أجزاء حفر الثقوب العميقة في السبائك الفائقة ومعالجة الثقوب الدقيقة باستخدام الحاسب الآلي
حفر عالي الدقة للتطبيقات الحرجة
يعد حفر الثقوب الدقيقة والثقوب العميقة في السبائك الفائقة أمرًا ضروريًا للمكونات المعرضة لدرجات حرارة وضغوط عالية وإجهاد دوري. في عام 2024، شهد الطلب ارتفاعًا كبيرًا على قنوات التبريد المحفورة بدقة في محركات الطائرات والتوربينات الكهربائية والمفاعلات الكيميائية—مما يتطلب تفاوتات تحكم رقمي بالحاسب (CNC) أقل من 10 ميكرومتر وأعماق ثقوب تتجاوز 20×القطر.
تقدم Neway AeroTech خدمات متقدمة لـ تشغيل السبائك الفائقة باستخدام الحاسب الآلي و حفر الثقوب العميقة لسبائك ذات جودة طيران مثل Inconel 718، و CMSX-4، و Rene 88 لمكونات تدفق الغاز والسوائل الحرجة.
التكنولوجيا الأساسية لمعالجة الثقوب الدقيقة باستخدام الحاسب الآلي
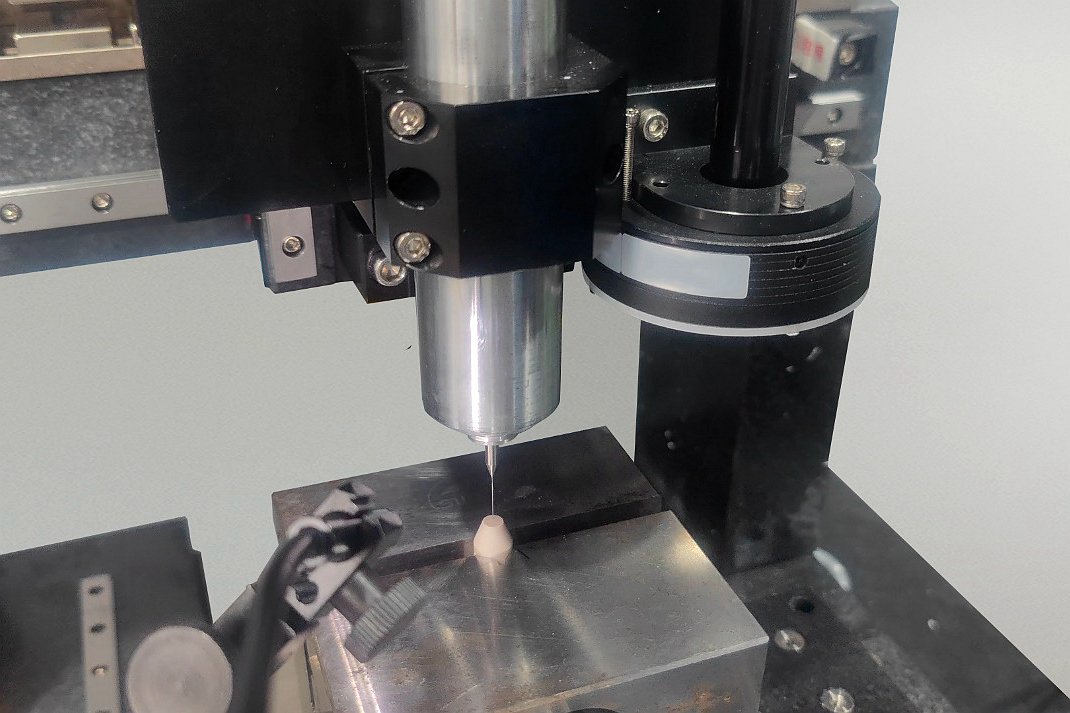
تستخدم Neway AeroTech مراكز تحكم رقمي بالحاسب (CNC) خماسية المحاور عالية الصلابة وتفريغ كهربائي (EDM) لإنتاج ثقوب دقيقة في السبائك الفائقة الصلبة.
حفر الثقوب العميقة يصل إلى 25×القطر باستخدام مثاقب كربيدية مبردة بسائل التبريد.
التفريغ الكهربائي الدقيق (Micro EDM) للثقوب دون 0.3 مم والميزات المقاومة للحرارة.
يقلل الحفر المداري ودورات الحفر المتقطع من الزوائد ويحسن استقامة الجدران.
يضمن الفحص أثناء العملية دقة الموضع ضمن ±5 ميكرومتر عبر التجاويف المائلة.
تفي جميع العمليات بمعايير NADCAP و AS9100D للأجزاء الحرجة للطيران وأنظمة التوربينات.
مواد السبائك الفائقة النموذجية لمعالجة الثقوب الدقيقة
السبيكة | الحد الأقصى لدرجة الحرارة (°م) | قوة الخضوع (ميجا باسكال) | التطبيقات |
|---|---|---|---|
704 | 1035 | فوهات الوقود، قنوات التبريد | |
1140 | 980 | ريش التوربينات، ثقوب الاصطدام | |
980 | 1250 | فتحات تهوية غلاف المحرك | |
920 | 1265 | منافذ تبريد ريش توجيه الفوهة |
يتم اختيار السبائك لمقاومة الأكسدة، والاحتفاظ بالقوة، وقابلية التشغيل تحت التدرجات الحرارية.
دراسة حالة: ثقوب تبريد دقيقة لقطاع ريش التوربين
خلفية المشروع
طلب أحد مصنعي التوربينات حفر ثقوب تبريد أقل من 0.6 مم بزوايا مركبة عبر قطاع CMSX-4 بسمك 5 مم. كان التفاوت ±0.01 مم بدون تشوه حراري أو تدرج. تم استخدام مثاقب الثقوب العميقة والتفريغ الكهربائي (EDM) بالتزامن لتحقيق الهندسة المطلوبة والجودة المعدنية.
نماذج المكونات المحفورة النموذجية وتطبيقاتها
نموذج الجزء | الوصف | المادة | عمق الثقب | الصناعة |
|---|---|---|---|---|
VN-300 | ريشة تحتوي على 18 ثقب اصطدام دقيق، مائلة بزاوية 30°–60° | CMSX-4 | 8×القطر | |
TN-120 | إدخال فوهة التوربين مع ثقوب غشائية قطرها 0.4 مم | Rene 88 | 6×القطر | |
EIH-200 | رأس مبادل حراري مع مصفوفات تجاويف متوازية | Inconel 718 | 15×القطر | |
PCH-480 | غلاف مضغوط مع فتحات تهوية شعاعية | Nimonic 90 | 10×القطر |
كانت دقة الثقب وزاوية الدخول حاسمتين لتدفق السوائل اللاحق ومقاومة الإجهاد.
تحديات التحكم الرقمي بالحاسب (CNC) في حفر الثقوب العميقة للسبائك الفائقة
انحراف الأداة بأكثر من 0.03 مم بسبب نسب الأبعاد التي تتجاوز 10×القطر.
التليين الحراري عند درجات حرارة >600°م في سبائك CMSX ذات التوصيلية الضعيفة يؤدي إلى عدم استقرار الأبعاد.
تتطلب الشقوق الدقيقة أثناء التفريغ الكهربائي (EDM) تحسين التحكم في النبضات لتجنب طبقة إعادة الصب >2 ميكرومتر.
انحراف التجويف فوق الثقوب الطويلة الناجم عن ازدحام الرقائق بدون غسل بضغط عالٍ (>80 بار).
يتطلب الحفر المائل عند زاوية >45° تعويضًا خماسي المحاور وحفر دخول متعدد المراحل.
حلول التحكم الرقمي بالحاسب (CNC) لتشغيل الثقوب العميقة والدقيقة
استخدام سائل تبريد عالي الضغط عند 100 بار لإخراج الرقائق في تجاويف Inconel 718 التي تزيد عن 12×القطر.
حققت الثقوب الأولية المدارية مع التشطيب بالتفريغ الكهربائي (EDM) قطر 0.3 مم مع انحراف استدارة <2 ميكرومتر.
قللت دورات الحفر المتقطع مع مراقبة عزم الدوران من كسر الأدوات بنسبة 40%.
ضمن تثبيت الشغل بالتثبيت خماسي الوجوه انحراف التجويف المائل ضمن ±0.005 مم.
قضت تنظيف ما بعد التفريغ الكهربائي (EDM) والمعادنة السلبية على تلوث طبقة إعادة الصب.
النتائج والتحقق
طرق التصنيع
تم تشغيل المكونات باستخدام فراغات الصب بالاستثمار الفراغي وتنقيحها باستخدام أنظمة التشغيل بالحاسب الآلي خماسي المحاور و حفر الثقوب العميقة. ضمن الحفر متعدد المحاور التحكم في الدخول الشعاعي عبر الكنتورات المتغيرة وهندسات الجدران المعقدة.
التشطيب الدقيق
تم تنقيح الثقوب الدقيقة إلى خشونة سطحية Ra ≤ 0.4 ميكرومتر باستخدام دورات التفريغ الكهربائي (EDM) والتوسيع. ضمانت أنظمة حفر الثقوب العميقة ذات الانحراف الكلي <0.01 مم الاستدارة، بينما دعم الحفر التجريبي متعدد المراحل وأدوات الكربيد المغذاة بسائل التبريد أعماق تجاويف تصل إلى 20×القطر.
المعالجة اللاحقة
أزال الضغط متساوي الحرارة (HIP) المسامية الداخلية، تبعه معالجة حرارية لتخفيف الإجهاد عند 870–980°م. ضمن المعادنة السلبية للسطح و تطبيق الطلاء الاختياري مقاومة طويلة الأمد للتآكل والحرارة.
التفتيش
تحقق جهاز قياس الإحداثيات (CMM) من استقامة التجويف ضمن ±0.006 مم؛ وفحص المجهر الإلكتروني الماسح (SEM) سلامة حافة الدخول؛ وأكدت الأشعة السينية المحاذاة في الميزات المخفية. اجتازت جميع الأجزاء اختبار تسرب الهيليوم والتحقق من الإجهاد عالي الدورة وفقًا لمواصفات العميل.
الأسئلة الشائعة
ما هو الحد الأدنى للقطر الذي يمكن تحقيقه بحفر الثقوب العميقة في السبائك الفائقة؟
كيف تحافظون على استقامة التجويف في الثقوب الطويلة؟
هل يمكنكم الجمع بين التفريغ الكهربائي (EDM) والحفر في عملية واحدة؟
ما هي المواد الأفضل لقنوات التبريد ذات الثقوب الدقيقة؟
ما هو الاختبار المطلوب للتحقق من أداء الثقب الحراري؟
