Which materials are most used for deep hole drilling in superalloy parts?
Typical Superalloys for Deep Hole Drilling
From an engineering perspective, deep hole drilling is mainly applied to nickel-based superalloys used in hot-section components. Grades such as Inconel 718, 625, 713 and 939, as well as Hastelloy X and other nickel-chromium alloys, are frequently selected for cooling channels, fuel passages and lubrication circuits. These alloys retain strength and oxidation resistance at 700–1,000 °C, but their high hardness and work-hardening tendency make deep hole drilling technically demanding.
For wear and erosion-critical parts, cobalt-based materials such as Stellite 6 or Haynes 188 are common. Their excellent hot-hardness and metallurgical stability are well suited for guide vanes, nozzles and valve components requiring long, precise internal passages.
Single-Crystal and Powder Metallurgy Superalloys
In advanced turbine technology, cooling holes are often drilled in single-crystal blades produced from alloys such as CMSX-4 or high-generation single-crystal systems listed in our fourth-generation superalloy portfolio. These materials provide exceptional creep resistance, but the anisotropic crystal structure and complex blade geometry require highly controlled superalloy deep hole drilling strategies to avoid micro-cracking and thermal damage.
For turbine discs and rotors, powder metallurgy grades such as FGH96 and FGH97 are widely used. Their fine, homogeneous microstructure supports high fatigue strength, but also increases cutting forces. Deep holes in these discs—used for tie-rod passages, lubrication and weight reduction—must be machined with optimized feed, coolant pressure and step-boring strategies.
Titanium and 3D-Printed Superalloys
Where weight reduction is critical, especially in structural elements and compressor-side components, titanium alloys such as Ti-6Al-4V and high-performance beta alloys are frequently deep-drilled for hydraulic lines and attachment points. Compared with nickel alloys, titanium generates lower cutting forces but is more sensitive to heat and chip evacuation, so tool geometry and coolant control are key.
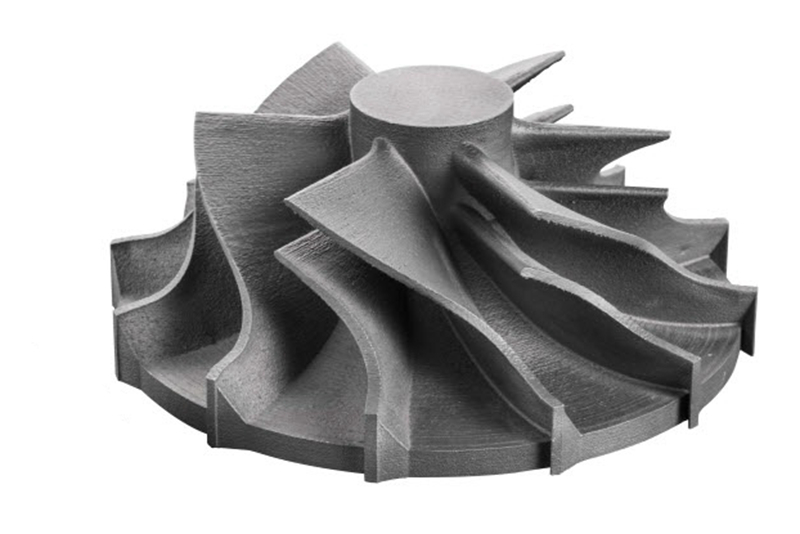
Increasingly, internal channels are pre-formed via superalloy 3D printing, with deep hole drilling used for calibration, deburring and local corrections. Additively manufactured Inconel or Hastelloy components often combine complex lattice structures with conventionally drilled bores to achieve both thermal efficiency and dimensional accuracy.
Application and Industry Context
The materials above dominate in high-duty sectors such as aerospace and aviation, power generation and oil and gas, where deep internal passages are essential for cooling, fuel metering and high-pressure fluid handling. In practice, material selection for deep hole drilling is driven by service temperature, corrosion environment and required fatigue life; our role is to match the appropriate superalloy or titanium grade with a stable drilling process window and follow-up finishing such as superalloy CNC machining.