ما الذي يجب فحصه قبل تسليم أجزاء Inconel 713LC NGV2 لمحركات الطائرات بدون طيار؟
ما الذي يجب فحصه قبل تسليم أجزاء Inconel 713LC NGV2 لمحركات الطائرات بدون طيار؟
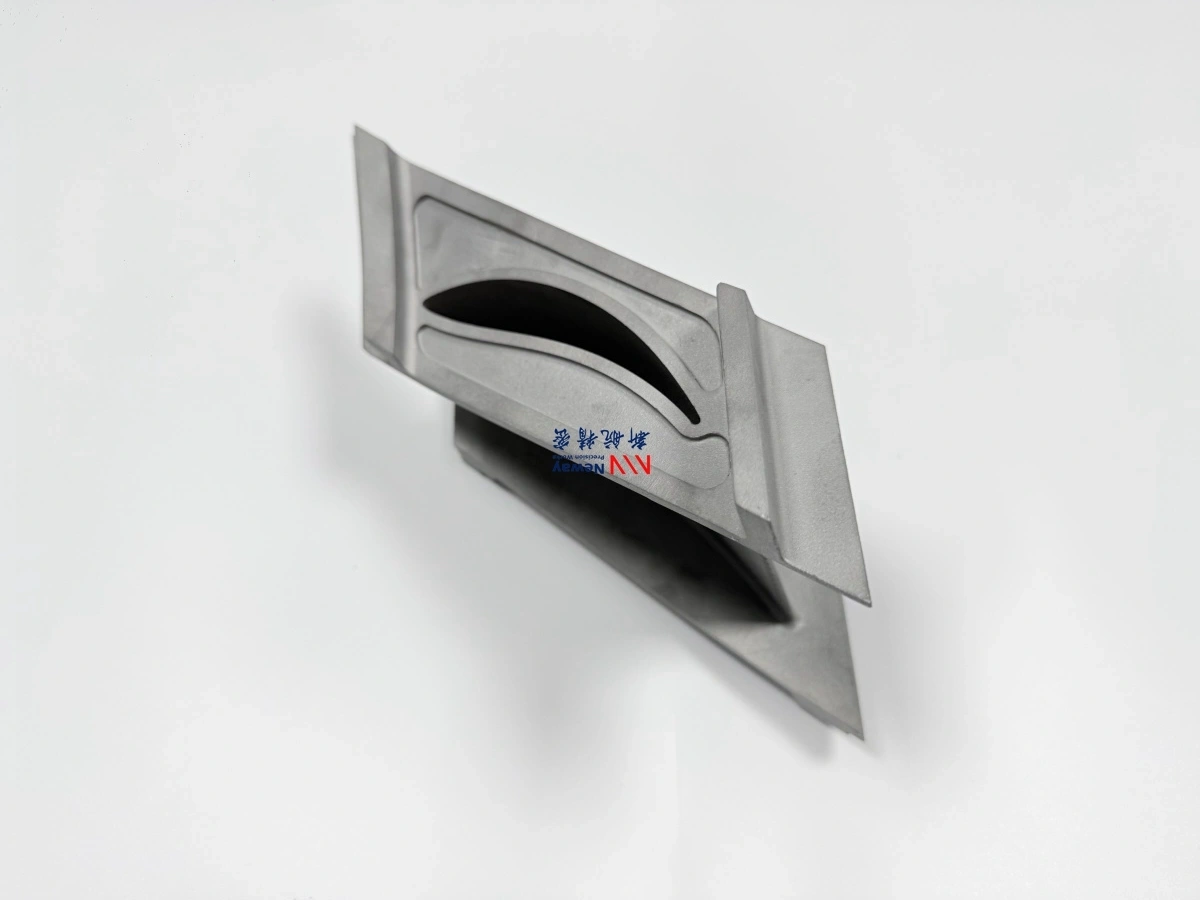
قبل تسليم أجزاء Inconel 713LC NGV2 لمحركات الطائرات بدون طيار، يجب على المورد فحص التحقق من المادة، عيوب الصب، الشقوق السطحية، ملف الجنيح (Airfoil profile)، مساحة الحلق (Throat area)، أبعاد المنصة، ميزات التثبيت، أسطح الختم، مواضع الثقوب، حالة المعالجة الحرارية، والوثائق النهائية. ونظرًا لأن مكونات NGV2 تعمل في القسم الساخن من التوربين، يجب أن يركز الفحص على كل من الدقة الأبعادية والموثوقية في درجات الحرارة العالية.
بالنسبة لريش توجيه فوهة العادم (Nozzle Guide Vanes) في محركات الطائرات النفاثة والمروحية التوربينية للطائرات بدون طيار، لا يقتصر مراقبة الجودة على التحقق من الأبعاد الخارجية. يجب على المورد التحقق مما إذا كانت مسبوكات الاستثمار الفراغي تلبي متطلبات العيوب، وما إذا كانت الميزات المشغولة تلبي تفاوتات التجميع، وما إذا كانت حالة المادة مناسبة للغازات الساخنة، والأكسدة، والدورات الحرارية، واختبار المحرك.
1. إجابة مباشرة: ما الذي يجب فحصه قبل التسليم؟
قبل التسليم، يجب فحص أجزاء Inconel 713LC NGV2 للتأكد من تركيب المادة، حالة المعالجة الحرارية، عيوب الصب الداخلية، الشقوق السطحية، ملف الجنيح، مساحة الحلق، أبعاد المنصة، مواضع الثقوب، أوجه الختم، نقاط المرجعية للتثبيت، حالة السطح، واكتمال الوثائق. تساعد هذه الفحوصات في تأكيد ملاءمة أجزاء NGV2 لتجميع قسم المحرك الساخن واختباره.
فئة الفحص | ما يجب فحصه | لماذا يهم لأجزاء NGV2 |
|---|---|---|
التحقق من المادة | التركيب الكيميائي، شهادة المادة، وحالة المعالجة الحرارية. | يؤكد أن الجزء مصنوع من مادة Inconel 713LC المطلوبة. |
فحص العيوب الداخلية | المسامية الغازية، انكماش المسامية، الشوائب، تمزقات الحرارة، وعيوب الصب غير الطبيعية. | يمنع العيوب الخفية من تقليل موثوقية القسم الساخن. |
فحص العيوب السطحية | الشقوق السطحية، شقوق الحواف، عدم استمرارية الصب، وأضرار التشغيل الآلي. | يقلل من خطر بدء الشقوق أثناء الدورات الحرارية. |
الفحص الأبعادي | المنصات، الثقوب، أوجه الختم، نقاط المرجعية للتثبيت، وميزات التجميع. | يضمن التوافق الصحيح مع الغلاف، خلوص الدوار، والمكونات المجاورة. |
فحص ملف الجنيح | ملف الريشة، الحافة الأمامية، الحافة الخلفية، شكل الممر، والانحراف عن نموذج CAD. | يتحكم في اتجاه تدفق الغاز وكفاءة التوربين. |
فحص مساحة الحلق | عرض الممر، مساحة التدفق الفعالة، والاتساق بين الريش. | يؤثر على معدل التدفق الكتلي، توزيع الضغط، ومطابقة مرحلة التوربين. |
الوثائق | تقرير الفحص الأول (FAI)، التقرير الأبعادي، تقرير الاختبارات غير الإتلافية (NDT)، تقرير المادة، سجل المعالجة الحرارية، وشهادة المطابقة (COC). | يدعم موافقة العميل على الجودة وإمكانية التتبع. |
2. كيف يجب إجراء التحقق من المادة؟
يجب أن يؤكد التحقق من المادة أن جزء NGV2 مصنوع من مادة Inconel 713LC المحددة أو مادة مكافئة معتمدة. قد يشمل ذلك مراجعة التركيب الكيميائي، التحقق من شهادة المادة، مراجعة سجل المعالجة الحرارية، اختبار الصلادة، تقييم البنية المجهرية، وتأكيد إمكانية التتبع.
يمكن لـ اختبار وتحليل مواد السبائك الفائقة دعم التحقق من السبيكة، مراجعة البنية المجهرية، تحليل العيوب، والتحقق من صحة المادة لمكونات التوربين في القسم الساخن. بالنسبة لأجزاء NGV2 لمحركات الطائرات بدون طيار، يعد هذا مهمًا بشكل خاص عندما سيتم استخدام الجزء لاختبار محرك النموذج الأولي، التحقق من الأداء، أو الإنتاج المتكرر.
فحص المادة | الغرض | الوثائق الموصى بها |
|---|---|---|
التركيب الكيميائي | يؤكد تطابق السبيكة مع متطلبات Inconel 713LC. | تقرير اختبار المادة أو تقرير تحليل التركيب. |
شهادة المادة | توفر إمكانية تتبع للسبيكة الخام أو دفعة الصب. | شهادة المادة أو تقرير مادة المورد. |
حالة المعالجة الحرارية | يؤكد أن الجزء خضع للعملية الحرارية المطلوبة. | سجل المعالجة الحرارية وتتبع الدفعة. |
مراجعة البنية المجهرية | يتحقق مما إذا كانت حالة الصب والمعالجة الحرارية مقبولة. | تقرير ميتالوغرافي عند الحاجة. |
اختبار الصلادة | يوفر مؤشرًا أساسيًا لحالة المادة واتساق العملية. | تقرير فحص الصلادة عند التحديد. |
3. ما هي عيوب الصب التي يجب فحصها؟
يجب فحص أجزاء Inconel 713LC NGV2 للتحقق من عيوب الصب مثل المسامية الغازية، مسامية الانكماش، الشوائب، تمزقات الحرارة، عدم اكتمال الصب، طيات السطح، حالة الحبيبات غير الطبيعية، والتشوه الموضعي. ونظرًا لأن أجزاء NGV2 تحتوي على أجنحة رقيقة، وممرات ضيقة، ومنصات، ومتطلبات خدمة في درجات حرارة عالية، يجب التحكم في عيوب الصب بعناية قبل التسليم.
عيوب الصب | التأثير المحتمل | طريقة الفحص |
|---|---|---|
المسامية الغازية | يمكن أن تقلل من مقاومة التعب وتخلق مناطق ضعيفة في الريشة أو المنصة. | الأشعة السينية، التصوير المقطعي المحوسب (CT)، أو مراجعة المقطع عند الحاجة. |
مسامية الانكماش | قد تقلل من السلامة الهيكلية في مناطق الانتقال من السميك إلى الرقيق. | الأشعة السينية، التصوير المقطعي المحوسب (CT)، أو فحص العيوب المستهدف. |
الشوائب | يمكن أن تخلق تركيزًا موضعيًا للإجهاد أو مواقع لبدء الشقوق. | الأشعة السينية، التصوير المقطعي المحوسب (CT)، الفحص البصري، أو التحليل الميتالورجي. |
تمزقات الحرارة | يمكن أن تسبب شقوقًا بالقرب من الأنصاف الأقطارية، المنصات، جذور الأجنحة، أو الحواف الرقيقة. | فحص الاختراق السائل الفلوري (FPI)، الفحص البصري، والفحص الموضعي المكبر. |
عدم اكتمال الصب أو الملء | قد يؤثر على الحواف الخلفية الرقيقة، المنصات المحلية، وهندسة ممر الريشة. | الفحص البصري، الفحص الأبعادي، ومسح الملف الشخصي. |
حالة الحبيبات غير الطبيعية | قد تؤثر على الأداء في درجات الحرارة العالية والاتساق. | الفحص الميتالورجي عند اشتراطه بالمواصفات. |
4. كيف يجب فحص العيوب السطحية؟
يجب أن يركز فحص العيوب السطحية على الشقوق، عيوب الحواف، عدم استمرارية الصب، أضرار الطحن، علامات التشغيل الآلي، الزوائد (Burrs)، وأضرار السطح الموضعية. يُستخدم فحص الاختراق السائل الفلوري (FPI) بشكل شائع للكشف عن الشقوق السطحية المكشوفة في مسبوكات ريش التوربين والأجزاء المشغولة للقسم الساخن.
بالنسبة لأجزاء Inconel 713LC NGV2، تعتبر العيوب السطحية حرجة بشكل خاص عند الحافة الأمامية، الحافة الخلفية، أنصاف أقطار الجنيح، انتقالات المنصة، حواف الختم، ميزات التثبيت، والثقوب المشغولة. هذه المناطق أكثر حساسية لإجهاد التعب الحراري، الاهتزاز، وتركيز الإجهاد أثناء تشغيل المحرك.
منطقة السطح | محور الفحص | لماذا يهم |
|---|---|---|
الحافة الأمامية | الشقوق، عيوب تشبه التآكل، عيوب الصب، وأضرار السطح. | تستقبل الغازات الساخنة وتؤثر على جودة دخول التدفق. |
الحافة الخلفية | شقوق الحواف الرقيقة، التشظي، عدم اكتمال الملء، أو أضرار التشغيل الآلي. | يؤثر على زاوية خروج الغاز وحساسية الشقوق. |
أنصاف أقطار الجنيح | تمزقات الحرارة، الشقوق المرتبطة بالانكماش، وتركيز الإجهاد. | يمكن أن تنمو شقوق نصف القطر أثناء الدورات الحرارية. |
انتقالات المنصة | شقوق الصب، علامات التشغيل الآلي، وعدم استمرارية السطح الموضعية. | مهم للدعم الهيكلي واستقرار التجميع. |
الثقوب والشقوق المشغولة | الزوائد، الشقوق الدقيقة، طبقة إعادة الصب الناتجة عن EDM، وحالة الحافة. | يؤثر على موثوقية التجميع وخطر بدء الشقوق. |
حواف الختم | الزوائد، الخدوش، الشقوق، وعيوب ملف الحافة. | يؤثر على التحكم في التسرب وملاءمة التجميع. |
5. ما هو الفحص الأبعادي المطلوب؟
يجب أن يتحقق الفحص الأبعادي من أبعاد منصة NGV2، أسطح التثبيت، ميزات نقاط المرجعية، مواضع الثقوب، أوجه الختم، واجهات الحلقة، سمك الجدار، والميزات الحرجة للتجميع. يُستخدم فحص آلة قياس الإحداثيات (CMM) بشكل شائع للميزات المشغولة، بينما يمكن للمسح ثلاثي الأبعاد دعم مراجعة الملف الشخصي والهندسة ذات الأشكال الحرة.
يجب التحقق بعناية من تشغيل السبائك الفائقة باستخدام CNC لأن التشغيل الآلي يتحكم في ميزات التثبيت والتجميع النهائية لجزء NGV2. إذا كانت أبعاد المنصة، الثقوب، أو نقاط المرجعية خارج نطاق التفاوت، فقد لا تصطف الريشة بشكل صحيح مع الغلاف، خلوص الدوار، أو مكونات التوربين المجاورة.
البند الأبعادي | ما يتحقق منه | طريقة الفحص |
|---|---|---|
أبعاد المنصة | يؤكد حجم المنصة الداخلية والخارجية، السمك، والملاءمة. | CMM، مقياس الارتفاع، قياس الملف الشخصي، أو المسح ثلاثي الأبعاد. |
أسطح التثبيت | يتحقق من الاستواء، الموضع، التوازي، وملاءمة التجميع. | CMM وفحص السطح. |
مواضع الثقوب | يتحقق من القطر، العمق، الموضع، والاتجاه. | CMM، مقياس الدبوس، القياس البصري، أو تجهيز مخصص. |
أوجه الختم | يتحقق من الاستواء، الملف الشخصي، حالة الحافة، وتشطيب السطح. | CMM، جهاز اختبار الخشونة، الفحص البصري، وفحص الملاءمة. |
نقاط المرجعية للتثبيت | يؤكد الأسطح المرجعية المستخدمة لتجميع المحرك. | CMM وتقرير فحص قائم على نقاط المرجعية. |
سمك الجدار | يتحقق من أن الأقسام الرقيقة والمنصات تلبي متطلبات التصميم. | الاختبار بالموجات فوق الصوتية، CT، مراجعة المقطع، أو القياس الميكانيكي حيث ينطبق. |
6. كيف يتم فحص ملف الجنيح ومساحة الحلق؟
يعتبر فحص ملف الجنيح ومساحة الحلق أمرًا حاسمًا لأن NGV2 يتحكم في اتجاه الغازات الساخنة، سرعتها، وتوزيع الضغط قبل دوار التوربين downstream. يجب التحقق من ملف الجنيح، الحافة الأمامية، الحافة الخلفية، زاوية الريشة، عرض الممر، ومساحة الحلق الفعالة مقابل الرسم أو نموذج CAD.
بالنسبة لريش توجيه فوهة العادم لمحركات الطائرات بدون طيار، حتى الانحرافات الصغيرة في الملف الشخصي يمكن أن تؤثر على كفاءة التوربين، استجابة الدفع، تحميل الدوار، والتوزيع الحراري. يمكن إجراء فحص الملف الشخصي عن طريق المسح ثلاثي الأبعاد، CMM، القياس البصري، القوالب، أو مقاييس مخصصة اعتمادًا على حجم الجزء ومتطلبات التفاوت.
بند فحص الجنيح | ما يتحكم فيه | لماذا يهم |
|---|---|---|
ملف الجنيح | جانب ضغط الريشة، جانب الشفط، وشكل السطح الديناميكي الهوائي. | يتحكم في اتجاه تدفق الغاز والكفاءة الديناميكية الهوائية. |
الحافة الأمامية | نصف قطر الحافة، الشكل، حالة السطح، والعيوب الموضعية. | يؤثر على دخول التدفق وحساسية الشقوق. |
الحافة الخلفية | سمك حافة الخروج، الاستقامة، وحالة الضرر. | يؤثر على زاوية خروج الغاز وانفصال التدفق. |
زاوية الريشة | اتجاه الريشة بالنسبة لمسار غاز المحرك. | يتحكم في زاوية تدفق مدخل الدوار ومطابقة المرحلة. |
مساحة الحلق | أقل مساحة ممر فعالة بين الريش. | يتحكم في معدل التدفق الكتلي، نسبة الضغط، استجابة سرعة التوربين، وأداء المحرك. |
اتساق الممر | التباين بين ممرات الريش المتجاورة. | يمنع تحميل الدوار غير المتكافئ والنقاط الساخنة الموضعية. |
7. متى يجب فحص ميزات EDM؟
إذا كان جزء NGV2 يتضمن ثقوبًا مشغولة بـ EDM، شقوقًا، فتحات ضيقة، أو ميزات يصعب تشغيلها آليًا، فيجب فحص هذه المناطق قبل التسليم. يجب أن يتحقق فحص EDM من الدقة الأبعادية، حالة الحافة، خطر طبقة إعادة الصب، الشقوق الدقيقة، الانسداد، الزوائد، والنظافة.
يمكن لـ تشغيل السبائك الفائقة بالتفريغ الكهربائي (EDM) إنتاج ميزات معقدة في Inconel 713LC، لكن التحكم غير السليم في EDM قد يترك أضرارًا سطحية أو طبقات إعادة صب غير مناسبة للدورات الحرارية. يجب مراجعة هذه المناطق بعناية إذا كانت قريبة من حواف الجنيح، مناطق التثبيت، أو الميزات عالية الإجهاد.
بند فحص EDM | ما يفحصه | لماذا يهم |
|---|---|---|
عرض الشق وموضعه | يؤكد أن هندسة الميزة المحلية تطابق الرسم. | يدعم وظيفة التجميع، التدفق، أو تخفيف الإجهاد. |
قطر وعمق الثقب | يتحقق من حجم الفتحة واكتمال التشغيل الآلي. | يمنع مشاكل التجميع أو الوظيفة. |
حالة الحافة | يتحقق من الحواف الحادة، الزوائد، الرقائق، أو الأضرار الناتجة عن الحرارة. | يقلل من خطر بدء الشقوق. |
خطر طبقة إعادة الصب | يحدد الطبقة السطحية الهشة المحتملة بعد EDM. | مهم لموثوقية التعب والدورة الحرارية. |
الميزات المسدودة | يؤكد أن الفتحات نظيفة وخالية من الرواسب. | يمنع انسداد التثبيت أو الوظيفة. |
8. كيف يجب التحقق من المعالجة الحرارية؟
يجب التحقق من المعالجة الحرارية عن طريق فحص مواصفات المعالجة الحرارية، سجل دفعة الفرن، درجة حرارة العملية، وقت الثبات، طريقة التبريد، وإمكانية تتبع الجزء. بالنسبة لأجزاء Inconel 713LC NGV2، يمكن أن تؤثر المعالجة الحرارية على استقرار البنية المجهرية، القوة في درجات الحرارة العالية، الاستقرار الأبعادي، ومقاومة التعب الحراري.
يجب ربط المعالجة الحرارية للسبائك الفائقة بالتحقق من المادة والفحص النهائي. إذا كان الجزء يحتوي على تفاوتات ضيقة للجنيح أو المنصة، فإن الفحص الأبعادي بعد المعالجة الحرارية مهم لأن هياكل الريش الرقيقة قد تتشوه أثناء المعالجة الحرارية.
9. ما هي وثائق التسليم التي يجب تضمينها؟
يمكن أن تتضمن وثائق التسليم لأجزاء Inconel 713LC NGV2 تقرير فحص أول قطعة (FAI)، تقرير الفحص الأبعادي، تقرير الاختبارات غير الإتلافية (NDT)، تقرير المادة، سجل المعالجة الحرارية، تقرير CMM، تقرير المسح ثلاثي الأبعاد، تقرير FPI، تقرير الأشعة السينية أو CT، وشهادة المطابقة. يجب تأكيد حزمة الوثائق الدقيقة خلال مراجعة طلب العرض السعر (RFQ) لأنها تؤثر على التكلفة، وقت التسليم، ومتطلبات القبول.
نوع المستند | ما يدعمه | الاستخدام الموصى به |
|---|---|---|
تقرير FAI | يؤكد أبعاد أول قطعة وجاهزية التصنيع. | النموذج الأولي، الدفعة الأولى، أو التحقق من الأدوات الجديدة. |
التقرير الأبعادي | يوثق نتائج المنصة، الثقب، وجه الختم، نقطة المرجعية، والأبعاد الحرجة. | أجزاء NGV2 الخاضعة للتحكم بالرسم. |
تقرير CMM | يوفر قياسًا دقيقًا للميزات المشغولة والقائمة على نقاط المرجعية. | مكونات الريش الحرجة للتجميع. |
تقرير المسح ثلاثي الأبعاد | يظهر ملف الجنيح والانحراف عن CAD. | هندسة الريش المعقدة والتحقق من مساحة الحلق. |
تقرير FPI | يوثق نتائج فحص الشقوق السطحية. | مسبوكات القسم الساخن وأجزاء السبائك الفائقة المشغولة. |
تقرير الأشعة السينية / CT | يوثق نتائج فحص العيوب الداخلية. | مسبوكات NGV2 عالية الموثوقية أو المشاريع المحددة من قبل العميل. |
تقرير المادة | يؤكد كيمياء السبيكة وإمكانية تتبع المادة. | المشاريع الخاضعة للتحكم بمادة Inconel 713LC. |
سجل المعالجة الحرارية | يؤكد مسار المعالجة الحرارية وتتبع الدفعة. | الأجزاء التي تتطلب حالة مادة خاضعة للتحكم. |
COC | يؤكد المطابقة للمواصفات المتفق عليها ومتطلبات الشراء. | الشحنة النهائية ووثائق جودة العميل. |
10. ما الذي يجب على المشترين تحديده قبل طلب أجزاء NGV2 المفحوصة؟
قبل طلب أجزاء Inconel 713LC NGV2 المفحوصة، يجب على المشترين تحديد معيار المادة، حالة المعالجة الحرارية، تفاوتات الرسم، متطلبات ملف الجنيح، حدود مساحة الحلق، متطلبات NDT، نطاق الفحص الأبعادي، حزمة الوثائق، الكمية، والغرض من اختبار المحرك. يساعد هذا المورد في التخطيط لمسار الفحص الصحيح قبل بدء الإنتاج.
متطلب المشتري | المدخلات الموصى بها | لماذا يهم |
|---|---|---|
متطلب المادة | Inconel 713LC، IN713LC، معيار العميل، أو مكافئ معتمد. | يحدد متطلبات التحقق من السبيكة وتقرير المادة. |
تفاوتات الرسم | الأبعاد الحرجة، التفاوتات العامة، نقاط المرجعية، GD&T، وملاحظات الفحص. | يحدد الفحص الأبعادي ومعايير القبول. |
الجنيح ومساحة الحلق | تفاوت الملف الشخصي، عرض الممر، زاوية الريشة، مساحة الحلق، ومتطلب مقارنة CAD. | يتحكم في أداء تدفق التوربين ومطابقة المرحلة. |
متطلبات NDT | FPI، الأشعة السينية، CT، مستوى القبول، وتنسيق التقرير. | يتحكم في قبول العيوب السطحية والداخلية. |
حزمة الوثائق | FAI، تقرير CMM، تقرير المسح ثلاثي الأبعاد، تقرير المادة، سجل المعالجة الحرارية، تقرير NDT، و COC. | يدعم مراجعة جودة العميل وإمكانية التتبع. |
مرحلة التطبيق | فحص الملاءمة، اختبار المحرك، التحقق من النموذج الأولي، أول قطعة، أو الإنتاج المتكرر. | يساعد في الموازنة بين نطاق الفحص، التكلفة، ووقت التسليم. |
11. الملخص
قبل تسليم أجزاء Inconel 713LC NGV2 لمحركات الطائرات بدون طيار، يجب على المورد فحص التحقق من المادة، حالة المعالجة الحرارية، عيوب الصب الداخلية، الشقوق السطحية، ملف الجنيح، مساحة الحلق، أبعاد المنصة، الثقوب، أوجه الختم، نقاط المرجعية للتثبيت، ميزات EDM، والوثائق النهائية. تساعد هذه الضوابط في تأكيد ملاءمة أجزاء NGV2 لتجميع قسم التوربين الساخن، اختبار المحرك، والتصنيع المتكرر.
يجب أن يجمع مورد فحص ريش التوربين الفضائي الموثوق بين اختبار المواد، فحص مسبوكات الاستثمار الفراغي، FPI، الأشعة السينية أو CT، قياس CMM، المسح ثلاثي الأبعاد، فحص ميزات CNC، مراجعة ميزات EDM، التحقق من سجل المعالجة الحرارية، ووثائق التسليم الكاملة. يجب على المشترين تحديد متطلبات الفحص قبل الإنتاج بحيث تلبي أجزاء Inconel 713LC NGV2 النهائية كل من المتطلبات الديناميكية الهوائية والمتطلبات الحرجة للتجميع.
