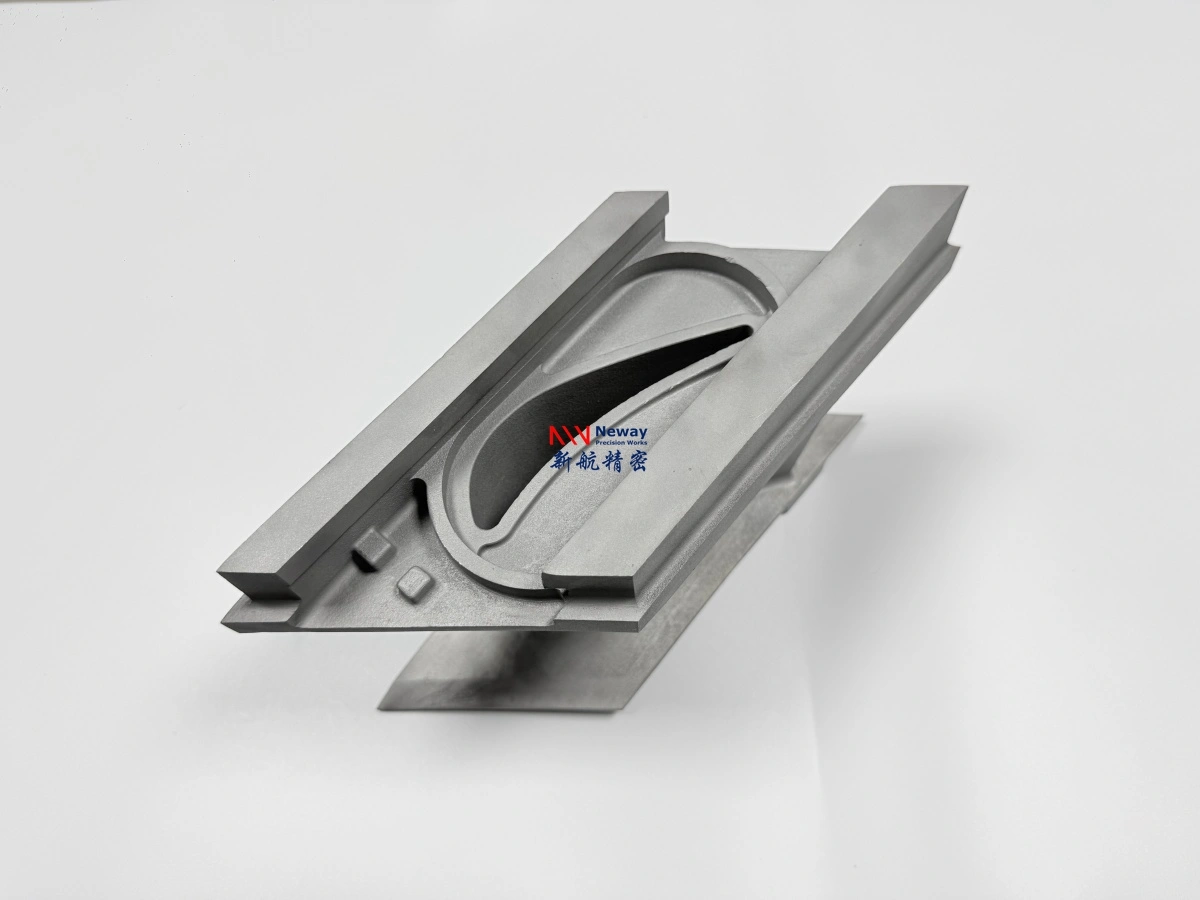
Forged Inconel Rotor and Turbine Disc Manufacturing RFQ Route
A forged Inconel rotor or turbine disc RFQ should define the forging route, stock allowance, heat-treatment condition, CNC machining boundary, inspection evidence, and delivery state before price comparison begins. Forging is often reviewed for rotating superalloy parts where grain flow, section thickness, strength requirement, and machining allowance are central to the project. The buyer should not send only a finished-part drawing and ask for a forging price; the supplier needs to know whether the quote covers a forged blank, rough-machined stock, heat-treated semi-finished part, or a finished inspected component.
NewayAeroTech can review custom superalloy precision forging projects for Inconel and other high-temperature alloy rotor, shaft, turbine disc, ring, and rotating-component requirements. The route may connect forging, heat treatment, superalloy CNC machining, and material testing and analysis. The work is drawing-based manufacturing support. It is not standard spare-part resale, engine-platform approval, or a substitute for the buyer's design validation.


When Forging Is Selected for Inconel Rotating Parts
Forging is usually reviewed when the component needs a wrought route, controlled stock form, robust section properties, or a blank suitable for heavy machining into a rotor, turbine disc, shaft, coupling, or ring. Inconel 718, Inconel 625, and other nickel-based superalloys may be discussed depending on the operating environment and drawing requirement. The supplier can review route feasibility, but the buyer must approve the material grade, acceptance basis, and final design responsibility for rotating hardware.
The RFQ should explain why forging is being considered instead of casting, powder metallurgy, bar stock, or additive manufacturing. A forged rotor may need fiber-flow consideration, heat-treatment planning, machining stock, and inspection records. A turbine disc may need a different comparison between forging and powder metallurgy. A simple line item such as "Inconel forged part" gives the supplier too little information to quote the correct route. Buyers should state whether they need a route suggestion or whether forging is already locked by the drawing.
Buyer scenario | Forging question | RFQ consequence |
|---|---|---|
Rotor or shaft blank | Is the supplier quoting forged stock only or stock plus rough machining? | Machining allowance and datum responsibility change the price. |
Turbine disc or ring | Is forging preferred over powder metallurgy or casting for the part condition? | Material route, heat treatment, and inspection records must be compared. |
Finished rotating component | Are final faces, bore, slots, and bolt features in supplier scope? | CNC sequence and dimensional inspection become part of the manufacturing quote. |
Prototype validation part | Does the buyer need route feasibility or repeatable production planning? | First-article evidence may be more important than lowest blank price. |
Forging Stock Machining Datum and Allowance
Forged superalloy parts rarely move directly from forging to final use. The buyer should define rough stock size, machining allowance, datum surfaces, and the expected delivery condition. If the forging supplier is not responsible for the final bore, face, or interface, those exclusions should be clear. If NewayAeroTech is asked to deliver a semi-finished or finished component, the quote must include datum preparation, CNC machining sequence, surface finish, and inspection records.
Datum planning is especially important for rotors and turbine discs. The forging centerline, rough-machined centerline, final bore axis, and inspection datum should not be assumed to be identical. Heat treatment may also change stock behavior, so the RFQ should state whether machining occurs before heat treatment, after heat treatment, or in multiple stages. Buyers should mark critical surfaces such as bore, hub faces, seal surfaces, bolt patterns, splines, shoulders, or balance-related features. The supplier can then determine whether the forged blank has enough stock for stable machining and inspection.
Manufacturing stage | Buyer must define | Supplier output affected |
|---|---|---|
Forged stock | Approximate geometry, stock envelope, alloy, and acceptance condition. | Blank quote, material route, and rough size control. |
Rough machining | Datum creation, allowance removal, and surfaces held for heat treatment. | Machining time, fixture plan, and intermediate inspection. |
Heat treatment | Required condition, sequence, and record requirement. | Route timing and post-treatment dimensional review. |
Finish machining | Final features, toleranced interfaces, and reportable dimensions. | CMM plan, surface finish, and delivery evidence. |
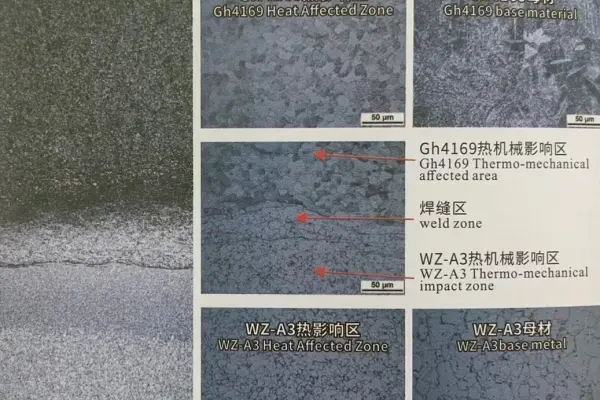
Heat Treatment and Material Records for Forgings
Heat treatment should be written into the RFQ as a required route stage or excluded scope, not assumed. Inconel rotor and disc projects may need heat-treatment records, hardness checks, metallography, mechanical testing, or other evidence depending on the drawing and buyer's quality plan. NewayAeroTech can review the manufacturing route, but the buyer should provide the required specification and acceptance criteria. Unsupported property claims should not be used as a substitute for a defined test or record.
Material evidence should also be separated from final component validation. A supplier may provide material and process records according to project requirements, but the buyer's engineering team remains responsible for approving whether the forged component fits the final application. This boundary is important for rotating parts because manufacturing evidence, design validation, and service qualification are different steps. A practical RFQ lists the records needed for supplier release and the records reserved for buyer validation.
Inspection Evidence for Forged Rotor and Disc Parts
Inspection for forged Inconel rotating components should connect to the features that control the buyer's release process. CMM can support bore, face, datum, shoulder, slot, and bolt-pattern dimensions. Surface inspection can support machined faces and local transition areas. Material testing can support alloy identity and heat-treatment condition. NDT may be requested when the buyer's standard requires it for forged superalloy parts. The supplier should not guess which inspection level is required; it should be defined by drawing, specification, and project risk.
The quote should state which inspections are performed after forging, after heat treatment, after rough machining, and after finish machining. If the buyer wants a first-article package, the RFQ should say which documents are mandatory. If the part is a prototype or route-development item, the buyer may ask for additional measurement feedback to support design review. If the part is repeat production from an established drawing, the inspection list may be narrower but must still match the buyer's release requirement.
Inspection record | What it supports | Buyer instruction |
|---|---|---|
Material and heat-treatment record | Alloy identity, route traceability, and delivery condition. | State required record format and acceptance basis. |
CMM dimensional report | Final interfaces, datum relationships, and critical rotating features. | Mark reportable dimensions and datum scheme on the drawing. |
Surface inspection | Machined faces, transitions, and local feature condition. | Define whether visual, FPI, or another method is required. |
NDT or internal review | Integrity concerns when required by specification. | Provide inspection method, sensitivity, and report expectation. |
Casting Forging and Powder Route Comparison
Some RFQs begin with uncertainty about whether the part should be forged, cast, or made by powder metallurgy. A forged Inconel rotor may fit when the buyer needs a wrought route and heavy machining stock. A cast hot-section component may fit when the geometry includes thin walls, airfoil surfaces, or complex flow-path shapes. A powder metallurgy turbine disc may fit when the buyer has a route requirement for a disc blank or rotating superalloy component. The correct answer depends on material, geometry, loading, inspection requirement, quantity, and buyer approval path.
NewayAeroTech can discuss route fit for suitable custom projects, including internal links to casting and powder metallurgy where the buyer is still comparing alternatives. For B17, the important point is supplier responsibility: if the buyer asks for forging, the supplier should quote the forged route and any agreed post-forging machining or inspection. If the route is uncertain, the RFQ should invite route review rather than forcing every supplier to guess the same missing information differently.
RFQ Package for Forged Inconel Rotor Work
For a forged Inconel rotor, turbine disc, shaft, or related rotating component, send the 2D drawing, 3D model, alloy grade, quantity, rough stock requirement, delivery condition, heat-treatment requirement, machining allowance, final machining scope, surface finish, inspection standard, and required documents. If the part is sample-based, provide photos and measurements, but do not treat the used sample as final design authority. If the part is a new design, identify the validation stage and first-article evidence required.
First-article planning should be handled before the purchase order when the forging route is new or when the buyer is moving from a machined bar, casting, or previous supplier route. The first article may need extra stock review, intermediate dimensional checks, heat-treatment confirmation, machining feedback, and inspection hold points before the route is repeated. These checks are not filler documents; they help the buyer decide whether the forged blank, machining allowance, and inspection package support the intended manufacturing route.
NewayAeroTech can review forged superalloy projects where the buyer needs drawing-based manufacturing, route planning, CNC machining, heat treatment, and inspection support. The clearest quotation comes from a scope that separates forged blank supply, rough machining, heat treatment, finish machining, and release evidence. Send the technical package early so the supplier can identify route feasibility, missing drawing data, and the correct responsibility boundary.
Related FAQs