Custom Turbine Vanes and Nozzle Guide Vanes for Power Generation Turbine Repair
NewayAeroTech manufactures custom turbine vanes and nozzle guide vanes for power generation turbine repair projects. These components can be produced from customer drawings, original samples, 3D scan data, or turbine model information, then delivered as finished or semi-finished replacement parts according to the customer’s inspection and assembly requirements.
For power plant maintenance teams, turbine repair companies, and gas turbine spare parts buyers, turbine vanes and nozzle guide vanes are not simple castings. They are gas-path control components that guide hot combustion gas into the turbine rotor at the correct angle, velocity, and pressure distribution. If the vane airfoil, throat area, platform, sealing surface, or mounting interface is incorrect, turbine efficiency and hot-section reliability can be affected.
NewayAeroTech supports power generation turbine replacement parts manufacturing through integrated superalloy casting, CNC machining, post-processing, and inspection for custom NGV, stator vane, and turbine vane repair projects.
Direct Answer: Custom Turbine Vanes and NGV Replacement Parts
NewayAeroTech provides custom turbine vanes, nozzle guide vanes, stator vanes, and NGV replacement parts for power generation gas turbine repair projects. Depending on the original design and service requirement, the manufacturing route can include vacuum investment casting, equiaxed crystal casting, directional casting, CNC machining, post-processing, and final quality inspection.
Our manufacturing support can cover:
Custom nozzle guide vanes for gas turbine repair
Replacement turbine vanes for power generation turbines
Gas turbine stator vane replacement parts
Superalloy turbine vane casting and machining
Small-batch repair vanes and batch spare parts production
Reverse engineering support from old parts or 3D scan data
The goal is to provide turbine vane repair parts with controlled airfoil geometry, throat area, platform dimensions, sealing surfaces, assembly interfaces, material consistency, and inspection documentation.
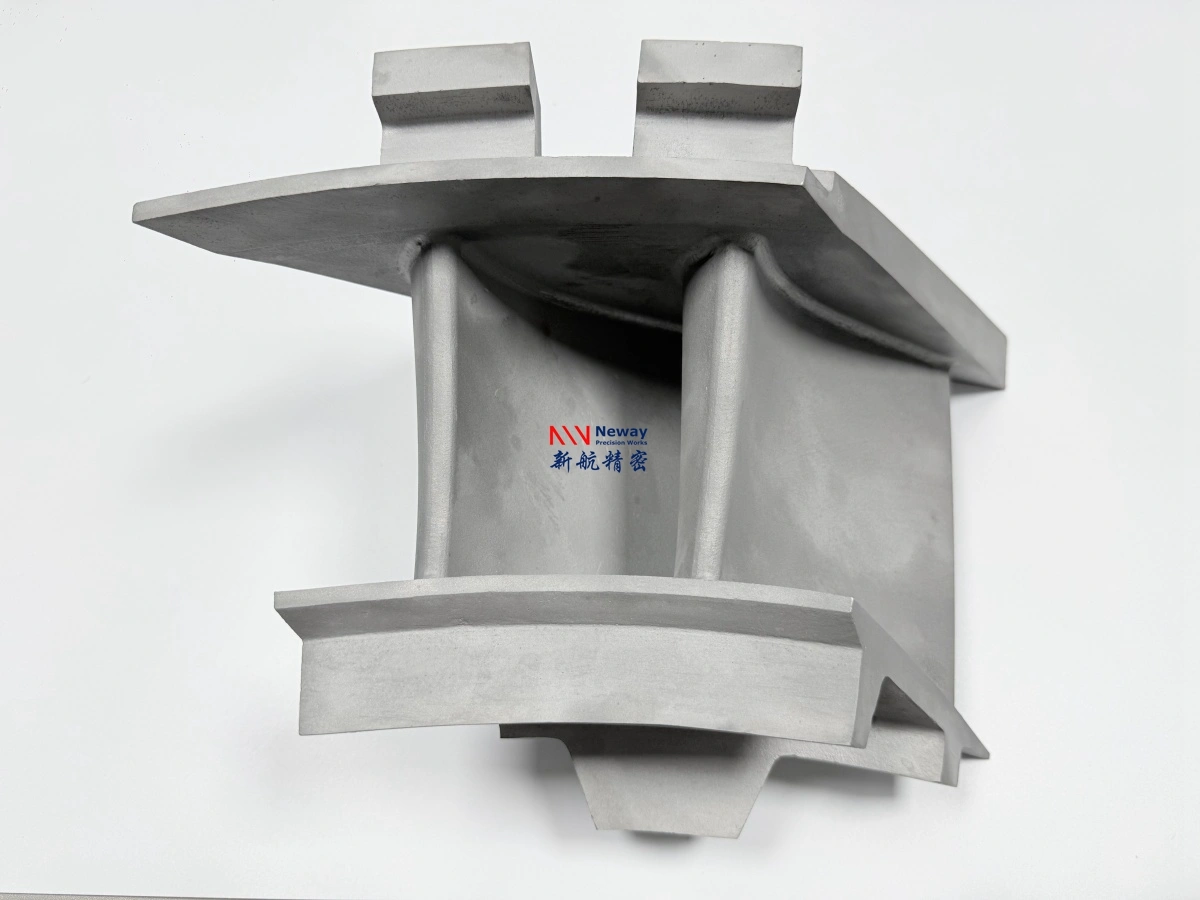
Function of Turbine Vanes and Nozzle Guide Vanes in Gas Turbines
Turbine vanes and nozzle guide vanes are stationary components installed in the hot gas path of a gas turbine. Their main function is to direct gas flow toward the rotating turbine blades at a controlled angle and velocity. This affects energy transfer, turbine efficiency, stage matching, and downstream temperature distribution.
In power generation turbines, vanes must perform several functions at the same time:
Guide hot gas into the turbine rotor at the required angle
Control gas velocity, pressure distribution, and throat area
Maintain stable flow between turbine stages
Support turbine efficiency and output performance
Protect downstream parts from uneven gas flow and local overheating
Maintain sealing, platform alignment, and assembly stability during service
Because these parts directly influence gas-path performance, replacement vanes must be manufactured with more attention to aerodynamic geometry than ordinary static cast components.
Why Turbine Vanes Need Replacement
Turbine vanes operate in a severe hot-section environment. During long-term operation, they are exposed to high-temperature gas flow, oxidation, hot corrosion, vibration, thermal gradients, and repeated start-stop cycles. Over time, these conditions can change the vane geometry and reduce service reliability.
Common vane failure or replacement reasons include:
Thermal cracks caused by repeated heating and cooling cycles
Burning, erosion, or local overheating on the airfoil surface
Oxidation or hot corrosion in gas-path areas
Platform deformation or sealing surface damage
Throat area change caused by wear, distortion, or deposit buildup
Leading edge or trailing edge damage
Coating degradation, spalling, or surface protection loss
Cracks found during outage inspection or non-destructive testing
When vanes exceed repair limits, replacement parts are needed to restore gas-path geometry, turbine efficiency, and maintenance reliability.
Manufacturing Route for Custom Turbine Vanes
Custom turbine vane manufacturing usually combines casting and precision finishing. Casting forms the complex vane body, airfoil, platforms, and gas-path geometry. CNC machining then finishes the installation features, sealing surfaces, datum areas, and critical assembly dimensions.
A typical route may include:
Review turbine model, vane stage, drawings, old parts, or 3D scan data
Confirm material grade, casting route, heat treatment, coating, and inspection requirements
Design casting tooling, wax patterns, ceramic shells, and process allowances
Produce the vane blank by vacuum investment casting, equiaxed casting, or directional casting
Apply heat treatment or post-casting processing according to material requirements
Machine platforms, mounting surfaces, sealing faces, datum surfaces, and positioning features
Inspect airfoil profile, throat area, casting defects, material chemistry, and final dimensions
Prepare documentation for customer review, incoming inspection, or repair project approval
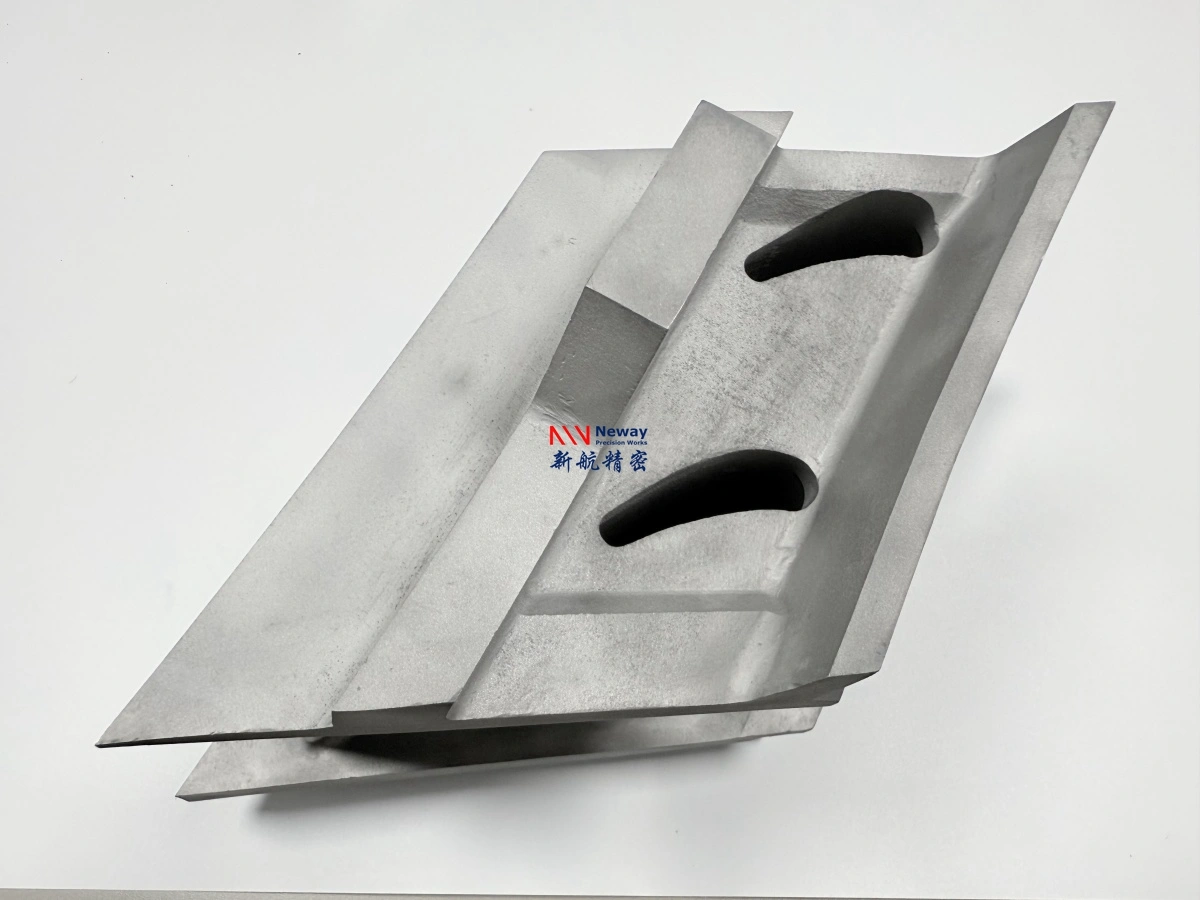
NewayAeroTech provides vacuum investment casting for nozzle guide vanes when complex superalloy vane geometry must be produced as a near-net-shape blank before precision machining.
Casting Options for Gas Turbine Vanes
The correct casting method depends on vane design, turbine stage, alloy grade, service temperature, and customer specification. For many static vane and NGV repair parts, equiaxed casting is practical. For more demanding turbine applications, directional casting may be required.
Equiaxed crystal casting for turbine vanes is often used for static hot-section components where a balanced cast grain structure is suitable. It can support complex vane geometry, platforms, and flow-path features while maintaining practical manufacturing cost and lead time.
Directional casting for turbine vanes may be reviewed when the vane design or customer specification requires controlled grain growth and improved high-temperature performance in a preferred direction.
Casting Route | Typical Use | Key Benefit |
|---|---|---|
Vacuum investment casting | Complex superalloy vane blanks and NGV repair parts | Near-net-shape airfoil, platform, and gas-path geometry |
Equiaxed crystal casting | Static turbine vanes, nozzle guide vanes, stator vane parts | Practical casting route for many non-rotating hot-section components |
Directional casting | Higher-temperature turbine vane applications where specified | Supports controlled grain structure for demanding service conditions |
The casting route should be confirmed from the original design requirement. A replacement vane should not be downgraded to a simpler casting method if the original part requires a specific grain structure or material condition.
Material Choices for Nozzle Guide Vanes and Stator Vanes
Turbine vanes and nozzle guide vanes are usually made from nickel-based or cobalt-based superalloys. The correct material depends on temperature, hot corrosion risk, oxidation exposure, coating system, original design, and customer specification.
Common material options for turbine vane repair projects include Inconel 713LC, Inconel 738LC, FSX-414, ECY-768, MAR-M 509, and Haynes 188. These alloys are selected for hot-section applications where ordinary stainless steels cannot provide sufficient high-temperature strength and oxidation resistance.
NewayAeroTech supports Inconel alloy vacuum investment casting for nickel-based turbine vane and NGV parts. For cobalt-based hot-section applications, Stellite alloy vacuum investment casting may be reviewed when wear resistance, hot corrosion resistance, and cobalt-based alloy performance are required. For other high-temperature and corrosion-resistant applications, Hastelloy alloy vacuum investment casting can also support material comparison and custom alloy projects.
Material | Typical Use in Vane Projects | Selection Consideration |
|---|---|---|
Inconel 713LC | Small turbine NGV and cast hot-section vane parts | Useful for cast nozzle guide vanes requiring high-temperature strength |
Inconel 738LC | Industrial gas turbine vanes and hot-section static parts | Strong candidate for high-temperature cast turbine components |
FSX-414 | Cobalt-based turbine vane and nozzle components | Can be considered for hot corrosion and stationary hot gas path service |
ECY-768 | Cobalt-based heavy-duty gas turbine vane and nozzle applications | Relevant for selected replacement vane programs requiring cobalt alloy performance |
MAR-M 509 | Cobalt-based high-temperature vane and nozzle parts | Useful where hot corrosion resistance and cast cobalt alloy performance are required |
Haynes 188 | High-temperature cobalt-based hot-section components | May be reviewed for oxidation and hot corrosion resistance requirements |
For replacement parts, the material should follow the original drawing or verified sample data whenever possible. If an equivalent material is required, the operating temperature, gas environment, coating system, and inspection acceptance criteria should be reviewed before quotation.
CNC Machining Focus for Vane Platforms and Interfaces
Casting forms the vane body, but CNC machining is required to control assembly accuracy. Vane platforms, sealing faces, mounting interfaces, and positioning features usually require tighter tolerances than the cast airfoil body.
NewayAeroTech provides superalloy CNC machining for vane platforms, including difficult-to-machine nickel-based and cobalt-based alloys used in turbine repair parts.
Machining focus areas include:
Upper and lower platform surfaces
Mounting faces and assembly interfaces
Sealing surfaces and contact areas
Positioning holes, slots, or local fixing features
Datum surfaces for CMM and profile inspection
Leading edge, trailing edge, or boundary areas when specified by drawing
For vane repair parts, machining datum strategy is important. If the casting datum does not match the functional assembly datum, the part may pass local dimension checks but fail final fit-up or throat area control.
Superalloy Post-Process for Turbine Vanes
Turbine vanes may require heat treatment, surface preparation, coating preparation, polishing, cleaning, or other post-processing before final delivery. The exact post-process route depends on material grade, drawing requirement, coating system, and customer inspection standard.
NewayAeroTech supports superalloy post-process for turbine vanes to connect casting, machining, surface condition control, and final inspection into one manufacturing route.
Post-processing may include:
Heat treatment for material condition and microstructure control
Stress relief when required after machining or EDM
Surface cleaning and oxide removal
Coating preparation for oxidation-resistant or thermal barrier coatings
Deburring and edge finishing around platforms, holes, and airfoil edges
Final surface review before inspection and delivery
If coating is required, coating allowance and masking areas should be defined before final machining. Otherwise, the part may meet pre-coating dimensions but fail final assembly after coating thickness is added.
Critical Features of NGV and Turbine Vane Replacement Parts
For nozzle guide vane and turbine vane replacement parts, several features require special control because they affect gas flow, fit-up, sealing, and service reliability.
Critical features include:
Airfoil contour on pressure side and suction side
Leading edge and trailing edge geometry
Throat area and vane-to-vane flow channel consistency
Upper and lower platform dimensions
Sealing faces and contact surfaces
Mounting faces, holes, and positioning features
Internal casting defects such as shrinkage, porosity, and inclusions
Material chemistry and heat treatment condition
For worn sample replacement, the original functional geometry must be reconstructed carefully. Wear, erosion, coating loss, and deformation should not be copied into the new replacement vane.
Inspection Requirements for Custom Turbine Vanes
Inspection is critical for turbine vanes because they are gas-path control components. A finished replacement vane must meet both material and geometric requirements before delivery.
Inspection Item | What to Check | Why It Matters |
|---|---|---|
Airfoil profile | Pressure side, suction side, leading edge, trailing edge | Controls gas flow direction and turbine efficiency |
Throat area | Gas flow passage size and vane-to-vane consistency | Supports correct flow rate, pressure distribution, and stage matching |
FPI | Surface cracks and open defects | Helps identify crack risks before delivery or coating |
X-ray or CT | Internal porosity, shrinkage, inclusions, hidden casting defects | Verifies casting soundness for hot-section service |
CMM inspection | Platforms, mounting faces, sealing surfaces, datum features | Confirms assembly fit and dimensional repeatability |
Material report | Chemical composition, alloy grade, heat treatment records when required | Confirms material consistency and traceability |
Inspection requirements should be confirmed before quotation. Airfoil profile inspection, throat area measurement, X-ray, CT, FPI, CMM, and material testing can all affect cost, lead time, and acceptance planning.
Reverse Engineering Support for Old Vanes and NGV Parts
Many turbine vane repair projects begin with old parts rather than complete drawings. In these cases, reverse engineering must separate original design intent from service damage. A used vane may have erosion, coating loss, platform distortion, throat area change, or thermal cracking.
NewayAeroTech can review projects based on:
Original drawings and 3D CAD files
Old vane or NGV samples
3D scan data and reconstructed models
Material analysis from sample parts
Photos showing wear, cracks, or coating loss
Turbine model, stage number, and operating condition
For reverse-engineered NGV parts, airfoil contour and throat area should be reviewed carefully. A visually similar replacement vane may still perform poorly if the gas-flow geometry is not controlled.
Supplier Value for Power Generation Turbine Vane Repair
A qualified turbine vane repair parts supplier should provide more than casting capacity. The supplier should understand material selection, vane function, casting route, machining datum, throat area control, inspection planning, and delivery documentation.
NewayAeroTech supports turbine vane repair projects by providing:
Superalloy material review and casting route selection
Vacuum investment casting, equiaxed casting, and directional casting options
CNC machining for platforms, sealing faces, mounting areas, and datum features
Post-processing and coating preparation support
Airfoil profile, throat area, FPI, X-ray, CMM, and material inspection planning
Reverse engineering support from old parts, samples, or 3D scan data
Prototype, small-batch repair parts, and batch spare vane manufacturing
This integrated approach reduces communication gaps between casting, machining, coating, and inspection suppliers, especially when turbine repair projects have tight outage schedules or limited original documentation.
RFQ Checklist for Custom Turbine Vanes and Nozzle Guide Vanes
To quote turbine vanes and nozzle guide vanes accurately, customers should provide technical data related to geometry, material, inspection, and service conditions. This helps the supplier evaluate casting tooling, machining route, inspection cost, and manufacturing risk.
A complete RFQ should include:
Turbine model, vane stage, part number, and revision level
2D drawing and 3D CAD file if available
Old part sample, photos, or 3D scan data if reverse engineering is required
Required material grade, such as Inconel 713LC, Inconel 738LC, FSX-414, ECY-768, MAR-M 509, or Haynes 188
Casting route requirement, such as vacuum investment casting, equiaxed casting, or directional casting
Heat treatment, coating, or post-processing requirements
Airfoil profile, throat area, platform, sealing surface, and mounting interface requirements
Inspection requirements such as FPI, X-ray, CT, CMM, material report, airfoil report, or throat area report
Quantity for prototype, repair batch, or long-term spare parts program
Delivery schedule, outage timing, packaging, and documentation requirements
If the project is based on a damaged sample, customers should mark worn areas, cracks, missing coating, repaired zones, and critical functional surfaces. This helps prevent reverse engineering errors and supports a more reliable replacement part design.
Conclusion
Custom turbine vanes and nozzle guide vanes for power generation turbine repair require controlled superalloy casting, CNC machining, post-processing, and inspection. These parts are gas-path control components, so airfoil profile, throat area, platform dimensions, sealing surfaces, mounting interfaces, internal defects, and material consistency must be managed carefully.
NewayAeroTech supports turbine vane and NGV replacement part manufacturing from drawings, old parts, 3D scan data, or turbine model information. Our capabilities include vacuum investment casting, equiaxed crystal casting, directional casting, superalloy CNC machining, post-processing, airfoil inspection, throat area control, FPI, X-ray, CMM, and material reporting.
For turbine vane repair parts quotation, please send the turbine model, vane stage, part number, 2D drawing, 3D file, sample photos, material requirement, casting route, coating requirement, inspection standard, quantity, and delivery target. Our engineering team can review the most suitable manufacturing route for your gas turbine vane replacement project.



