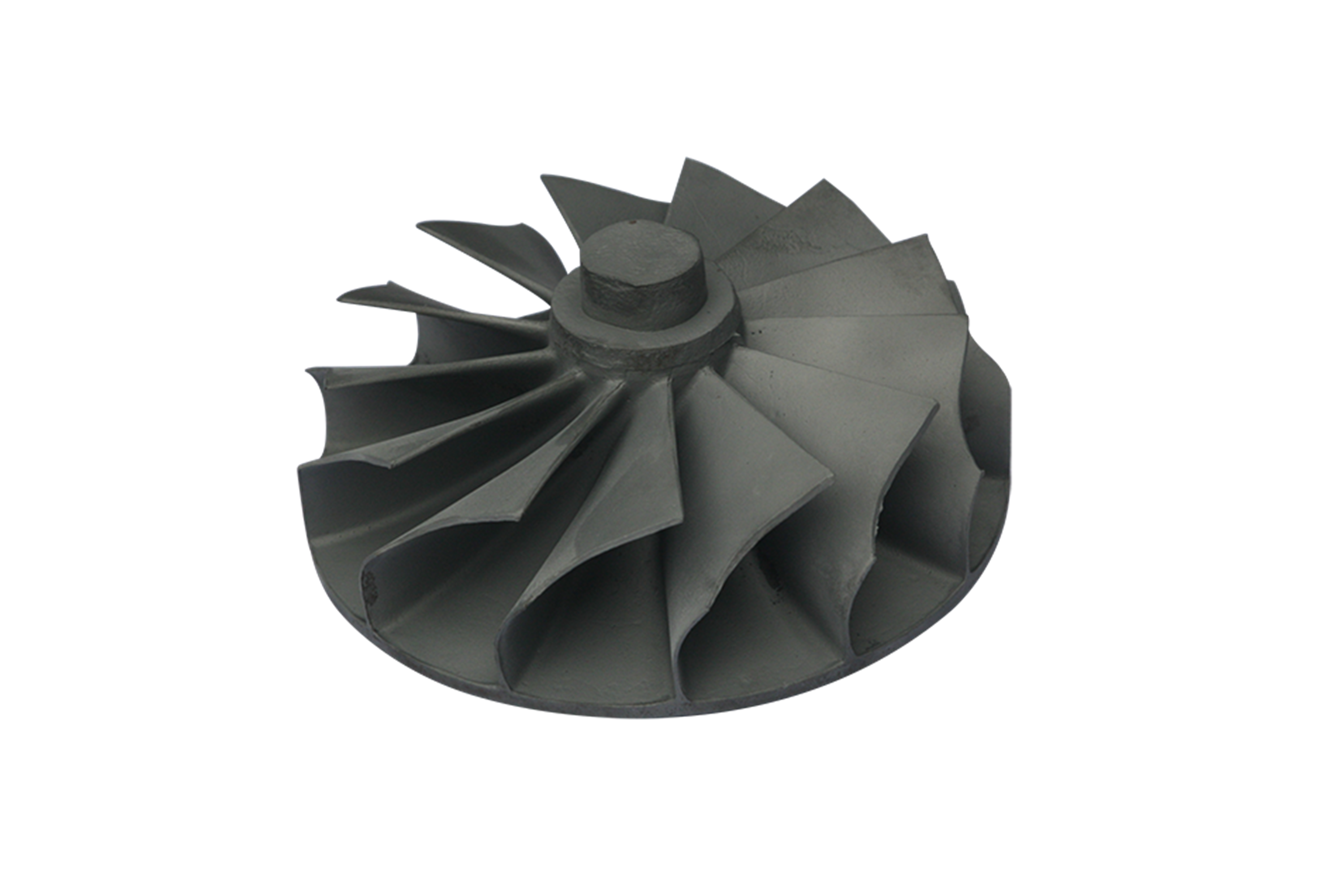
Equiaxed Crystal Casting IN713LC Turbine Parts
Introduction
Equiaxed crystal casting of IN713LC nickel-based superalloy is extensively employed in manufacturing high-performance turbine components for demanding applications in the aerospace and power generation sectors. Renowned for exceptional high-temperature stability, IN713LC parts consistently operate at temperatures up to 982°C (1800°F), delivering superior tensile strengths exceeding 1034 MPa.
Neway AeroTech specializes in advanced superalloy equiaxed crystal casting, leveraging vacuum induction melting technology to produce turbine components with uniform grain sizes between 0.5 and 2 mm. This meticulous control ensures outstanding fatigue resistance, optimized mechanical properties, and exceptional reliability under severe thermal and mechanical stress conditions.
Core Technology of IN713LC Equiaxed Crystal Casting
Wax Pattern Injection: High-precision wax patterns are injected into aluminum molds, precisely replicating the turbine component geometry within ±0.05 mm accuracy.
Ceramic Shell Formation: Patterns are coated multiple times with ceramic slurry and refractory stucco, building up robust shells approximately 6–8 mm thick.
Wax Removal (Dewaxing): Shell molds undergo autoclave dewaxing at 150°C, effectively removing wax patterns without compromising mold structural integrity or dimensional accuracy.
Shell Firing: Ceramic shells are fired at approximately 1000°C, enhancing mechanical strength and fully eliminating residual moisture and organic impurities.
Vacuum Induction Melting: IN713LC alloy ingots undergo vacuum induction melting at around 1450°C, ensuring precise chemical composition and eliminating gas-related defects.
Equiaxed Crystal Solidification: Molten alloy fills preheated shells at controlled rates; rapid, uniform cooling produces equiaxed crystals (0.5–2 mm grain size).
Shell Removal (Knockout): After cooling to room temperature, ceramic molds are mechanically removed through high-pressure water blasting and gentle abrasive vibration techniques.
Post-Casting Treatments: Components undergo controlled heat treatments, HIP at 1150°C and 150 MPa pressure, enhancing mechanical integrity and eliminating residual porosity.
Material Characteristics of IN713LC
IN713LC is a precipitation-hardenable nickel-based alloy optimized for high-temperature strength and corrosion resistance. Key material properties include:
Maximum Operating Temperature: up to 982°C (1800°F)
Tensile Strength: ≥1034 MPa (150 ksi) at room temperature
Yield Strength: ≥862 MPa (125 ksi) at room temperature
Elongation: ≥5%
Creep Strength: Superior creep rupture strength exceeding 200 MPa after 1000 hours at 760°C
Oxidation Resistance: Exceptional resistance under prolonged exposure at elevated temperatures
These characteristics make IN713LC ideal for turbine applications in aerospace engines and industrial gas turbines.
Case Study: Equiaxed Crystal Casting of Turbine Parts
Project Background
Neway AeroTech recently partnered with a leading turbine manufacturer to supply precision-cast turbine components utilizing equiaxed crystal casting of IN713LC. The customer required reliable performance under extreme operating conditions in high-thrust aviation engines and industrial gas turbines, demanding adherence to stringent AS9100 and NADCAP quality standards.
Common Turbine Models
Typical turbine models employing IN713LC include:
Pratt & Whitney PT6 Series: Widely utilized turboprop engines powering regional aircraft, helicopters, agricultural aircraft, and general aviation platforms.
General Electric (GE) LM2500: Industrial gas turbines commonly applied for marine propulsion, power generation facilities, and oil and gas pumping stations globally.
Rolls-Royce RB211: A high-bypass turbofan engine extensively used in commercial aviation, notably powering Boeing 747 and 757 aircraft models.
Honeywell TPE331: Turboprop engines favored in commuter aircraft, military trainers, agricultural aircraft, and specialized surveillance and reconnaissance drone applications.
Selection and Structural Features of Typical Turbine Parts
The selected turbine components included blades, vanes, and nozzle segments. Critical structural features considered:
Complex aerodynamic geometries optimized through CFD analysis
Internal cooling passages to mitigate high thermal gradients
Thin-wall configurations (as low as 0.8 mm thickness) for weight optimization
Precise dimensional tolerances within ±0.05 mm, verified using CMM
Turbine Component Manufacturing Solution
Casting Preparation: Precise wax patterns and ceramic molds produced, maintaining dimensional accuracy within aerospace industry standards of ±0.05 mm tolerances consistently.
Vacuum Casting: Vacuum induction melting at 1450°C under controlled vacuum (≤10^-3 Pa) ensures contamination-free melt for optimal chemical composition stability.
Controlled Solidification: Molten alloy solidifies within preheated molds at controlled cooling rates to yield uniform grain structures averaging between 0.5–2 mm.
Hot Isostatic Pressing (HIP): Components subjected to HIP at 1150°C and 150 MPa, effectively reducing internal porosity and enhancing mechanical and structural integrity.
Heat Treatment: Heat treatment performed at 1200°C for 2 hours, rapid air cooling, followed by aging at 850°C for 16 hours.
Precision CNC Machining: High-precision CNC machining is performed to achieve complex aerodynamic profiles and critical dimensions with tolerances of ±0.02 mm accuracy.
Electrical Discharge Machining (EDM): EDM is employed to precisely create intricate internal cooling passages and thin-walled features as narrow as 0.8 mm in thickness accurately.
Surface Finishing and Inspection: Surface finishing combined with rigorous dimensional inspections (CMM), non-destructive testing (X-ray, ultrasonic), ensuring compliance with AS9100 standards.
Core Manufacturing Challenges of High-Temperature Alloy Parts
Maintaining precise grain size control (<2 mm) and uniformity
Minimizing microstructural defects, such as micro-shrinkage and carbide precipitation
Ensuring consistent mechanical properties across complex geometries
Dimensional accuracy within stringent aerospace specifications
Results and Verification
Grain size uniformity is consistently maintained within the target range of 0.5–2 mm, ensuring optimal fatigue strength and mechanical stability.
Non-destructive X-ray and ultrasonic inspections detected zero critical internal defects, confirming component integrity and compliance with aerospace standards.
Tensile strength tests confirmed performance above 1034 MPa at room temperature, validating reliability under severe operational stresses and temperatures.
Fatigue testing exceeded the targeted 100,000 cycles under simulated operating conditions, demonstrating enhanced durability and extended service life capabilities.
FAQs
What specific advantages does IN713LC offer in high-temperature turbine applications?
What are the critical quality controls implemented during equiaxed crystal casting?
Which industries primarily utilize IN713LC equiaxed crystal cast turbine parts?
What dimensional tolerances can you achieve with IN713LC turbine components?
What testing methods ensure mechanical reliability in high-temperature alloy turbine parts?
