مورد تصنيع إضافي وطباعة ثلاثية الأبعاد لشواحن توربينية فائقة السبائك من إنكونيل 718
مقدمة في طباعة أجزاء الشاحن التوربيني ثلاثية الأبعاد من إنكونيل 718
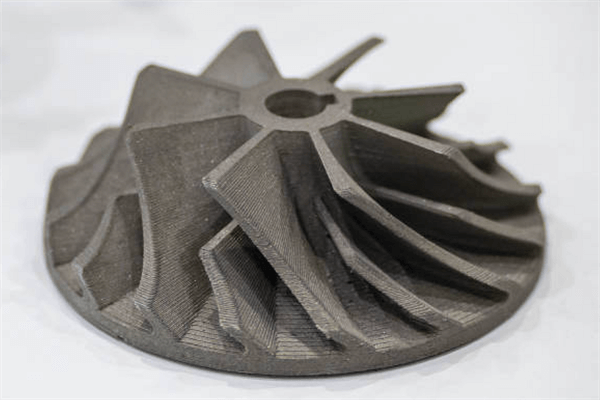
إنكونيل 718 هي سبيكة فائقة أساسها النيكل، مثالية لمكونات الشاحن التوربيني التي تعمل تحت إجهاد حراري وميكانيكي شديد. تتيح التصنيع الإضافي إنتاج هندسات توربينية معقدة وخفيفة الوزن لا يمكن تحقيقها عبر التشغيل الآلي التقليدي أو الصب.
في Neway Aerotech، توفر خدمات طباعة إنكونيل 718 ثلاثية الأبعاد لدينا مكونات شاحن توربيني دقيقة ذات مقاومة عالية للإجهاد، ومتانة ضد التآكل، وأداء حراري ممتاز، لخدمة صناعات الفضاء والطيران والسيارات والطاقة.
تقنيات التصنيع الإضافي لمكونات التوربو
طرق الطباعة ثلاثية الأبعاد القابلة للتطبيق
التقنية | سمك الطبقة (μm) | خشونة السطح (Ra, μm) | دقة الملامح (mm) | التطبيقات الشائعة |
|---|---|---|---|---|
SLM | 30–50 | 5–15 | ≥0.2 | أغلفة التوربينات، الدوافع (Impellers)، حوامل المحامل |
DMLS | 40–60 | 6–18 | ≥0.25 | حلقات العادم، قنوات التمرير، ألواح النهاية |
تُعد تقنية SLM العملية المفضلة لإنكونيل 718 نظرًا لتحكمها الممتاز في الكثافة وتفاصيلها الهيكلية الدقيقة.
أداء إنكونيل 718 في بيئات الشاحن التوربيني
الخاصية | القيمة | الفائدة في تطبيقات التوربو |
|---|---|---|
إجهاد الخضوع @ 700°C | ≥ 720 MPa | يحافظ على الهيكل تحت أحمال الحرارة الناتجة عن الدوار عالي السرعة |
مقاومة الإجهاد | > 10⁸ cycles @ 650 MPa | يضمن العمر الافتراضي في مناطق الاهتزاز العالي والدورات الحرارية |
مقاومة الأكسدة | حتى 980°C | مناسبة للأجزاء المواجهة للعادم دون تدهور |
مقاومة الزحف والكسر | > 1000 hours @ 704°C / 620 MPa | يدعم التشغيل المستمر تحت ظروف الشحن المعزز |
قابلية اللحام والطباعة | ممتازة لـ SLM | يضمن معالجة إضافية خالية من الشقوق وتشغيلًا لاحقًا |
مبررات اختيار المادة
تم اختيار إنكونيل 718 بدلاً من الحديد الزهر أو الألومنيوم بسبب استقراره عند درجات حرارة 700–980°C وموثوقيته في مقاومة الإجهاد خلال دورات الشحن المستمرة.
جعلت قابليته الفائقة للحلمة ومقاومته للشقوق منه مادة مناسبة تمامًا للإصلاح بعد الطباعة أو التجميع الهجين.
يضمن التقوية بالترسيب الدقيق (أطوار γ″ و γ′) الاستقرار أثناء دورات التسخين/التبريد المتكررة.
دراسة حالة: غلاف عادم شاحن توربيني من إنكونيل 718 مطبوع ثلاثي الأبعاد
خلفية المشروع
طلب عميل في مجال السيارات الأداء غلاف عادم توربيني خفيف الوزن قادر على تحمل درجات حرارة عادم تبلغ 950°C والعمل بشكل مستمر بسرعة 120,000 دورة في الدقيقة. كانت الهندسات الداخلية المعقدة للقنوات الحلزونية وقنوات التبريد ذات الجدران الرقيقة أمرًا ضروريًا.
سير عمل التصنيع
المادة: مسحوق إنكونيل 718 بحجم جسيمات D50 = 35 µm، وشكل كروي.
الطباعة: تصنيع إضافي بتقنية SLM بارتفاع طبقة 30 μm، باستخدام جو خامل من الأرجون للتحكم في الأكسدة.
استراتيجية البناء: دعم القناة الحلزونية الداخلية بنواة شبكية؛ تحسين السطح السفلي لضمان نتوءات الجدران بزاوية 45°.
المعالجة اللاحقة: الضغط متساوي القياس الساخن (HIP) عند 1200°C/100 MPa لمدة 4 ساعات للقضاء على المسامية الدقيقة.
التشطيب باستخدام CNC: تشغيل شفاه الختم لتحقيق استواء ±0.01 mm وتوازى التجويف الداخلي ضمن 0.02 mm.
تشطيب السطح
تم تلميع الأسطح الداخلية بالبخار للوصول إلى خشونة سطح Ra ≤ 6 μm لتدفق الغاز الأمثل.
تم تطبيق طلاء الحاجز الحراري (TBC) على الجدران الخارجية لصد الحرارة الإشعاعية.
تم تخميل القطعة النهائية لمنع أكسدة السطح خلال دورات الحرارة الأولية.
الفحص والتحقق
أكد فحص CMM المطابقة الأبعادية ضمن ±0.03 mm.
كشف مسح الأشعة السينية المقطعية (CT) عن عدم وجود أي انفصال داخلي.
صادق الاختبار بالموجات فوق الصوتية على كثافة الجدار في أقسام القنوات الحلزونية ذات الجدران الرقيقة.
اجتاز اختبار التدفق عند 1800 لتر/دقيقة مع تباين في الضغط الخلفي أقل من 1.5% عبر العينات.
النتائج والتحقق
حقق غلاف التوربو المطبوع من إنكونيل 718 تقليلًا في الوزن بنسبة 30% مقارنة بالنسخة المصبوبة، واجتاز بنجاح اختبار التحمل لمدة 1000 ساعة عند 950°C. حافظ على السلامة الأبعادية الكاملة تحت إجهاد التعب الحراري الميكانيكي وتحمل 300,000 دورة توربين لكل دورة اختبار متانة.
الأسئلة الشائعة
ما هي درجة حرارة التشغيل القصوى لأجزاء التوربو المطبوعة من إنكونيل 718؟
كيف يقارن إنكونيل 718 بسبيكة 625 في تطبيقات الشاحن التوربيني؟
هل يمكن لحام مكونات التوربو المطبوعة مع مواد أخرى؟
ما هي المعالجات السطحية التي تحسن مقاومة الأكسدة في أغلفة التوربو؟
هل تقدمون تحسين الطوبولوجيا لتصاميم الشاحن التوربيني المطبوعة؟
