دروع عازلة من سبائك ستيلايت مطبوعة ثلاثية الأبعاد للتطبيقات عالية الحرارة
مقدمة
تشتهر سبائك ستيلايت بمقاومتها الاستثنائية للبلى، واستقرارها ضد الأكسدة، وقوتها الميكانيكية في درجات الحرارة المرتفعة، مما يجعلها المادة المثالية لتصنيع الدروع العازلة عالية الأداء. في Neway AeroTech، نحن متخصصون في خدمات الطباعة ثلاثية الأبعاد لـ سبائك ستيلايت، حيث نقدم دروعًا عازلة معقدة ومتينة وخفيفة الوزن ومحسنة لتطبيقات الفضاء والطاقة والصناعات عالية الحرارة.
باستخدام تقنية الانصهار الانتقائي بالليزر (SLM) المتقدمة، تنتج Neway مكونات ستيلايت مخصصة بأداء حراري وميكانيكي فائق، مما يضمن الموثوقية في ظل ظروف تشغيلية قاسية.
التحديات الأساسية في تصنيع الدروع العازلة من ستيلايت
يشكل تصنيع الدروع العازلة المطبوعة ثلاثية الأبعاد من ستيلايت 6 و ستيلايت 21 تحديات محددة:
إدارة الإجهادات المتبقية وتقليل التشوه أثناء عمليات الانصهار الطبقي عالية الطاقة الناتجة عن التوصيلية الحرارية المنخفضة للسبيكة (14-11 واط/م·ك).
تحقيق مستويات كثافة قريبة من الكاملة (>99.5%) للحفاظ على القوة الميكانيكية المثلى ومنع حالات التعب المبكر.
الحفاظ على التسامحات الأبعاد ضمن ±0.05 مم، وهو أمر بالغ الأهمية لتحقيق محاذاة التجميع وضمان الأداء الديناميكي.
إنتاج تشطيبات سطحية Ra ≤5 ميكرومتر، وهو أمر أساسي لتقليل مواقع الأكسدة وضمان فترات خدمة أطول.
عملية الطباعة ثلاثية الأبعاد للدروع العازلة من سبائك ستيلايت
تتضمن عملية التصنيع التجميعي الخاصة بنا لدروع الحرارة من ستيلايت:
مراقبة جودة المسحوق: استخدام مساحيق ستيلايت المذراة بالغاز بأحجام جسيمات بين 45-15 ميكرومتر، مما يضمن تكوين طبقات متسقة.
الانصهار الانتقائي بالليزر (SLM): انصهار بالليزر مضبوط في جو من الأرجون للقضاء على الأكسدة وتعزيز تكوين أجزاء عالية الكثافة.
تحسين العملية: ضبط دقيق لسرعة المسح (~800-600 مم/ث)، وقوة الليزر (400-250 واط)، وتباعد الفتحات (~0.13-0.1 مم) لتحقيق التوازن بين مدخلات الطاقة وتقليل الإجهادات المتبقية.
إزالة الدعامات ومعالجة HIP: إزالة الدعامات متبوعة بـ الضغط المتساوي الساخن (HIP) عند 1200 درجة مئوية و 100 ميجا باسكال لمدة 4 ساعات للقضاء على العيوب الداخلية.
التشغيل الآلي الدقيق (CNC): تحقيق الدقة النهائية للأبعاد ±0.01 مم وتشطيبات سطحية Ra ≤1.6 ميكرومتر على الواجهات الحرجة.
المعالجة الحرارية: تطبيق التلدين المحلول عند 1150 درجة مئوية متبوعًا بالتبريد بالهواء لاستقرار البنية المجهرية وتعزيز أداء التعب الحراري.
مقارنة طرق التصنيع للدروع العازلة من ستيلايت
طريقة التصنيع | دقة الأبعاد | التشطيب السطحي (Ra) | الاستقرار الحراري | مقاومة البلى | الكفاءة من حيث التكلفة |
|---|---|---|---|---|---|
الطباعة ثلاثية الأبعاد (SLM) | ±0.05 مم | ≤5 ميكرومتر | متفوق (حتى 950 درجة مئوية) | متفوق (HRC 55-43) | متوسطة |
الصب الاستثماري بالتفريغ | ±0.1 مم | ≤3.2 ميكرومتر | جيدة (حتى 800 درجة مئوية) | جيدة | متوسطة |
التشغيل الآلي (CNC) (من المادة الصلبة) | ±0.01 مم | ≤0.8 ميكرومتر | ممتاز (أعلى من 950 درجة مئوية) | جيدة | عالية |
استراتيجية اختيار طريقة التصنيع
يعتمد اختيار طريقة التصنيع المناسبة على تعقيد الجزء، ومتطلبات الأداء، والتكلفة:
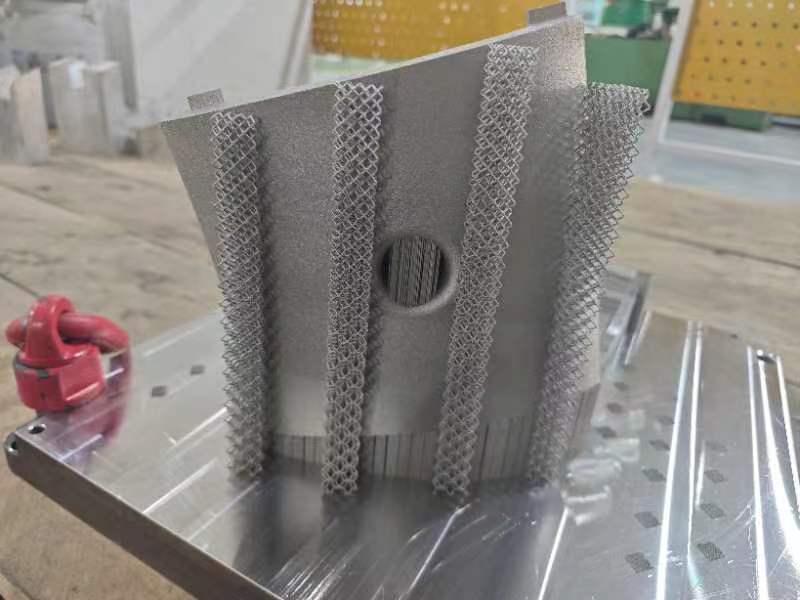
الطباعة ثلاثية الأبعاد (SLM): الأفضل للدروع العازلة عالية التعقيد وخفيفة الوزن التي تتطلب سماكات جدار تصل إلى 1.0 مم وهياكل شعرية داخلية معقدة.
الصب الاستثماري بالتفريغ: أكثر ملاءمة للأشكال الهندسية الأبسط التي تتحمل انحرافات أبعاد ±0.1 مم.
التشغيل الآلي (CNC) (من المادة الصلبة): مثالي للدروع الصلبة التي تحتاج إلى دقة فائقة (±0.01 مم) ولكن على حساب وزن المكون الأثقل.
مصفوفة أداء سبائك ستيلايت
مادة السبيكة | أقصى درجة حرارة خدمة (درجة مئوية) | الصلادة (HRC) | مقاومة الزحف | مقاومة الأكسدة | التطبيقات النموذجية |
|---|---|---|---|---|---|
800 | 50-43 | جيدة (حتى 600 درجة مئوية) | ممتازة | الدروع الحرارية، حواجز التآكل | |
800 | 45-35 | متوسطة (أقل من 500 درجة مئوية) | ممتازة | الدروع عالية الحرارة، الأجزاء الهيكلية | |
850 | 55-48 | جيدة (حتى 650 درجة مئوية) | جيدة | الأجزاء العازلة المقاومة للكشط | |
800 | 48-42 | جيدة (600 درجة مئوية مستمرة) | ممتازة | دوارات الدروع، ألواح مقاومة البلى | |
780 | 42-35 | متوسطة (حتى 500 درجة مئوية) | جيدة | مكونات دروع العادم | |
950 | 38-30 | جيدة (حتى 700 درجة مئوية) | ممتازة | الدروع الهيكلية عالية الحرارة |
استراتيجية اختيار السبيكة للدروع العازلة
يضمن اختيار سبيكة ستيلايت المناسبة الحماية الحرارية المثلى وعمر الخدمة:
ستيلايت 6: المعيار للدروع العازلة حيث تكون عملية التشغيل حتى 800 درجة مئوية، ومقاومة البلى العالية، ومقاومة التآكل ضرورية.
ستيلايت 21: يتم اختيارها للتطبيقات التي تحتاج إلى توازن جيد بين المطيلية ومقاومة الأكسدة مع متطلبات زحف معتدلة.
ستيلايت 12: موصى بها للدروع المعرضة للجسيمات الكاشطة والحمل الحراري الدوري في درجات حرارة تصل إلى 850 درجة مئوية.
ستيلايت 6B: مثالي للدوارات أو الأغطية التي تتطلب مقاومة التعب وحماية من البلى.
ستيلايت 20: خيار فعال من حيث التكلفة لدرع نظام العادم تحت التعرض الحراري والكيميائي المعتدل.
ستيلايت 25: مفضل في قطاعات الفضاء والطاقة حيث تكون عملية التشغيل عالية الحرارة حتى 950 درجة مئوية مع مقاومة الأكسدة أمرًا بالغ الأهمية.
تقنيات المعالجة اللاحقة الرئيسية
تشمل طرق المعالجة اللاحقة الأساسية:
الضغط المتساوي الساخن (HIP): يحقق أجزاء بكثافة كاملة (>99.9%) ويحسن أداء التعب عن طريق إغلاق المسام الداخلية.
التشغيل الآلي الدقيق (CNC): ضبط دقيق للأسطح والتسامحات لمتطلبات التجميع الدقيقة (±0.01 مم).
المعالجة الحرارية: المعالجة المحلولية عند 1150 درجة مئوية تعزز تجانس البنية المجهرية والموثوقية الميكانيكية.
الطلاء السطحي: تطبيق طلاءات الحاجز الحراري المتقدمة (TBC) أحيانًا يمتد لمقاومة حرارية تتجاوز 1000 درجة مئوية.
طرق الاختبار وضمان الجودة
تخضع جميع الدروع العازلة من Neway AeroTech للتحقق الصارم بدرجة الفضاء الجوي:
آلة القياس الإحداثي (CMM): التحقق الأبعادي بدقة ±0.005 مم.
التفتيش بالأشعة السينية: التفتيش غير المدمر للنزاهة الداخلية وتوزيع المسام.
المجهر المعدني: تحليل البنية المجهرية لتوزيع الكربيدات وتوازن الطور.
اختبار الشد: التحقق من الخواص الميكانيكية لضمان القوة والاستطالة المحددة.
دراسة حالة: الدروع العازلة من ستيلايت 6 المطبوعة ثلاثية الأبعاد
أنتجت Neway AeroTech دروعًا عازلة من ستيلايت 6 مطبوعة ثلاثية الأبعاد للأقسام الساخنة لمحركات التوربينات:
درجة حرارة الخدمة: التعرض المستمر حتى 800 درجة مئوية
الدقة الأبعادية: الحفاظ على ±0.05 مم عبر الأشكال الحرة المعقدة
التشطيب السطحي: تحقيق Ra ≤4.5 ميكرومتر لتقليل مواقع الأكسدة
الشهادة: متوافقة بالكامل مع معايير جودة الفضاء AS9100
الأسئلة الشائعة
لماذا تعتبر سبائك ستيلايت مناسبة للدروع العازلة عالية الحرارة المطبوعة ثلاثية الأبعاد؟
ما هي التسامحات الأبعادية التي يمكن لـ Neway AeroTech تحقيقها للدروع العازلة من ستيلايت المطبوعة ثلاثية الأبعاد؟
كيف يحسن الضغط المتساوي الساخن (HIP) موثوقية مكونات ستيلايت المطبوعة ثلاثية الأبعاد؟
ما هي درجات ستيلايت الموصى بها للدروع العازلة التي تعمل فوق 800 درجة مئوية؟
ما هي معايير مراقبة الجودة التي تستخدمها Neway AeroTech لتصنيع الدروع العازلة؟
