك الفائقة الصلبة لأنه لا يعتمد على قوة القطع التقليدية. ومع ذلك، يجب vẫn التحكم في ميزات EDM فيما يتعلق بطبقة إعادة الصب، والشقوق المجهرية، وحالة الحافة، وتشطيب السطح قبل الفحص النهائي أو الاستخدام في الخدمة.
فحص ملف الجناح الهوائي ومنطقة الحلق
بالنسبة لمكونات NGV2، يُعد التحكم في ملف الجناح الهوائي أحد أهم متطلبات الجودة. لا تحتاج الريشة فقط إلى التركيب الميكانيكي الصحيح؛ بل يجب أيضًا توجيه تدفق الغاز بشكل صحيح.
يجب أن يركز الفحص على الميزات التالية:
عنصر الفحص | الغرض |
|---|---|
ملف الجناح الهوائي | يؤكد تطابق سطح الريشة مع التصميم الديناميكي الهوائي |
الحافة الأمامية والحافة الخلفية | يفحص السمك، والكنتور، وسلامة الحافة |
منطقة الحلق | يتحقق من اتساق ممر تدفق الغاز |
ارتفاع المنصة | يضمن التجميع الصحيح ومحاذاة ممر التدفق |
أسطح التثبيت والختم | يؤكد الملاءمة مع غلاف المحرك أو المكونات المجاورة |
موضع الثقوب والأخاديد | يضمن دقة ميزات التجميع والوظيفية |
قد يتطلب الأمر فحص CMM، ومسح الملف، والقياس البصري، وتجهيزات مخصصة اعتمادًا على مستوى التحمل وتطبيق المحرك. بالنسبة لأجزاء القسم الساخن في صناعة الطيران، يجب أن يشمل الفحص أيضًا التحقق من المادة والعيوب من خلال اختبار وتحليل مواد السبائك الفائقة.
التحكم في جودة السطح والحواف
تُعد جودة السطح والحواف أمرًا حاسمًا لمكونات NGV2 الصغيرة للتوربينات. يمكن للنتوءات الحادة، ورقائق الحواف، وزوائد الصب، والشقوق المحلية، أو أسطح ممر التدفق الخشنة أن تؤثر على أداء المحرك وتقلل من موثوقية الخدمة.
تشمل نقاط التحكم الرئيسية:
نعومة الحافة الأمامية واتساق السمك؛
سلامة الحافة الخلفية بدون تكسر؛
إزالة النتوءات من حواف المنصة؛
استواء وتشطيب سطح الختم؛
حالة حافة الثقب؛
خشونة سطح ممر التدفق؛
عدم وجود شقوق مرئية بعد الصب والتشغيل الآلي.
بالنسبة لأجزاء محركات الطائرات بدون طيار الصغيرة، تعد جودة الحواف مهمة بشكل خاص لأن حجم الجزء صغير وقنوات تدفق الهواء مدمجة. قد تخلق نتوء صغير أو عدم تطابق في الملف تأثيرًا ديناميكيًا هوائيًا أكبر نسبيًا مما قد يحدث في مكون توربين صناعي كبير.
وثائق الجودة لأجزاء Inconel 713LC NGV2
يجب أن تتضمن حزمة تسليم NGV2 الكاملة أكثر من مجرد تقرير أبعادي. بالنسبة لمكونات محرك القسم الساخن، يُعد تتبع المنتج والتحقق منه أمرًا ضروريًا.
الوثيقة | الغرض |
|---|---|
تقرير المادة | يؤكد التركيب الكيميائي ودرجة المادة |
سجل المعالجة الحرارية | يؤكد حالة المعالجة الحرارية |
تقرير FAI | يتحقق من أبعاد القطعة الأولى والميزات الرئيسية |
تقرير فحص الأبعاد | يؤكد الأبعاد المشغولة آليًا وواجهات التجميع |
تقرير ملف الجناح الهوائي | يؤكد التحكم في السطح الديناميكي الهوائي ومنطقة الحلق |
تقرير NDT | يفحص الشقوق السطحية أو عيوب الصب الداخلية |
اعتمادًا على متطلبات المشروع، قد تتم إضافة FPI، والأشعة السينية، وفحص CT، وقياس CMM، والتحليل المعدني، واختبار الصلابة إلى خطة التحكم.
لماذا يهم دمج الصب والتصنيع باستخدام الحاسب الآلي والفحص
تتطلب مكونات NGV2 تنسيقًا وثيقًا بين الصب، والتشغيل الآلي، والفحص. إذا تم التعامل مع هذه الخطوات بشكل منفصل دون تخطيط مشترك للمعايير المرجعية، فقد يعاني المشروع من عدم تطابق بين الصب والتشغيل الآلي، أو سماح تشغيل آلي مفرط، أو انحراف في الملف، أو فشل في الفحص النهائي.
يمكن للمورد المتكامل التحكم في العملية من قطعة الصب الخام من Inconel 713LC إلى جزء NGV2 المشغل آليًا النهائي. يساعد هذا في تقليل مخاطر التصنيع، وتقصر حلقات التغذية الراجعة الهندسية، وتحسين الاتساق عبر دفعات النماذج الأولية والإنتاج.
بالنسبة لمشاريع محركات توربينات UAV و UCAV، يُعد هذا النهج المتكامل ذا قيمة خاصة لأن أجزاء القسم الساخن لمحركات الطيران الصغيرة غالبًا ما تتطلب تكرارًا سريعًا، وتحكمًا أبعاديًا دقيقًا، وأداءً موثوقًا للمواد.
قائمة مرجعية لطلب عرض سعر (RFQ) لتصنيع Inconel 713LC NGV2
لتقييم مشروع Inconel 713LC NGV2 بدقة، يوصى بالمعلومات التالية:
نوع المحرك أو منصة التطبيق، مثل النفاثة التوربينية للطائرات بدون طيار أو المروحة التوربينية الصغيرة؛
اسم الجزء، ورقم الجزء، ومعلومات مرحلة NGV؛
نموذج ثلاثي الأبعاد، ويفضل أن يكون بصيغة STEP أو X_T؛
رسم ثنائي الأبعاد مع التحملات وتحديد المعايير المرجعية؛
مواصفات المادة لـ Inconel 713LC؛
متطلبات المعالجة الحرارية؛
متطلبات الطلاء أو المعالجة السطحية، إن وجدت؛
متطلبات الفحص، بما في ذلك FAI، و FPI، والأشعة السينية، و CT، أو CMM؛
كمية النموذج الأولي والإنتاج؛
جدول التسليم ومتطلبات الوثائق.
الأسئلة الشائعة
ما هو NGV2 في محرك نفاث توربيني أو مروحة توربينية للطائرات بدون طيار؟
ما هي وظيفة ريشة دليل الفوهة للمرحلة الثانية في محركات الطيران الصغيرة؟
لماذا يُستخدم Inconel 713LC لمكونات NGV2 لمحركات الطائرات بدون طيار؟
كيف تُصنع أجزاء Inconel 713LC NGV2 عن طريق الصب الفراغي والتصنيع باستخدام الحاسب الآلي؟
ماذا يجب فحصه قبل تسليم أجزاء Inconel 713LC NGV2 لمحركات الطائرات بدون طيار؟
