خدمة الطباعة ثلاثية الأبعاد SLS لمكونات غرف الاحتراق من السبائك الفائقة في مجال الطيران
مقدمة حول الطباعة ثلاثية الأبعاد SLS لمكونات احتراق الطيران
يُعد التلبيد الانتقائي بالليزر (SLS) طريقة موثوقة لتصنيع مكونات غرف الاحتراق المعقدة من السبائك الفائقة المخصصة للطيران. تضمن عملية صهر المسحوق طبقة تلو الأخرى كثافة موحدة، وهيكلًا دقيقًا محكومًا، وسلامة حرارية عبر الأشكال الهندسية المعقدة تحت ظروف الحرارة والضغط الشديدين.
في Neway Aerotech، تدعم خدمات الطباعة ثلاثية الأبعاد SLS لدينا تصنيع أجزاء الاحتراق من السبائك الفائقة لأنظمة الدفع، ومحركات الطائرات، وتجميعات احتراق التوربينات.
نظرة عامة على الطباعة ثلاثية الأبعاد SLS
قدرات العملية
المعلمة | القيمة |
|---|---|
سمك الطبقة | 40–60 ميكرومتر |
الحد الأدنى لحجم الميزة | ~0.5 مم |
التفاوت البعدي | ±0.1 مم لكل 100 مم |
الحد الأقصى لدرجة حرارة الغرفة | >1000°م لبناء السبائك الفائقة |
الكثافة (بعد المعالجة بالضغط المتساوي القياس الساخن HIP) | ≥99.7% |
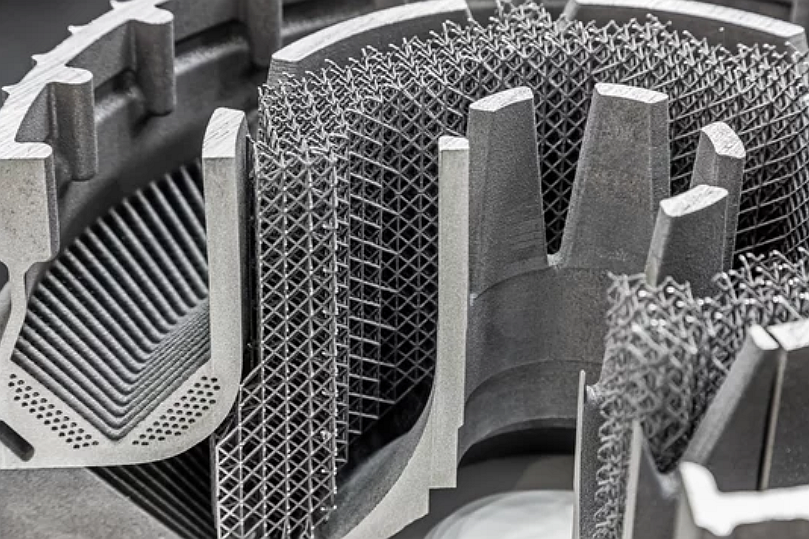
تتيح تقنية SLS إنشاء هياكل شبكية خفيفة الوزن، وشبكات تبريد داخلية، وملامح جدارية معقدة في دورة بناء واحدة.
لماذا تُستخدم تقنية SLS لغرف احتراق الطيران؟
يحافظ صهر الطبقات غير التلامسي على هندسة الجدران الرقيقة
يدعم دمج الميزات المعقدة (ثقوب التبريد، التعزيزات الشبكية، المنافذ المدمجة)
يضمن انصهار المسحوق عالي الدقة الأداء الميكانيكي في بيئات تتجاوز 1000°م
متوافق تمامًا مع عمليات ما بعد المعالجة مثل HIP، وEDM، والطلاء
اعتبارات المواد
السبائك الفائقة الشائعة لغرف الاحتراق بتقنية SLS
المادة | الحد الأقصى لدرجة الحرارة (°م) | القوة @ 800°م (ميغاباسكال) | مقاومة الأكسدة | حالة استخدام التطبيق |
|---|---|---|---|---|
700–750 | ~970 | ممتازة | بطانات محرق الطائرات، حوامل فوهات الوقود | |
>980 | ~1100 | فائقة | علب احتراق التوربينات، أجسام دوامات الهواء | |
>1000 | ~1200 | ممتازة | حلقات الحارق، أغلفة أشعال الإشعال | |
~1175 | ~880 | استثنائية | جدران الاحتراق في مسارات الغاز المؤكسد |
دراسة حالة: تصنيع مقطع بطانة الاحتراق من إنكونيل 939 بتقنية SLS
خلفية المشروع
طلب عميل في قطاع الطيران والملاحة الجوية بطانة احتراق قطعة واحدة تحتوي على قنوات تبريد داخلية مطبوعة ثلاثية الأبعاد، ومقويات شبكية، ومداخل وقود مدمجة. كانت المادة المختارة هي إنكونيل 939، المناسبة لدرجات حرارة تشغيل تتراوح بين 980–1050°م.
سير عمل التصنيع
التصميم للإضافة: دمج ممرات تبريد بقطر 1 مم، وجدران شبكية بسمك 0.7 مم، وتحسين كفاف الغرفة
بناء SLS: سمك الطبقة 50 ميكرومتر، وقت البناء 38 ساعة، التفاوت البعدي ±0.08 مم
معالجة HIP: 1200°م، 100 ميغاباسكال لمدة 4 ساعات للوصول إلى كثافة 99.8%
التشطيب بتقنية EDM: التآكل بالشرارة
الطلاء: تطبيق طلاء حاجز حراري على الجدران الداخلية
ما بعد المعالجة والفحص
التحقق بواسطة آلة قياس الإحداثيات (CMM) لجميع الميزات الوظيفية
أظهر فحص الأشعة السينية عدم وجود انكماش أو عناقيد مسامية
أكد تحليل المجهر الإلكتروني الماسح (SEM) انصهار الحبوب بشكل موحد
صادق اختبار الغمر بالموجات فوق الصوتية على السلامة الداخلية
النتائج والتحقق
حقق مقطع المحرق النهائي من إنكونيل 939 دقة أبعاد ضمن ±0.08 مم وخشونة سطحية نهائية Ra ≤ 0.6 ميكرومتر على مناطق الختم.
كانت جميع مسارات التبريد الداخلية واضحة مع اختلاف مقاس في سمك الجدار أقل من ±0.05 مم بعد التحسين بتقنية EDM.
أكد اختبار الأشعة السينية والموجات فوق الصوتية كثافة تزيد عن 99.8% دون وجود عيوب تحت السطح أو انفصال للطبقات.
تحمل الجزء اختبار غاز ساخن عالي الضغط لمدة 1000 ساعة دون أي تشويه أو تشقق إجهادي.
الأسئلة الشائعة
ما أنواع السبائك الفائقة الأكثر ملاءمة لأجزاء المحرق المطبوعة بتقنية SLS؟
كيف يتم التعامل مع المسامية في مكونات احتراق التوربينات المطبوعة بتقنية SLS؟
هل يمكن طباعة قنوات التبريد بالفيلم مباشرة ومعالجتها لاحقًا باستخدام تقنية EDM؟
ما هو الحد الأقصى لسمك الجدار الذي يمكن تحقيقه لمعدات الاحتراق بتقنية SLS؟
ما هي المعالجة اللاحقة المطلوبة للحصول على شهادة طيران للأجزاء المطبوعة بتقنية SLS؟
