طباعة ثلاثية الأبعاد مخصصة لمكونات النفط والغاز من الفولاذ الكربوني
مقدمة في التصنيع التجميعي للفولاذ الكربوني لتطبيقات النفط والغاز
لا يزال الفولاذ الكربوني أحد أكثر المواد استخدامًا في قطاع النفط والغاز نظرًا لقابليته للتشغيل وفعاليته من حيث التكلفة. مع الطباعة ثلاثية الأبعاد، يمكن الآن تصنيع مكونات الفولاذ الكربوني عند الطلب بأشكال هندسية معقدة ومسارات تدفق محسنة وأوقات تسليم قصيرة—مما يجعلها خيارًا مثاليًا للأدوات والموصلات والشفاطات (Flanges) والأغلفة في البيئات الميدانية الصعبة.
في Neway Aerotech، تقدم خدمات طباعة الفولاذ الكربوني ثلاثية الأبعاد لدينا تصنيعًا دقيقًا لأجزاء مخصصة لقطاعات المنبع والمصب والوسط باستخدام ترسيب الطاقة الموجهة (DED) والتصنيع التجميعي بالقوس السلكي (WAAM).
تقنيات التصنيع التجميعي لمكونات الفولاذ الكربوني
نظرة عامة على العملية
التقنية | معدل الترسيب | دقة الميزات | حالات الاستخدام الشائعة |
|---|---|---|---|
DED | 10–30 سم³/ساعة | ±0.5 ملم | أجسام المضخات، إصلاح الأدوات، أقسام الأغلفة |
WAAM | 1–4 كجم/ساعة | ±0.3 ملم | الوصلات الهيكلية، شفاطات خطوط الأنابيب، الزلاجات (Skids) |
تعد تقنية DED مثالية للأجزاء الصغيرة إلى المتوسطة؛ بينما تدعم تقنية WAAM الهياكل الكبيرة وبناء أنابيبเกรด صناعية.
لماذا يُعتبر الفولاذ الكربوني مناسبًا لتطبيقات النفط والغاز
الخاصية | القيمة | الفائدة الميدانية |
|---|---|---|
حد الخضوع (Yield Strength) | 250–500 ميجا باسكال | يتحمل أحمال الحفر والأحمال الهيكلية |
قابلية اللحام | ممتازة | يدعم التطبيقات الهجينة أو أعمال الإصلاح |
مقاومة التآكل | متوسطة مع الطلاءات | يمكن معالجتها للخدمة في البيئات الحمضية (Sour Service) |
التوصيل الحراري | ~50 واط/م·كلفن | مفيد لمكونات نقل الحرارة |
الكفاءة التكلفية | عالية | يقلل من هدر المواد والتكلفة الإجمالية للمشروع |
استراتيجية المعالجة اللاحقة وتشطيب الأسطح
المعالجة الحرارية: التطبيع أو التبريد المفاجئ لتحسين المتانة ومقاومة التآكل.
الخراطة والتفريز بالحاسوب (CNC): تُطبق على أسطح الختم واللولبات وشفاطات التوصيل.
الطلاءات:
طلاء إيبوكسي أو غني بالزنك لمقاومة التآكل الخارجي.
النتردة أو الكربنة لتقسية السطح.
الاختبار: فحص الأبعاد باستخدام آلة قياس الإحداثيات (CMM) واختبار الضغط للميزات الوظيفية.
دراسة حالة: جسم صمام مخصص من الفولاذ الكربوني لنظام زلاجات حقول النفط
خلفية المشروع
طلب عميل في حقول النفط بالمنبع استبدال جسم صمام مع تعديل اتجاه المنافذ لنظام تحكم في السوائل مثبت على زلاقة. جعل وقت التسليم والتعقيد الهندسي عمليات الصب والتشغيل التقليدية غير مجدية.
سير العمل التصنيعي
التصميم: تضمن نموذج STL إعادة محاذاة مسار التدفق الداخلي وهندسة مخرج مائلة.
المادة: سلك فولاذ كربوني من درجة ASTM A216، قطر 1.6 ملم لتقنية WAAM.
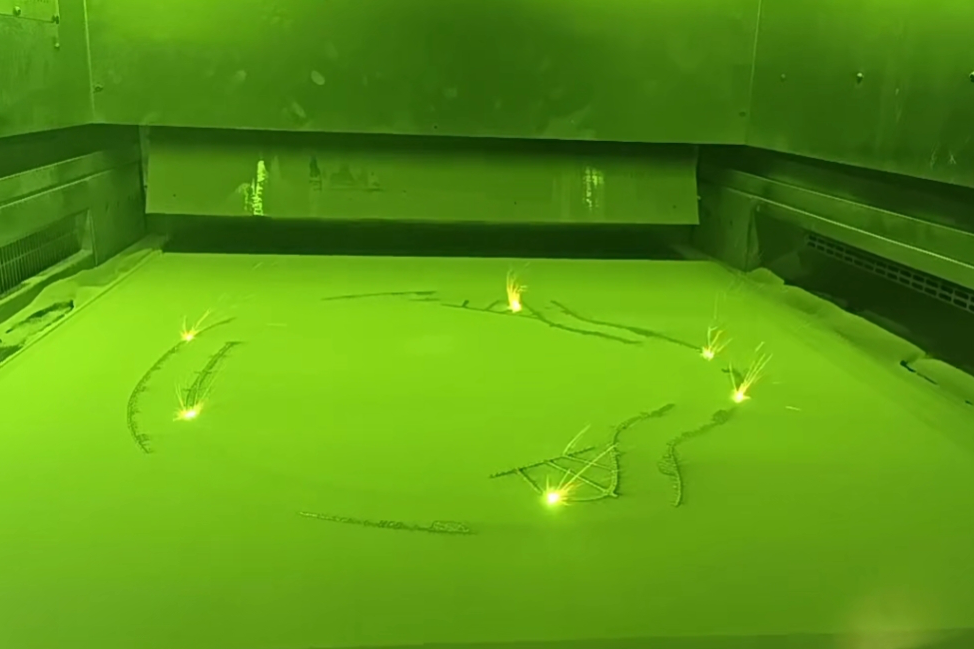
الطباعة: ترسيب بتقنية WAAM على ذراع روبوتية، وقت البناء 6 ساعات.
المعالجة اللاحقة:
معالجة حرارية عند 880 درجة مئوية لمدة ساعتين.
تشغيل أوجه التثبيت واللولبات بدقة ±0.02 ملم.
اختبارات غير إتلافية (NDT) باستخدام الفحص بالموجات فوق الصوتية واختبار اختراق الصبغة.
الاختبار النهائي: اختبار هيدروستاتيكي عند ضعف ضغط الخدمة (32 بار).
النتائج والتحقق
استوفى جسم الصمام المطبوع من الفولاذ الكربوني جميع المعايير الوظيفية، مما قلل وقت التسليم من 5 أسابيع إلى 6 أيام. حسّنت الهندسة المطبوعة كفاءة التدفق بنسبة 12٪، واجتاز المكون جميع اختبارات التحقق من الضغط والأبعاد دون فشل.
الأسئلة الشائعة
هل يمكن لمكونات الفولاذ الكربوني المطبوعة ثلاثية الأبعاد التعامل مع ظروف الخدمة الحمضية في حقول النفط؟
ما هي خيارات المعالجة اللاحقة لتحسين مقاومة التآكل؟
هل تقنية WAAM مناسبة لتوصيلات الأنابيب ذات التجويف الكبير والشفاطات؟
هل يمكن إصلاح مكونات الفولاذ الكربوني القديمة باستخدام التصنيع التجميعي؟
ما هو وقت الدوران للأجزاء المخصصة من الفولاذ الكربوني المصنعة تجميعيًا؟
