تشغيل سبائك فائقة الدقة باستخدام الحاسب الآلي لمكونات دوارات التوربينات الفضائية
مع دفع برامج الدفع الفضائي العالمية نحو تحقيق نسب أعلى من الدفع إلى الوزن والكفاءة الحرارية، يستمر الطلب على مكونات التوربينات المصنوعة من السبائك الفائقة والمُشغّلة بدقة في الازدياد. في عام 2024، تجاوز قطاع تشغيل المعادن بالحاسب الآلي (CNC) للفضاء وحده 5.3 مليار دولار أمريكي، حيث استحوذت دوارات التوربينات على أكثر من 32% من استخدام السبائك عالية الحرارة.
تقدم شركة Neway AeroTech حلولاً حاسمة في هذا المجال. إن تشغيلنا المتقدم باستخدام الحاسب الآلي لسبائك Inconel وRene وسبائك Nimonic يمكّن من تحقيق استقرار أبعادي فائق، ومقاومة عالية للإجهاد، وأداء متميز لدوارات التوربينات التي تعمل بسرعات تزيد عن 15,000 دورة في الدقيقة ودرجات حرارة تتجاوز 1000°م.
التكنولوجيا الأساسية لتشغيل السبائك الفائقة باستخدام الحاسب الآلي
يجمع تشغيل السبائك الفائقة باستخدام الحاسب الآلي في شركة Neway AeroTech بين تقنيات الدقة، والاستقرار الحراري، وتحسين عمر الأداة للتطبيقات القصوى.
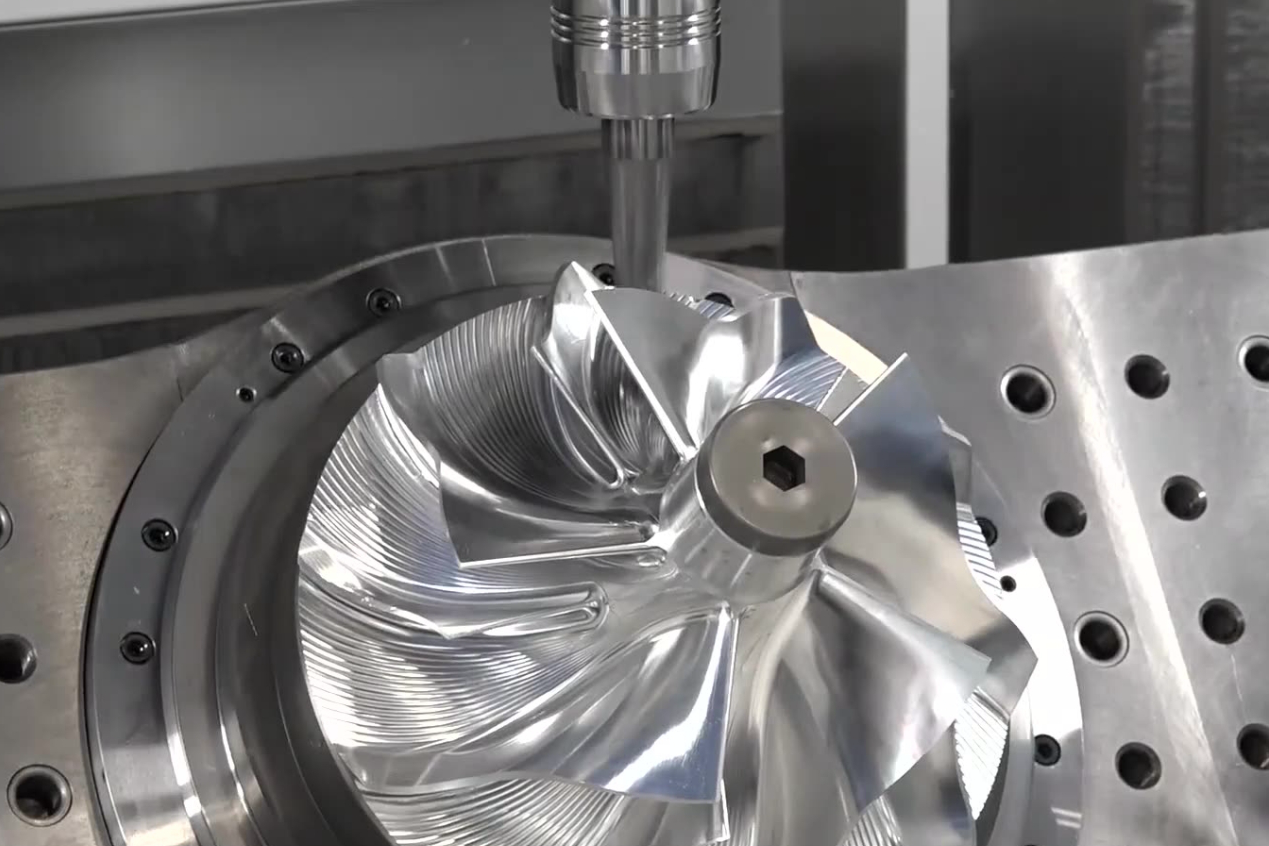
يتيح التشغيل بالحاسب الآلي ذو 5 محاور وصولاً كاملاً للأداة لتحقيق الكنتورات المعقدة وتجاويف العمق في مكونات التوربينات المصنوعة من السبائك الفائقة.
تضمن خوارزميات تعويض تآكل الأداة تكرار الأبعاد للعمليات الممتدة تحت ظروف التلامس مع السبائك الكاشطة.
تقلل أنظمة تبريد المغزل عالية الضغط من تراكم الحرارة وتحسن كفاءة القطع في مواد السبائك الفائقة الصعبة.
يضمن فحص CMM و SEM بعد العملية الامتثال لتحملات مستوى الميكرون ومواصفات الدرجة الفضائية.
تلتزم جميع عمليات التشغيل بمعايير الفضاء مثل AS9100D و NADCAP، مما يضمن دقة متسقة تصل إلى تحملات ±5 ميكرومتر.
السبائك الفائقة النموذجية في التشغيل بالحاسب الآلي
تُستخدم السبائك الفائقة التالية عادةً لمكونات دوارات التوربينات:
السبيكة | أقصى درجة حرارة خدمة (°م) | قوة الشد (ميغاباسكال) | التطبيق |
|---|---|---|---|
704 | 1240 | أقراص الدوار، مراكز التوربينات | |
980 | 1450 | ريش التوربينات، الدوارات | |
920 | 1265 | دوارات الضاغط | |
1140 | 1000 | جذور ريش التوجيه للتوربينات |
توفر كل سبيكة مزايا محددة في مقاومة الزحف، وعمر الإجهاد، والحماية من الأكسدة تحت الظروف القصوى.
دراسة حالة: تشغيل مكونات دوارات التوربينات باستخدام الحاسب الآلي
خلفية المشروع
طلب عميل في مجال الدفع الفضائي أقراص دوارات من سبيكة Inconel 718 مُشغّلة بالحاسب الآلي لمحرك توربيني مروحي عسكري من الجيل التالي. تطلبت المكونة تحمل شكل ضمن ±0.01 مم وتركيز أقل من 0.008 مم. تضمنت الهندسة الخارجية تخريمات تحتية، وتجاويف عميقة، وتحملات محاذاة للثقوب أضيق من معيار ISO H6.
نماذج مكونات دوارات التوربينات النموذجية وتطبيقاتها
النموذج | التطبيق | المادة | أقصى سرعة (دورة/دقيقة) | الوصف |
|---|---|---|---|---|
TRD-950 | دوار الضغط العالي للمحرك النفاث | Inconel 718 | 18,000 | موازنة دقيقة، مركز متعدد الثقوب |
LPT-420 | قرص التوربين منخفض الضغط | Rene 88 | 12,000 | مخفف الإجهاد، مطحون حسب الشكل |
CPT-180 | دوار الضاغط | Nimonic 90 | 16,000 | تصميم خفيف الوزن بأسلوب القرص المدمج بالريش (Blisk) |
تعد هذه الأجزاء جزءاً لا يتجزأ من وحدات المحرك عبر منصات الطيران مثل توربينات الفئة F والطائرات بدون طيار المتقدمة والطائرات الأسرع من الصوت.
تحديات تشغيل مكونات دوارات التوربينات باستخدام الحاسب الآلي
يتجاوز تآكل الأداة 0.05 مم/ساعة بسبب صلابة السبيكة التي تزيد عن 4 HRC ومتطلبات هندسة الحواف العدوانية.
يتجاوز التشوه الحراري 0.02 مم أثناء العمليات المستمرة لأكثر من ساعتين بسرعات قطع تتجاوز 150 م/دقيقة على أسطح السبائك الفائقة.
تتطلب تحملات محاذاة الثقب والعمود الأقل من 8 ميكرومتر مجسات فائقة الدقة وطرق تصحيح مسار الأداة متعددة الخطوات.
يجب تخفيف الإجهاد المتبقي الذي يصل إلى 450 ميغاباسكال بعد الخشن لمنع الانحراف أثناء مراحل التشطيب.
يتطلب إخراج الرايش في التجاويف الأعمق من 8×القطر هندسة قنوات محسنة وضغط تبريد يتجاوز 80 بار.
حلول تشغيل مكونات دوارات التوربينات باستخدام الحاسب الآلي
قلل التشغيل المبرد عند -196°م باستخدام النيتروجين السائل من تآكل الأداة بنسبة 25% وحسن سلامة السطح بشكل كبير.
قللت مسارات الخشن التكيفية مع الطحن الحلزوني (Trochoidal) من ضغط الأداة وخفضت أوقات الدورة بنحو 18% عبر ملفات تجويف متعددة.
ضمن المجس على الماكينة مع المسح الضوئي ثلاثي الأبعاد دقة محاذاة الثقب ضمن 6 ميكرومتر وقلل من تدخل التفتيش البشري بنسبة 60%.
أزال الضغط المتساوي القياس الساخن (HIP) عند 1030°م و 100 ميغاباسكال 98% من المسامية الداخلية قبل تشغيل التشطيب النهائي.
أكد التحقق من السبيكة باستخدام GDMS اتساق العناصر ضمن ±0.03% بالوزن قبل التشغيل لضمان الأداء الميكانيكي تحت درجات حرارة تشغيل تبلغ 1000°م.
النتائج والتحقق
التصنيع: تم تشغيل أقراص الدوارات على مراكز تشغيل ذات 5 محاور محققة دقة أبعاد ضمن ±5 ميكرومتر واستدارة قدرها 0.007 مم، مع الحفاظ على التوازن لسرعات تشغيل تبلغ 18,000 دورة في الدقيقة مع تركيز TIR أقل من 0.006 مم.
التشطيب: تم تقليل خشونة السطح إلى Ra 0.4 ميكرومتر باستخدام أدوات تشطيب الماس مع تغذية مضبوطة تبلغ .02 مم/دورة وسرعة مغزل محسنة تبلغ 1800 دورة في الدقيقة، مما حسن عمر الإجهاد بشكل كبير.
المعالجة اللاحقة: أدى معالجة HIP عند 1030°م و 100 ميغاباسكال لمدة 4 ساعات إلى إزالة الفراغات واستعادة البنية الحبيبية متساوية الخواص، مما يضمن الاحتفاظ بالقوة الميكانيكية عند درجات حرارة خدمة تبلغ 980°م.
الاختبار: أكد فحص CMM الامتثال 100% للتحملات؛ وقام الأشعة السينية و SEM وتحليل GDMS بالتحقق من تجانس المادة، حيث أظهرت اختبارات الإجهاد عمر خدمة أطول بـ 1.5 مرة من متطلبات الخط الأساسي للعميل.
الأسئلة الشائعة
ما هي التحملات النموذجية التي يمكن تحقيقها لدوارات التوربينات المُشغّلة بالحاسب الآلي؟
كيف تتعاملون مع الإجهاد المتبقي في أجزاء السبائك الفائقة ذات المقاطع السميكة؟
ما هي الشهادات المطلوبة لموردي أجزاء دوارات الفضاء؟
هل يمكنك تشغيل مكونات السبائك الفائقة أحادية البلورة ومتساوية البلورات؟
كيف تضمنون تركيز الثقب إلى المركز لأقراص الدوارات الحرجة؟
