كيف يتم تصنيع أجزاء Inconel 713LC NGV2 عن طريق الصب الفراغي والخراطة CNC؟
كيف يتم تصنيع أجزاء Inconel 713LC NGV2 عن طريق الصب الفراغي والخراطة CNC؟
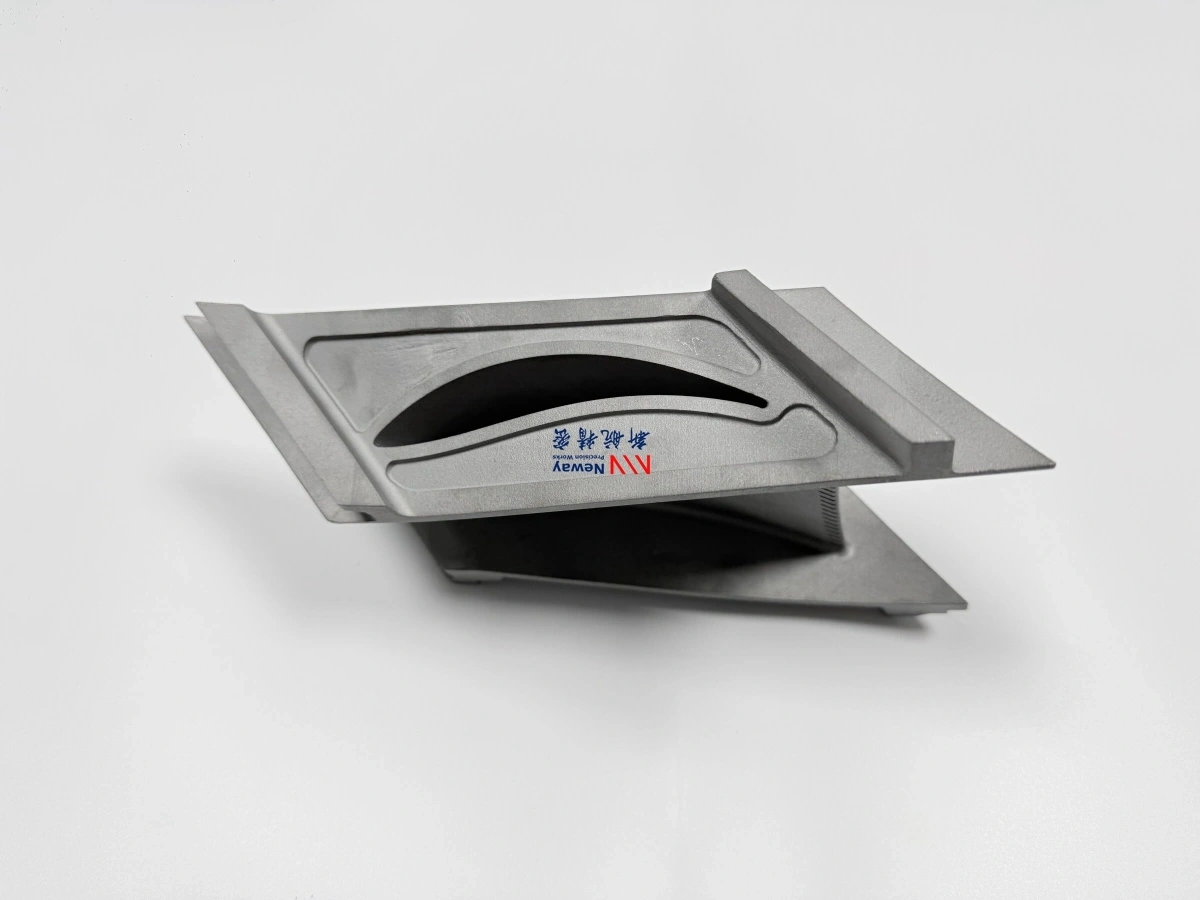
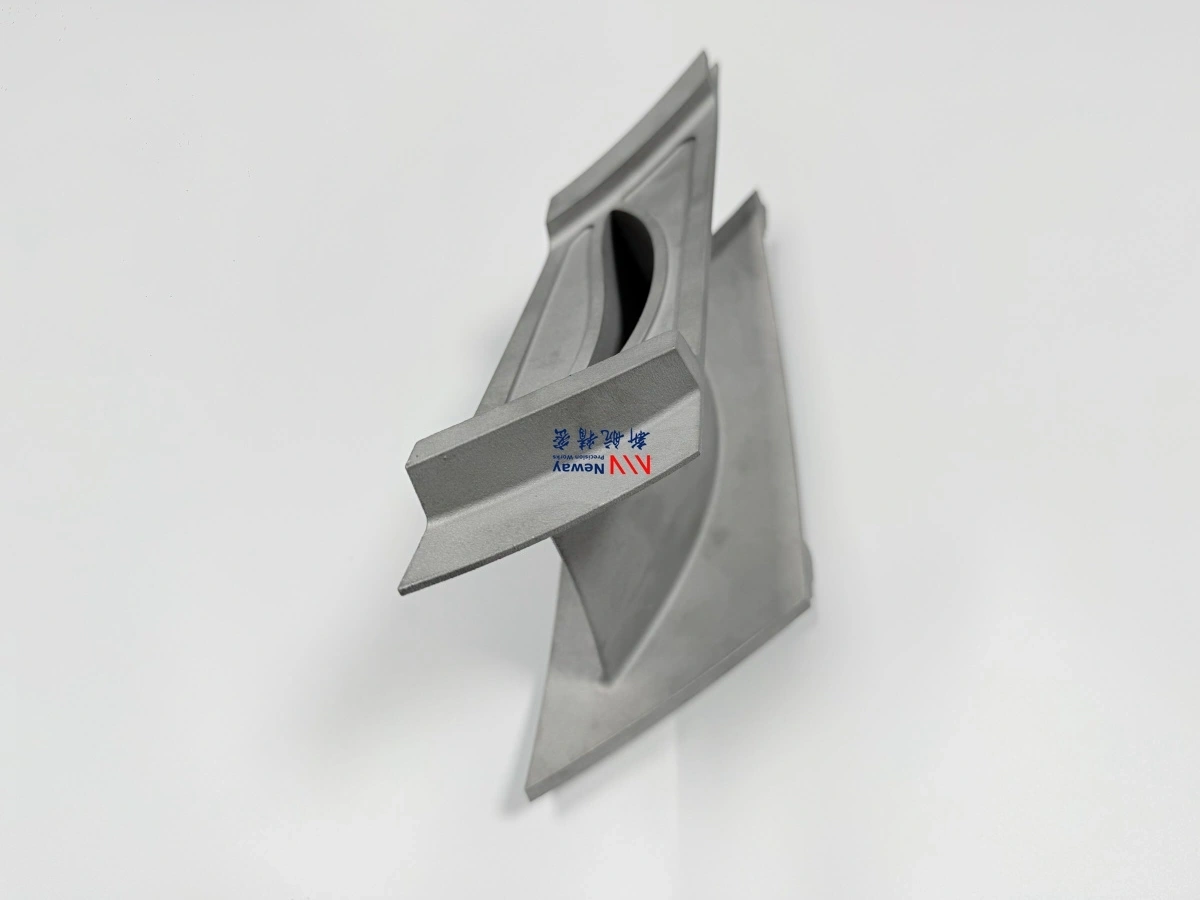
عادةً ما يتم تصنيع أجزاء Inconel 713LC NGV2 عن طريق إنتاج قطعة صب فراغي أولية قريبة من الشكل النهائي (near-net)، ثم استخدام الخراطة CNC لإنهاء المنصات الحرجة، وأوجه التثبيت، وحواف الإغلاق، والأسطح المرجعية، ومواضع الثقوب. بالنسبة لريش توجيه فوهة المحرك النفاث والتوربيني المروحي للطائرات بدون طيار، يجب أن تتحكم العملية في هندسة الجنيح، ومساحة الحلق، وجودة الصب ذات الجدران الرقيقة، وسماح التشغيل، والمعالجة الحرارية، والفحص النهائي معًا.
نظرًا لأن سبيكة IN713LC هي سبيكة فائقة قائمة على النيكل مصممة لدرجات الحرارة العالية، فإن تصنيع NGV2 أكثر تعقيدًا من صب أو تشغيل الفولاذ المقاوم للصدأ العادي. عادةً ما يجمع مسار العملية الموثوق بين مسبوكات الصب الاستثماري الفراغي، وإعداد القشرة السيراميكية المتحكم بها، والمعالجة الحرارية للسبائك الفائقة، والخراطة CNC الدقيقة، واستخدام التفريغ الكهربائي (EDM) المحتمل للملامح الصعبة، وفحص الأبعاد والعيوب بدقة.
1. إجابة مباشرة: كيف يتم تصنيع أجزاء Inconel 713LC NGV2؟
يتم تصنيع أجزاء Inconel 713LC NGV2 أولاً عن طريق صنع نموذج شمعي وقشرة سيراميكية، ثم صب سبيكة IN713LC فراغيًا في قطعة ريش قريبة من الشكل النهائي. بعد الصب، قد تخضع القطعة للمعالجة الحرارية، وتصحيح الأبعاد، والخراطة CNC، والتفريغ الكهربائي (EDM) للملامح المحلية، وفحص الجنيح، ومراقبة الجودة النهائية قبل التسليم.
خطوة التصنيع | الغرض الرئيسي | نقطة التحكم الرئيسية |
|---|---|---|
النموذج الشمعي | ينشئ شكل جنيح NGV2 القريب من النهائي، والمنصة، وهندسة الممر. | انكماش الشمع، ملف الجنيح، مساحة الحلق، وتكرار الريشة. |
القشرة السيراميكية | تشكل قالبًا قويًا لصب السبائك الفائقة. | قوة القشرة، تشطيب السطح، الاستقرار الحراري، والتحكم في التشوه. |
الصب الفراغي | ينتج قطعة صب Inconel 713LC NGV2 الأولية. | ملء الجدران الرقيقة، الانكماش، المسامية، التمزق الساخن، حالة الحبيبات، وسماح التشغيل. |
المعالجة الحرارية | تستقر بنية المادة وتدعم الأداء في درجات الحرارة العالية. | درجة الحرارة الخاصة بالمادة، وقت الثبات، طريقة التبريد، وسجل الدفعة. |
الخراطة CNC | تنهي المنصات، وأوجه التثبيت، وحواف الإغلاق، والنقاط المرجعية، والثقوب. | تصميم التجهيز، محاذاة النقاط المرجعية، تآكل الأدوات، التحكم في الزوائد، والتحكم في التحمل. |
الفحص | يتحقق من ملف الجنيح، ومساحة الحلق، والأبعاد، والعيوب، وجودة المادة. | آلة قياس الإحداثيات (CMM)، المسح الضوئي ثلاثي الأبعاد، فحص الاختراق السائل (FPI)، الأشعة السينية/التصوير المقطعي، تحليل المواد، وتقارير الأبعاد. |
2. كيف يتم التحكم في النموذج الشمعي والقشرة السيراميكية؟
يحدد النموذج الشمعي والقشرة السيراميكية الدقة الأولية لصب Inconel 713LC NGV2. بالنسبة لريش توجيه الفوهة، يجب أن يتحكم النموذج الشمعي في ملف الريشة، والحافة الأمامية، والحافة الخلفية، وهندسة المنصة، وملامح الحلقة الداخلية والخارجية، ومساحة الحلق بين الريشات المتجاورة.
تعتبر جودة القشرة السيراميكية مهمة بنفس القدر لأن القشرة يجب أن تحافظ على القوة والاستقرار الأبعادي أثناء الصب عالي الحرارة. إذا تشوهت القشرة أو تصدعت أو كانت جودة سطحها رديئة، فقد يظهر صب NGV2 النهائي تشوهًا في الجنيح، أو أسطحًا خشنة، أو تباينًا في السمك، أو أبعاد منصة غير صحيحة.
عنصر التحكم | لماذا يهم | محور التصنيع |
|---|---|---|
دقة النموذج الشمعي | يؤثر مباشرة على شكل الجنيح، وزاوية الريشة، ومساحة الحلق. | دقة الأدوات، سماح الانكماش، فحص النموذج، والتحكم في إصلاح النموذج. |
تجميع الشمع | يتحكم في تباعد الريشات، وتخطيط المصب، وتصميم تغذية الصب. | اتساق موضع التجميع وتجنب التشوه المحلي. |
قوة القشرة السيراميكية | يمنع تشقق القشرة أو تشوهها أثناء الصب. | سمك الطبقة، التحكم في التجفيف، مادة القشرة، وجودة الحرق. |
جودة سطح القشرة | تؤثر على سطح الصب النهائي والاستعداد للطلاء أو التشطيب. | جودة الطلاء الوجهي، التحكم في الملاط، ومنع التلوث. |
خطر تشوه الجنيح | هندسة الريشة الصغيرة حساسة للتشوه. | تصميم دعم الشمع، صلابة القشرة، وملاحظات القطعة الأولى. |
3. ماذا يجب التحكم فيه أثناء الصب الفراغي؟
أثناء الصب الفراغي، تشمل التحديات الرئيسية لأجزاء Inconel 713LC NGV2 ملء الجدران الرقيقة، ومسامية الانكماش، والمسامية الغازية، والتمزق الساخن، والتحكم في الحبيبات، وتشوه الجنيح، وسماح التشغيل. تكون هذه المخاطر أكثر خطورة في أجزاء NGV2 لمحركات الطائرات بدون طيار المدمجة لأن ممرات الريشة صغيرة وهندسة الجنيح حاسمة للأداء.
اعتمادًا على التصميم ومتطلبات الأداء، يمكن استخدام الصب البلوري متساوي المحاور لمكونات NGV للقسم الساخن الثابت حيث لا يتطلب الأمر بلورة أحادية أو تصلب اتجاهي. يجب اختيار مسار الصب بناءً على المادة، والهندسة، ودرجة حرارة الخدمة، وحدود العيوب، ومواصفات العميل.
مخاطر الصب | التأثير على NGV2 | طريقة التحكم |
|---|---|---|
عدم اكتمال ملء الجدار الرقيق | حواف ريشت غير مكتملة، أو منصات، أو ملامح ممر. | تصميم البوابة، درجة حرارة القالب، معاملات الصب، ومراجعة القطعة الأولى. |
مسامية الانكماش | ضعف داخلي أو رفض أثناء فحص الأشعة السينية/التصوير المقطعي. | تصميم التغذية، التحكم في التصلب، والتحقق من صحة العملية. |
المسامية الغازية | تقليل مقاومة التعب واحتمالية حدوث تسرب أو بدء تشققات. | التحكم في الفراغ، نظافة المصهور، جودة حرق القشرة، والفحص. |
التمزق الساخن | تشققات في زوايا الجنيح، أو انتقالات المنصة، أو الأقسام الرقيقة. | مراجعة الهندسة، التحكم في عملية السبيكة، تصميم القشرة، وفحص FPI. |
حالة الحبيبات | تؤثر على القوة في درجات الحرارة العالية وموثوقية الخدمة. | التصلب المتحكم به، معاملات الصب، والمراجعة المعدنية عند الحاجة. |
تشوه الجنيح | يغير زاوية الريشة، ومساحة الحلق، وكفاءة التوربين. | تعويض الأدوات، التحكم في التجهيز، وفحص الملف الشخصي ثلاثي الأبعاد. |
4. لماذا تُستخدم المعالجة الحرارية بعد الصب؟
قد تُستخدم المعالجة الحرارية بعد صب Inconel 713LC لاستقرار البنية المجهرية للسبيكة، ودعم الأداء في درجات الحرارة العالية، وتقليل الإجهاد المرتبط بالعملية، وتحسين الاتساق بين الدفعات. يجب أن تتبع حالة المعالجة الحرارية الدقيقة الرسم الهندسي، أو معيار المادة، أو مواصفات العميل، أو مسار العملية المعتمد.
تعد المعالجة الحرارية للسبائك الفائقة مهمة لمكونات NGV2 لأن الجزء النهائي يجب أن يقاوم الغازات الساخنة، والأكسدة، والإجهاد الحراري، والانحراف الأبعادي أثناء اختبار المحرك أو الخدمة. يجب دمج المعالجة الحرارية مع فحوصات الأبعاد لأن هياكل الريشة الرقيقة قد تكون حساسة للتشوه.
غرض المعالجة الحرارية | لماذا يهم لـ IN713LC NGV2 | متطلب التحكم |
|---|---|---|
استقرار البنية المجهرية | يدعم سلوك مادة القسم الساخن بشكل متسق. | درجة حرارة الفرن المتحكم بها، وقت الثبات، طريقة التبريد، والغلاف الجوي. |
تقليل الإجهاد | يقلل من خطر التشوه أو التشقق أثناء التشغيل والخدمة. | الدورة الحرارية الخاصة بالمادة والفحص ما بعد المعالجة. |
دعم خصائص درجات الحرارة العالية | يساعد في الحفاظ على القوة والاستقرار أثناء تشغيل المحرك. | إمكانية تتبع الدفعة وتوثيق العملية. |
الاستعداد للفحص | يؤكد بقاء الصب مستقرًا قبل التشغيل النهائي. | الفحص البصري، فحص الأبعاد، ومراجعة العيوب بعد المعالجة الحرارية. |
5. ماذا تتحكم الخراطة CNC في أجزاء NGV2؟
تتحكم الخراطة CNC في ملامح التجميع والوظائف الحرجة لأجزاء Inconel 713LC NGV2. بينما يشكل الصب الفراغي هندسة الريشة القريبة من النهائي، فإن الخراطة CNC مطلوبة لأسطح المنصة، وأوجه التثبيت، وحواف الإغلاق، والنقاط المرجعية لتحديد الموقع، ومواضع الثقوب، وأي ملامح يجب أن تلتزم بتحملات أضيق مما يمكن أن يوفره الصب.
تعد الخراطة CNC للسبائك الفائقة تحديًا لـ IN713LC لأن المادة صلبة، ومقاومة للحرارة، وصعبة القطع. يجب أن يعالج التحكم في العملية تآكل الأدوات، وتكون الزوائد، وتشوه الجدران الرقيقة، وسلامة السطح، ومحاذاة النقاط المرجعية بين عمليات الصب والتشغيل.
الملامح machined by CNC | الوظيفة على NGV2 | محور مراقبة الجودة |
|---|---|---|
أسطح المنصة | التحكم في التلائم مع الغلاف، أو الحلقة، أو هياكل الريشة المجاورة. | التسطيح، الملف الشخصي، السمك، وسماح التشغيل. |
أوجه التثبيت | دعم التركيب وتحديد موضع تجميع المحرك. | استراتيجية النقاط المرجعية، التعامد، التوازي، وتشطيب السطح. |
حواف الإغلاق | تقليل تسرب الغاز ودعم كفاءة المرحلة. | هندسة الحافة، التحكم في الزوائد، سلامة السطح، ومراجعة الخلوص. |
النقاط المرجعية لتحديد الموقع | تحديد نقاط مرجعية للفحص والتجميع. | توضع ثابت للتجهيز وقياس CMM قابل للتكرار. |
مواضع الثقوب | دعم التثبيت، أو تحديد الموقع، أو ملامح التجميع عند الحاجة. | قطر الثقب، الموضع، العمق، حالة الحافة، وإزالة الزوائد. |
6. متى يُستخدم التفريغ الكهربائي (EDM) لأجزاء Inconel 713LC NGV2؟
قد يُستخدم التفريغ الكهربائي (EDM) لأجزاء Inconel 713LC NGV2 عندما يتضمن التصميم فتحات ضيقة، أو ثقوبًا صغيرة، أو ملامح محلية حادة، أو مناطق يصعب الوصول إليها، أو ملامح غير عملية لأدوات القطع التقليدية. هذا شائع في مكونات توربينات السبائك الفائقة لأن المادة صعبة التشغيل وقد تكون الهندسة مدمجة.
يمكن لـ التفريغ الكهربائي EDM للسبائك الفائقة دعم تشغيل الملامح المحلية، ولكن يجب التحكم في جودة EDM بعناية. يجب فحص طبقة إعادة الصب، والشقوق المجهرية، وحالة الحافة، والبقايا، والدقة الأبعادية قبل قبول الجزء للاستخدام النهائي.
تطبيق EDM | لماذا يُستخدم EDM | محور الفحص |
|---|---|---|
فتحات ضيقة | قد لا تناسب الأدوات التقليدية أو قد تشوه الملامح الرقيقة. | عرض الفتحة، حالة الحافة، والتحكم في طبقة إعادة الصب. |
ثقوب صغيرة | صلابة IN713LC والهندسة المدمجة قد تجعل الحفر صعبًا. | القطر، الموضع، العمق، وفحص الانسداد. |
ملامح محلية حادة | يمكن لـ EDM إنشاء هندسة محلية لا يمكن للطحن إنتاجها بسهولة. | حالة الزاوية، فحص الشقوق، وسلامة السطح. |
مناطق يصعب الوصول إليها | قد تقيد هندسة NGV2 المعقدة وصول الأداة. | اكتمال الملامح، إزالة البقايا، والفحص البصري. |
7. كيف يتم إجراء فحص الجنيح؟
يتحقق فحص الجنيح مما إذا كان ملف ريشة NGV2، والحافة الأمامية، والحافة الخلفية، ومساحة الحلق، وهندسة المنصة تلبي متطلبات التصميم. نظرًا لأن NGV2 يتحكم في تدفق الغاز الساخن إلى دوار التوربين downstream، فإن فحص الجنيح هو أحد أهم خطوات الجودة في عملية التصنيع.
يمكن أن يشمل الفحص قياس CMM، والمسح الضوئي ثلاثي الأبعاد، والقياس البصري، ونماذج المقاطع، وقياس مساحة الحلق، والمقارنة مع نموذج CAD. يجب اختيار طريقة الفحص بناءً على متطلبات الرسم، وحجم الجزء، ومستوى التحمل، وما إذا كان المشروع للتحقق من النموذج الأولي أو للإنتاج المتكرر.
منطقة الفحص | ما الذي تتحقق منه | لماذا يهم |
|---|---|---|
ملف الجنيح | يؤكد شكل سطح الريشة وهندسة تحويل الغاز. | يؤثر على كفاءة التوربين وتحميل الدوار اللاحق. |
الحافة الأمامية | يتحقق من نصف قطر الحافة، وحالة السطح، وعيوب الصب. | يؤثر على دخول التدفق وحساسية التشقق. |
الحافة الخلفية | يتحقق من سمك الحافة، والاستقامة، والأضرار. | يؤثر على زاوية خروج الغاز وخطر انفصال التدفق. |
مساحة الحلق | يقيس عرض الممر ومساحة التدفق الفعالة. | يتحكم في تدفق الكتلة، وتوزيع الضغط، ومطابقة المرحلة. |
أبعاد المنصة | يؤكد التلائم مع الغلاف، والمكونات المجاورة، وملامح الإغلاق. | يدعم محاذاة التجميع والتحكم في التسرب. |
8. ما هي مراقبة الجودة النهائية المطلوبة؟
قد تتضمن مراقبة الجودة النهائية لأجزاء Inconel 713LC NGV2 الفحص البصري، و FPI، وفحص الأشعة السينية أو التصوير المقطعي، وقياس CMM، والمسح الضوئي ثلاثي الأبعاد، وتحليل المواد، واختبار الصلادة، ومراجعة سجل المعالجة الحرارية، وإعداد تقرير الأبعاد. يجب أن تتبع حزمة الفحص الدقيقة رسم العميل، أو متطلبات تطوير المحرك، أو مواصفات الشراء.
يمكن لـ اختبار وتحليل مواد السبائك الفائقة دعم تأكيد السبيكة، ومراجعة البنية المجهرية، وتقييم العيوب، وتحليل الفشل. بالنسبة لمكونات NGV2 لمحركات الطائرات بدون طيار، يجب أن يركز الفحص على الملامح التي تؤثر على موثوقية القسم الساخن وأداء التوربين، وليس فقط الأبعاد العامة.
عنصر QC | ما الذي يفحصه | متى يُوصى به |
|---|---|---|
الفحص البصري | عيوب السطح، الأضرار، الملامح غير المكتملة، الزوائد، والجودة العامة للعمل. | جميع أجزاء NGV2 قبل الشحن. |
FPI | الشقوق السطحية وعدم الاستمرارية. | الجنيحات الرقيقة، والزوايا، والمنصات، وانتقالات التشغيل الآلي. |
فحص الأشعة السينية / التصوير المقطعي | المسامية الداخلية، الانكماش، الشقوق، وعيوب الصب المخفية. | مسبوكات ريش التوربين عالية الموثوقية أو المشاريع المحددة من قبل العميل. |
فحص CMM | النقاط المرجعية machined، المنصات، أوجه التثبيت، مواضع الثقوب، والأبعاد الحرجة. | أجزاء NGV2 الخاضعة للتحكم بالرسم. |
المسح الضوئي ثلاثي الأبعاد | ملف الجنيح، اتساق الممر، والانحراف عن CAD. | هندسة الريشة المعقدة والتحقق من النموذج الأولي. |
اختبار المواد | كيمياء السبيكة، البنية المجهرية، الصلادة، وحالة المعالجة الحرارية. | المشاريع الخاضعة للتحكم بالمادة أو المتعلقة بالطيران. |
9. ماذا يجب أن يقدم المشترون لطلب عرض أسعار (RFQ) لتصنيع IN713LC NGV2؟
بالنسبة لطلب عرض أسعار (RFQ) لتصنيع Inconel 713LC NGV2، يجب على المشترين تقديم ملفات CAD ثلاثية الأبعاد، ورسومات ثنائية الأبعاد، ومعيار المادة، ومتطلبات المعالجة الحرارية، والكمية، ومعيار التحمل، ومتطلبات الجنيح أو مساحة الحلق، وتشطيب السطح، ومتطلبات الطلاء، ومعيار الفحص، وجدول التسليم المستهدف. إذا كان الجزء قيد التطوير، يجب على المشتري أيضًا توضيح ما إذا كان المكون مخصصًا لفحص التلائم، أو اختبار المحرك، أو التحقق من الأداء، أو التحضير للإنتاج.
معلومات RFQ | المدخلات الموصى بها | لماذا يهم |
|---|---|---|
ملف CAD ثلاثي الأبعاد | يفضل ملف STEP أو X_T. | يدعم أدوات الصب، وتخطيط التشغيل، وفحص الجنيح. |
رسم ثنائي الأبعاد | التحملات، النقاط المرجعية، تشطيب السطح، المادة، المعالجة الحرارية، وملاحظات الفحص. | يحدد معايير القبول ونقاط التحكم في التصنيع. |
معيار المادة | Inconel 713LC، IN713LC، معيار العميل، أو بديل معتمد. | يؤكد كيمياء السبيكة، مسار الصب، المعالجة الحرارية، والتوثيق. |
متطلب الجنيح | تحمل الملف الشخصي، مساحة الحلق، الحافة الأمامية، الحافة الخلفية، وحدود الممر. | يتحكم في أداء تدفق التوربين ومطابقة المرحلة. |
ما بعد المعالجة | المعالجة الحرارية، الخراطة CNC، EDM، الطلاء، التلميع، أو معالجة السطح. | يحدد مسار العملية الكامل والتكلفة. |
نطاق الفحص | FPI، الأشعة السينية، التصوير المقطعي، CMM، المسح الضوئي ثلاثي الأبعاد، تقرير المواد، FAI، أو COC. | يحدد مستوى مراقبة الجودة، ووقت التنفيذ، وحزمة التوثيق. |
الكمية ومرحلة المشروع | نموذج أولي، دفعة اختبار المحرك، قطعة أولى، دفعة تجريبية، أو كمية إنتاج. | يؤثر على استراتيجية الأدوات، والتحقق من صحة العملية، وسعر الوحدة. |
10. الملخص
يتم تصنيع أجزاء Inconel 713LC NGV2 عن طريق الجمع بين الصب الاستثماري الفراغي والخراطة CNC. تشكل عملية الصب جسم ريشة توجيه الفوهة القريب من النهائي، وممرات الجنيح، والمنصات، والهندسة المعقدة، بينما تتحكم الخراطة CNC في أوجه التثبيت الحرجة، وحواف الإغلاق، والنقاط المرجعية، ومواضع الثقوب، وملامح التجميع النهائية.
بالنسبة لتصنيع NGV المصبوب والمشغل حسب الطلب، تشمل الضوابط الرئيسية دقة النموذج الشمعي، وقوة القشرة السيراميكية، وجودة الصب الفراغي، والمعالجة الحرارية، والخراطة CNC، وملامح EDM، وفحص ملف الجنيح، وقياس مساحة الحلق، و FPI، والأشعة السينية/التصوير المقطعي، وفحص CMM، واختبار المواد. يجب على المشترين تقديم ملفات CAD كاملة، ورسومات، ومعايير مواد، ومتطلبات ما بعد المعالجة، ومتطلبات الفحص، والكمية، وتفاصيل تطبيق المحرك لدعم عرض سعر دقيق ومراجعة قابلية التصنيع.
