تشكيل سبائك إنكونيل بدقة لأقراص وشفرات التوربينات
مقدمة
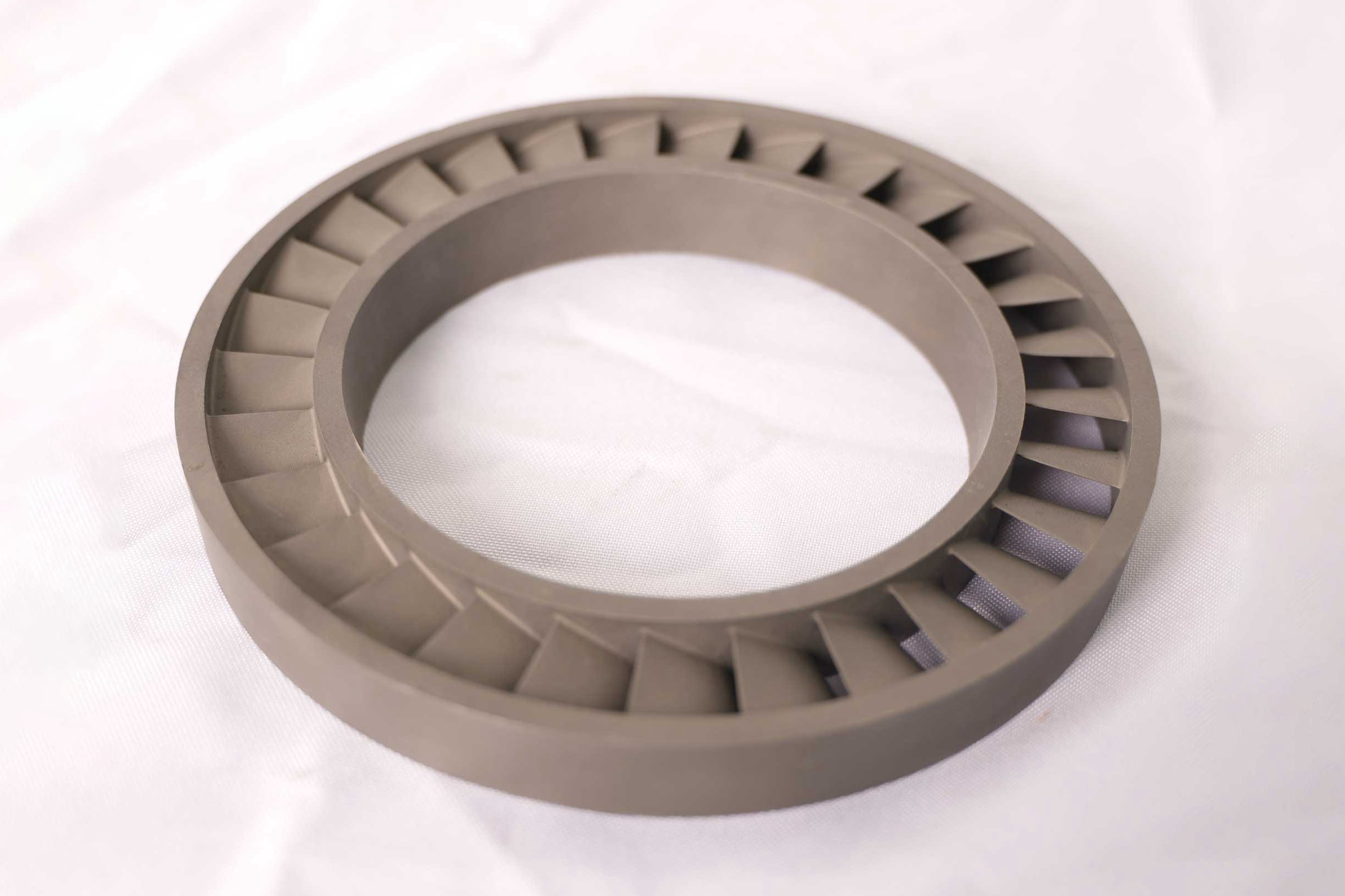
التشكيل الدقيق لسبائك إنكونيل يتيح إنتاج أقراص وشفرات توربينات ذات قوة ميكانيكية استثنائية، واستقرار حراري، ومقاومة للإجهاد. في نيواي إيروسبيس، نستخدم هذه العملية المتقدمة لتشكيل مكونات إنكونيل 718، و625، و738 التي تعمل بموثوقية تحت إجهاد شديد، ودرجات حرارة عالية (تصل إلى 750 درجة مئوية)، وأحمال دورية في قطاعات الفضاء والطيران، وتوليد الطاقة، والنفط والغاز.
يعمل التشكيل الدقيق على تحسين البنية المجهرية، ويزيل عيوب الصب، ويقدم مكونات توربينات ذات شكل شبه نهائي مع تسامحات أبعاد تصل إلى ±0.02 ملم.
التكنولوجيا الأساسية للتشكيل الدقيق لسبائك إنكونيل
تحضير بلاطة السبيكة: يتم تسخين بلاطات إنكونيل عالية النقاء (مثل 718، 625، 738) مسبقًا إلى درجات حرارة التشكيل بين 1050–1150 درجة مئوية.
عملية التشكيل بالقوالب: باستخدام التشكيل بقوالب مغلقة تحت معدلات تشوه مضبوطة، يتم تشكيل المادة بأقل إجهاد داخلي وتدفق حبيبي متفوق.
التحكم في البنية المجهرية: يتم التحكم في حجم الحبيبات وفقًا لمعيار ASTM 9–12 مع محاذاة اتجاهية، مما يحسن عمر الإجهاد والاستقرار الميكانيكي.
معالجة المحلول والتقد: دورات المعالجة الحرارية بعد التشكيل تحسن توزيع الأطوار وتحقق قوى شد تزيد عن 1200 ميجا باسكال.
التشغيل النهائي: يحقق التشغيل بالتحكم الرقمي نعومة سطحية أفضل من Ra 1.6 ميكرومتر وتسامحات أبعاد ضمن ±0.02 ملم.
الطلاء السطحي (اختياري): يتم تطبيق الطلاءات الحرارية العازلة (TBC) للحماية من الأكسدة والإجهاد الحراري في تطبيقات التوربينات.
خصائص مواد سبائك إنكونيل المشكلة
الخاصية | إنكونيل 718 | إنكونيل 625 | إنكونيل 738 |
|---|---|---|---|
قوة الشد القصوى (عند 650°C) | 1240–1380 ميجا باسكال | 930–1040 ميجا باسكال | 1130–1250 ميجا باسكال |
مقاومة الزحف | ممتازة حتى 700°C | ممتازة حتى 650°C | متفوقة حتى 980°C |
مقاومة الإجهاد | مصنفة للإجهاد عالي الدورات | ممتازة تحت الأحمال الدورية | عمر إجهاد حراري عالٍ |
مقاومة التآكل | ممتازة (أكسدة/كلوريد) | متميزة في البيئات القاسية | جيدة جدًا في درجات الحرارة العالية |
البنية الحبيبية | مضبوطة، ASTM 9–12 | مضبوطة، حبيبات دقيقة | مجمدة اتجاهيًا |
دراسة حالة: مكونات توربينات إنكونيل المشكلة لبرنامج محرك طائرة
خلفية المشروع
تطلب مصنع عالمي لمحركات الطائرات النفاثة أقراص وشفرات إنكونيل مشكلة عالية الأداء قادرة على تحمل درجات حرارة توربين تصل إلى 750 درجة مئوية وأحمال طرد مركزية شديدة. قدمت نيواي إيروسبيس حلاً متكاملاً من التشكيل إلى التشطيب.
التطبيقات الشائعة وأنواع المكونات
أقراص التوربين عالي الضغط (HPT): مشكلة من إنكونيل 718، توفر سلامة هيكلية عند سرعات تزيد عن 15000 دورة في الدقيقة مع عمر إجهاد يزيد عن 30000 دورة.
شفرات التوربين منخفض الضغط (LPT): توفر شفرات إنكونيل 738 المشكلة مقاومة للإجهاد الحراري خلال ساعات الطيران الطويلة في المحركات التجارية.
شفرات التوربوميكانيكا: شفرات إنكونيل 625 المشكلة المستخدمة في توربينات محطات الطاقة لمقاومة التآكل في بيئات العادم عالية الرطوبة.
أقراص الضاغط: تضمن أقراص إنكونيل 718 المشكلة تسامحات دقيقة ومتانة في البيئة المتطلبة لضواغط الطيران.
حل التصنيع لأجزاء توربينات إنكونيل المشكلة
تسخين البلاطة: يتم تسخين بلاطات إنكونيل 718 إلى 1100 درجة مئوية تحت جو واقٍ لتجنب الأكسدة أثناء التشكيل.
التشكيل الدقيق بقوالب مغلقة: تطبق مكابس التشكيل قوة ومعدل إجهاد مضبوطين للحفاظ على التدفق الحبيبي الأمثل والاستقرار البعدي.
إزالة الزوائد والتشكيل: يتم تقليم الحد الأدنى من الزوائد، منتجًا أجزاء ذات شكل شبه نهائي تقلل من جهد التشغيل بنسبة تصل إلى 40%.
المعالجة الحرارية: يتم إجراء معالجات المحلول والتقد عند 980–1150 درجة مئوية لتطوير ترسيب الأطوار والقوة الميكانيكية.
التشغيل النهائي: يتم التشغيل على منصات التحكم الرقمي متعددة المحاور مما يضمن تسامحات ضمن ±0.02 ملم للفواصل الهوائية الضيقة.
تحسين السطح: يتم تطبيق طلاءات TBC على الشفرات لتقليل الأكسدة وإطالة العمر في الأقسام الساخنة.
الفحص غير التدميري (NDT): يتحقق فحص الأشعة السينية والفحص بالموجات فوق الصوتية من سلامة خالية من العيوب الداخلية للاستخدام الفضائي عالي الموثوقية.
الفحص البعدي: يتم التحقق من جميع الأشكال الهندسية الحرجة باستخدام آلة القياس الإحداثي (CMM).
تحديات التصنيع والحلول
تشكيل مواد السبائك العالية مع تجنب نمو الحبيبات
تحقيق أشكال جناح الشفرة المعقدة بأقل تشغيل لاحق
الحفاظ على أداء الإجهاد والزحف في درجات الحرارة المرتفعة
تحقيق قابلية التكرار في الأشكال الهندسية الفضائية ذات التسامحات الضيقة
النتائج والتحقق
القوة الميكانيكية: حققت المكونات المشكلة قوى شد تزيد عن 1300 ميجا باسكال، وقوى خضوع تزيد عن 1000 ميجا باسكال بعد التقد.
عمر الإجهاد: تجاوزت اختبارات الإجهاد 35000 دورة عند 700 درجة مئوية دون بدء تشقق.
مقاومة الزحف: أكد اختبار انكسار الزحف السلامة عند 750 درجة مئوية لأكثر من 10000 ساعة.
نعومة السطح: تم تحقيق Ra نهائي أقل من 1.6 ميكرومتر من خلال التشطيب والتلميع بالتحكم الرقمي.
الدقة البعدية: حققت جميع المكونات أهداف التسامح الهندسي ضمن ±0.02 ملم عبر مقاطع الشفرات وفتحات الأقراص.
الأسئلة الشائعة
ما هي درجات إنكونيل الأكثر شيوعًا في التشكيل لأقراص وشفرات التوربينات؟
ما هي المزايا الميكانيكية التي يقدمها إنكونيل المشكل مقارنة بالبدائل المصبوبة؟
كيف تتحكم نيواي إيروسبيس في البنية الحبيبية لمكونات التوربينات المشكلة؟
هل يمكن طلاء شفرات إنكونيل المشكلة بطلاءات حرارية عازلة؟
ما هي عمليات ضمان الجودة المستخدمة لأجزاء توربينات الطيران المشكلة؟
