مكونات حفر عالية العمق من سبائك فائقة الجودة مُشكّلة بتقنية CNC
حفر فائق العمق للتطبيقات المتقدمة
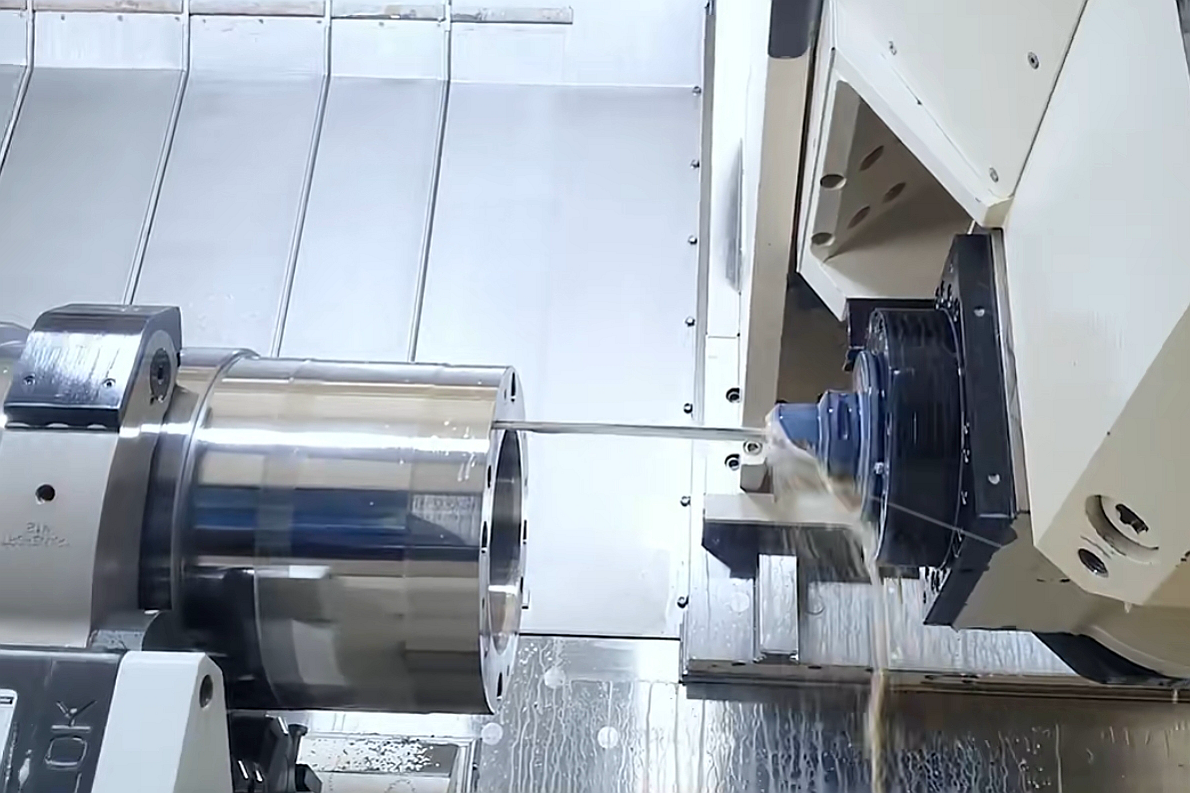
في أنظمة الطيران والفضاء والطاقة والدفاع الحرجة، تلعب المكونات ذات ميزات الحفر عالية العمق دورًا رئيسيًا في توزيع سوائل التبريد وحقن الوقود والتنفس الهيكلي. غالبًا ما تتجاوز هذه التجاويف نسبة 25×D، مما يتطلب عمليات تشكيل دقيق للسبائك الفائقة باستخدام CNC وعمليات حفر الثقوب العميقة لضمان السلامة الهيكلية تحت الأحمال الحرارية والميكانيكية القصوى.
تتخصص شركة Neway AeroTech في مكونات الحفر الطويلة باستخدام CNC المصنوعة من Inconel 718 وCMSX-4 وHastelloy X وRene 41 مع تجاويف دقيقة وثقوب موسعة وقنوات مائلة.
التكنولوجيا الأساسية لحفر CNC العميق في السبائك الفائقة
تتطلب ميزات الثقوب العميقة في السبائك الفائقة استقرار الأدوات والتحكم الحراري والمراقبة في الوقت الفعلي لمنع الانحراف.
الحفر بالبندق (Gun drilling) والحفر بواسطة أنبوب بورينغ (BTA boring) لأعماق ثقوب تزيد عن 25×D مع تبريد داخلي
تشكيل دقيق بخماسي المحاور (5-axis CNC machining) لميزات الدخول المائلة
استراتيجيات الحفر الدوار والحفر المتقطع (Peck drilling) للتحكم في إخراج الرايش
أدوات كربيدية مغذية بسائل التبريد مصممة لظروف قطع تصل إلى 1000 درجة مئوية
يتم التحكم في جميع العمليات وفقًا لمعايير ISO 10791 و NADCAP.
مواد السبائك الفائقة النموذجية للحفر عالي العمق
السبيكة | الحد الأقصى لدرجة الحرارة (°C) | إجهاد الخضوع (MPa) | حالة الاستخدام |
|---|---|---|---|
704 | 1035 | أنابيب تنفس محركات الطائرات النفاثة | |
1140 | 980 | تجاويف بطانة التوربينات | |
980 | 950 | أجسام ضغط الصواريخ | |
1175 | 790 | قنوات مقاومة للحرارة |
هذه السبائك مُحسّنة لمقاومة الإجهاد الحراري والزحف والاستقرار الأبعادي.
دراسة حالة: تجويف بنسبة 26×D في غلاف أنبوب من سبيكة Hastelloy X
خلفية المشروع
طلب عميل في المجال النووي تجويفًا مستقيمًا بقطر 5 مم وعمق 130 مم (26×D) في مادة Hastelloy X. التسامحات: استدارة <0.007 مم، خشونة السطح Ra ≤ 0.4 ميكرومتر، بدون نتوءات أو شقوق. كانت إزالة الرايش والانحراف الحراري هما الشاغلان الرئيسيان.
نماذج وتطبيقات نموذجية للمكونات المحفورة بعمق
نموذج الجزء | الوصف | المادة | نسبة العمق | الصناعة |
|---|---|---|---|---|
DHC-600 | كم حقن بثقب قطره 2 مم على طول 55 مم | Inconel 718 | 27×D | |
LHP-480 | غلاف أنبوب حراري مع تجويفين متحدي المركز | Rene 41 | 25×D | |
FTV-200 | قناة تبريد فيلمي في قاعدة أحادية البلورة | CMSX-4 | 30×D | |
HXD-350 | مشعب ضغط مع تجاويف محورية ومتقاطعة | Hastelloy X | 26×D |
تعتمد هندسة التجويف وأداء تدفق التبريد على المحاذاة الدقيقة والنهاء الداخلي السلس.
تحديات حفر CNC العميق في مكونات السبائك الفائقة
انحراف الأداة بأكثر من 0.02 مم في الثقوب التي تزيد عن 25×D
تراكم الحرارة فوق 500 درجة مئوية دون تحكم داخلي في سائل التبريد
تراكم الرايش يؤدي إلى الخدش والتدرج الأبعادي
تشوه قطعة العمل في الأقسام ذات الجدران الرقيقة بعد الحفر
عدم محاذاة نقطة الدخول يؤثر على القنوات المتقاطعة اللاحقة
حلول تشكيل CNC لحفر الثقوب الطويلة في السبائك الفائقة
أنظمة BTA بضغط سائل تبريد 100 بار ومستشعرات عزم دوران في الوقت الفعلي
تحسين دورة الحفر المتقطع (Peck cycle) لتنظيف الرايش كل زيادة بمقدار 2×D
التشكيل متعدد المحاور لمحاذاة المنافذ المائلة ضمن ±0.01 مم
المعالجة الحرارية قبل وبعد التشكيل لتخفيف الإجهاد المتبقي
استخدام الأشعة السينية (X-ray) وآلات قياس الإحداثيات (CMM) لرسم خرائط التجاويف والتحقق منها
النتائج والتحقق
طرق التصنيع
تم تشكيل المكونات من مشغولات مزورة أو مسبوكات بالشمع المفقود. تم تطبيق الحفر بالبندق (Gun drilling) على سبائك Inconel و Rene و Hastelloy لتحقيق ثقوب بنسب عمق إلى قطر تتجاوز 25:1.
التشطيب الدقيق
تم تحسين التجاويف باستخدام رؤوس التلميع وتشطيب EDM حيثما أمكن. خشونة السطح ≤ Ra 0.4 ميكرومتر. دقة قطر التجويف النهائي ±0.01 مم. تم تسوية أوجه الدخول باستخدام CNC لتحقيق استواء <0.01 مم لأسطح الختم.
ما بعد المعالجة
تم استخدام معالجة HIP لإزالة الفراغات الداخلية، تلتها معالجة حرارية لتخفيف الإجهاد عند 900–980 درجة مئوية. حصلت مكونات مختارة على التخميل (Passivation) أو طلاءات TBC اعتمادًا على التطبيق النهائي.
الفحص
تحقق CMM من التركيز ومحاذاة التجويف ضمن 0.006 مم. أكدت الأشعة السينية عمق التجويف المستمر ونقطة الخروج. استُخدم SEM للكشف عن الشقوق المجهرية والتحقق من خلوها من النتوءات.
الأسئلة الشائعة
ما هو أقصى عمق للتجويف يمكن تحقيقه بتشكيل السبائك الفائقة باستخدام CNC؟
كيف تمنعون انحراف الأداة في الثقوب العميقة؟
هل يمكن استخدام EDM لتصحيح التجويف أو تنظيف مخرج الثقب؟
كيف يتم التحقق من أبعاد التجويف داخليًا دون اختبار إتلافي؟
ما هي السبائك الأفضل لممرات وقود الطيران ذات الثقوب العميقة؟
