حلول الطحن والخراطة بالحاسوب (CNC) للسبائك الفائقة المخصصة لشواحن التوربو للسيارات
حلول التشغيل بدرجات الحرارة العالية لمكونات شواحن التوربو الدقيقة
تعمل شواحن التوربو للسيارات تحت ضغوط حرارية وميكانيكية قصوى، مما يتطلب مكونات مصنعة بدقة من سبائك فائقة الأداء. بدءًا من المكرهات (Impellers) وأغلفة التوربينات وصولاً إلى شفاطات العجل وعجلات الضاغط، يجب أن تتحمل هذه الأجزاء درجات حرارة تزيد عن 1000°م وسرعات دوران تتجاوز 100,000 دورة في الدقيقة، وهو ما يستلزم حلول طحن وخراطة بالحاسوب (CNC) فائقة الدقة.
تقدم شركة Neway AeroTech حلول تشغيل متقدمة بالحاسوب (CNC) لأجزاء شواحن التوربو المصنوعة من Inconel 625، وRene 41، وHastelloy X، وغيرها من السبائك الفائقة المسبوكة أو المطروقة والمصممة خصيصًا لأنظمة الاحتراق.
التقنيات الأساسية لتشغيل شواحن التوربو من السبائك الفائقة بالحاسوب (CNC)
يتطلب تشغيل مكونات شواحن التوربو استقرارًا وقابلية للتكرار ومعالجة عالية السرعة عبر أشكال هندسية ثلاثية الأبعاد معقدة وأجزاء ذات تناظر دوراني.
الطحن بالحاسوب (CNC) بخمسة محاور لعجلات التوربينات والمكرهات والأسطح الانسيابية المنحنية
الخراطة عالية الدقة بالحاسوب (CNC) لثقوب الأعمدة والأغلفة والشفاطات مع عدم تركيز ≤ 0.005 مم
أدوات مزودة بقنوات تبريد لتشغيل سبائك مقاومة للحرارة بسرعات دوران عالية (RPM)
مراكز طحن وخراطة متكاملة لعمليات الإعداد الواحد وتقليل وقت الدورة الإنتاجية
تلتزم جميع الأجزاء بمعايير ISO/TS 16949 و IATF 16949 الخاصة بتصنيع السيارات.
السبائك الفائقة الشائعة الاستخدام في مكونات شواحن التوربو للسيارات
السبيكة | أقصى درجة حرارة (°م) | إجهاد الخضوع (ميغاباسكال) | التطبيقات الشائعة |
|---|---|---|---|
980 | 827 | مشعبات العادم، عجلات التوربينات | |
980 | 950 | المكرهات، أقراص شواحن التوربو | |
1175 | 790 | أغلفة شواحن التوربو، حلقات الفوهات | |
920 | 1265 | أدلة الصمامات، ريش التوربو |
تقاوم هذه السبائك الزحف الحراري والأكسدة والإجهاد تحت ظروف الاحتراق الدوري.
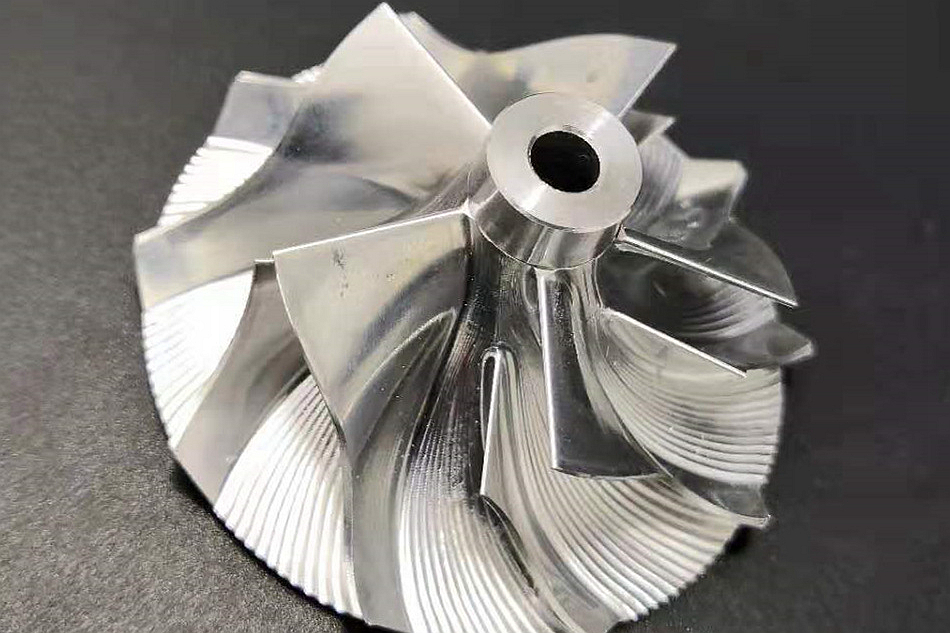
دراسة حالة: طحن وخراطة بالحاسوب (CNC) لمكرهات توربو من سبيكة Inconel 625
خلفية المشروع
طلب مورد سيارات من المستوى الأول (Tier 1) تشغيل مكرهات من Inconel 625 بالحاسوب (CNC)، تحتوي على 12 ريشة ملتوية، بقطر 60 مم وثقب محوري 20 مم. التسامحات المطلوبة: ±0.006 مم، وخشونة سطح Ra ≤ 0.4 ميكرومتر على أسطح الريش، وعدم تركيز ≤ 0.01 مم على واجهة توصيل العمود.
نماذج وتطبيقات مكونات شواحن التوربو النموذجية
المكون | المادة | الدقة | الصناعة |
|---|---|---|---|
مكرهة الضاغط | Rene 41 | ±0.005 مم | |
قرص توربين العادم | Inconel 625 | ±0.006 مم | |
غلاف المحمل | Hastelloy X | ±0.010 مم | |
محول شفة التوربو | Nimonic 90 | ±0.008 مم |
يتم التحقق من صحة جميع الأجزاء فيما يتعلق بالتوازن الكتلي، ومقاومة الإجهاد الحراري، والدقة الدورانية.
تحديات التشغيل بالحاسوب (CNC) لأجزاء شواحن التوربو من السبائك الفائقة
الحفاظ على عدم تركيز ±0.005 مم على الأعمدة المخروطة وواجهات التثبيت
تشطيب أسطح بخشونة Ra ≤ 0.4 ميكرومتر على контуرات الريش المنحنية
تآكل الأدوات والحمل الحراري أثناء التشكيل الأولي لسبائك صلبة مثل Rene و Nimonic
الحفاظ على سمك جدار ≤ 1.0 مم في مناطق التدفق عالي السرعة
كفاءة وقت الدورة الإنتاجية مع الحفاظ على السلامة الأبعادية في الإنتاج الدفعي
حلول التشغيل الدقيق لمكونات شواحن التوربو
تقلل مراكز الطحن + الخراطة من مناولة القطع وتحافظ على تركيز الثقب بالنسبة للشفة
تضمن استراتيجيات التصنيع بمساعدة الحاسوب (CAM) المعتمدة على ديناميكا الموائع الحسابية (CFD) تحسين الهندسة الانسيابية على ملفات المكرهات والموزعات
مراقبة تآكل الأدوات مع التغذية الراجعة للحفاظ على ±0.006 مم على الأقطار الحرجة
أدوات كربيدية مزودة بالتبريد لسبائك تصلبها أكثر من 40 HRC بمعدلات تغذية تصل إلى 400 مم/دقيقة
المعالجة الحرارية بعد التشغيل لتخفيف الإجهادات المتبقية وتثبيت صلابة السطح
النتائج والتحقق
طرق التصنيع
تم إنتاج الأجزاء من مسبوكات الفراغ وتم تشغيلها أوليًا باستخدام مخارط بالحاسوب (CNC). قدم التشطيب النهائي على آلات خماسية المحاور تسامحات في الملف أقل من ±0.006 مم وأنصاف أقطار للحواف أقل من 0.2 مم.
التشطيب الدقيق
تم تحقيق خشونة سطح Ra ≤ 0.4 ميكرومتر باستخدام تشطيب контуري باستخدام قواطع نهاية برميلية. تم خرط أسطح التثبيت لتكون مسطحة ضمن 0.01 مم من إجمالي القراءة (TIR).
المعالجة اللاحقة
ضمنت عملية الكبس المتساوي الضغط الساخن (HIP) والتخميل الاختياري السلامة الهيكلية ومقاومة التآكل. تلقت المكونات المعرضة لدورات حرارية قصوى طلاءات حاجزة حراريًا (TBC) حسب المواصفات.
الفحص
أكدت آلات القياس التنسيقي (CMM) محاذاة الثقوب وهندسة الملف. تحققت الأشعة السينية من جودة الصب الداخلي. فحص المجهر الإلكتروني الماسح (SEM) سلامة البنية المجهرية بعد التشغيل.
الأسئلة الشائعة
ما هي التسامحات التي يمكنكم تحقيقها لمكونات شواحن التوربو الدوارة؟
هل يمكنكم تشغيل أجزاء من Inconel و Rene في إعداد واحد؟
كيف تضمنون التوازن الحراري والتركيز في مكرهات شواحن التوربو؟
ما هو التشطيب السطحي المطلوب على ملفات الريش؟
هل تقدمون تشغيلًا دفعيًا لأجزاء شواحن التوربو على نطاق الإنتاج؟
