مُصنِّع أنظمة الدفع البحري من السبيكة أحادية البلورة PWA 1484
مقدمة
PWA 1484 هي سبيكة فائقة من الجيل الثاني قائمة على النيكل أحادية البلورة (SX)، مصممة لمقاومة استثنائية للزحف، ومقاومة الأكسدة، وسلامة هيكلية في البيئات عالية الحرارة. تم تطويرها في الأصل لتوربينات الطيران، وأداؤها الفائق يجعلها مثالية أيضًا لأنظمة الدفع البحري التي تعمل تحت أحمال حرارية وميكانيكية قصوى. بصفتنا مُصنِّعًا متخصصًا في السباكة أحادية البلورة، ننتج مكونات الدفع من PWA 1484 بتوجيه [001]، وحدود أبعاد ضيقة (±0.05 مم)، ونسبة مسامية أقل من 1%.
يتم تصميم مسبوكاتنا خصيصًا لتوربينات الغاز البحرية، وشواحن التوربو، ومكونات العادم حيث تكون المتانة طويلة الأمد ومقاومة الزحف أمرًا بالغ الأهمية.
التكنولوجيا الأساسية: السباكة أحادية البلورة لـ PWA 1484
نستخدم التصلب الاتجاهي الفراغي لإنتاج المكونات البحرية من PWA 1484 بتوجيه أحادي البلورة [001]. يتم صهر السبيكة فراغيًا وصبها عند ~1460 درجة مئوية في قوالب قشرية خزفية مسخنة مسبقًا إلى ~1100 درجة مئوية. يتم سحب القوالب بمعدل 1-3 مم/دقيقة في فرن بريدجمان لإنتاج هياكل أحادية البلورة، مما يلغي حدود الحبيبات ويعزز قوة الزحف، وعمر التعب الحراري، ومقاومة الأكسدة.
خصائص مادة سبيكة PWA 1484
PWA 1484 هي سبيكة فائقة قائمة على النيكل أحادية البلورة مقواة بـ γ′، تتمتع بثبات ميكانيكي وكيميائي ممتاز في درجات الحرارة العالية. تُستخدم على نطاق واسع في ريش توربين المرحلة الأولى وأجزاء القسم الساخن الهيكلي. تشمل الخصائص الرئيسية:
الخاصية | القيمة |
|---|---|
الكثافة | 8.9 جم/سم³ |
قوة الشد القصوى (عند 1093 درجة مئوية) | ≥1140 ميجا باسكال |
قوة كسر الزحف (1000 ساعة @ 1093 درجة مئوية) | ≥200 ميجا باسكال |
حد درجة حرارة التشغيل | حتى 1200 درجة مئوية |
مقاومة الأكسدة | ممتازة |
هيكل الحبيبات | أحادي البلورة [001] |
تُمكّن هذه الخصائص مكونات PWA 1484 من الحفاظ على السلامة الأبعادية والميكانيكية في التوربينات البحرية المعرضة لتدرجات حرارية عالية وتدفقات غازية أكالة.
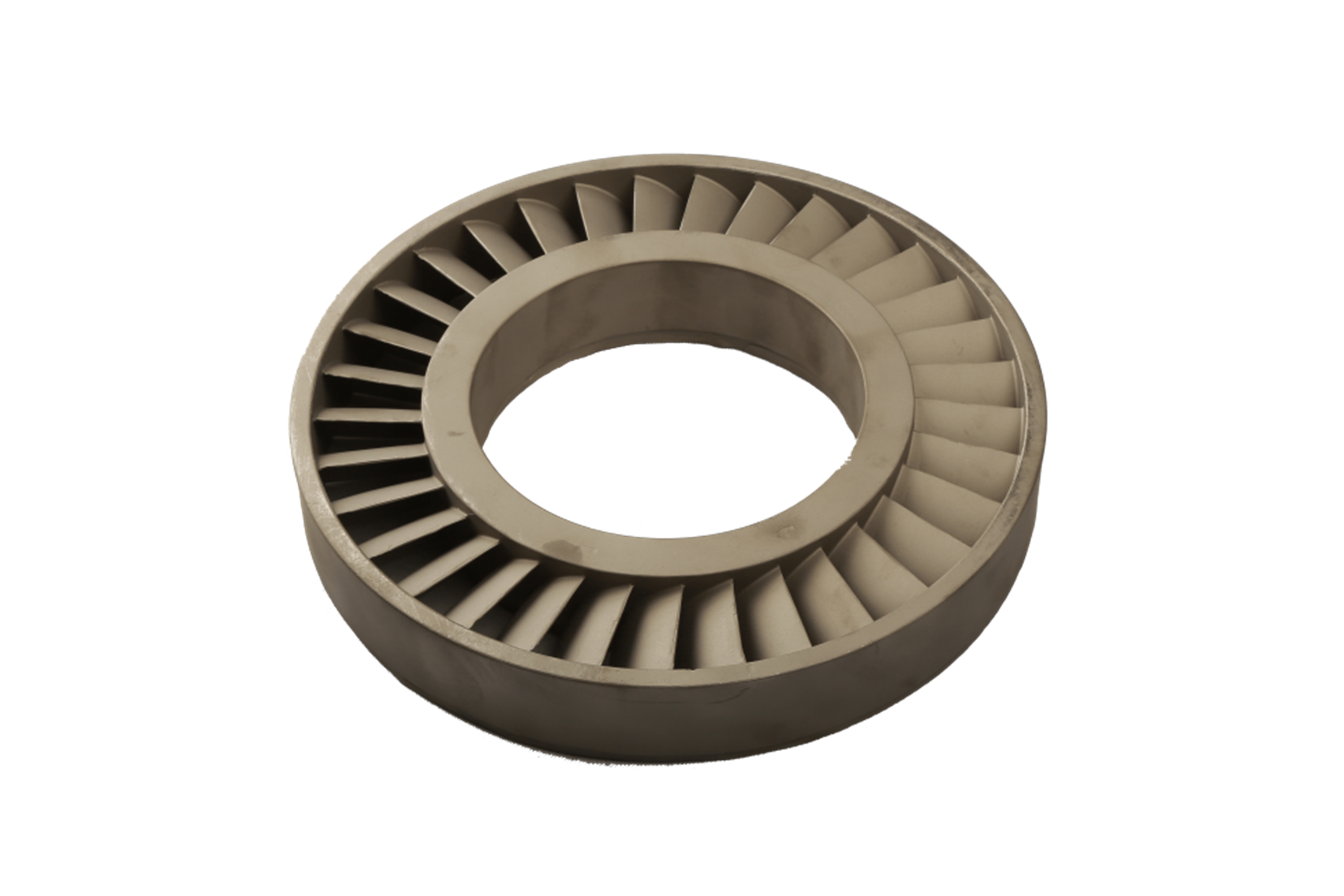
دراسة حالة: إنتاج ريش توربين الغاز البحري
خلفية المشروع
تطلب مقاول لأنظمة الدفع البحرية ريش المرحلة الأولى ومكونات الفوهة لتوربين غاز بحري عالي الأداء يُستخدم في سفينة من فئة الفرقاطة. كان يجب أن تتحمل الريش ظروف عادم تبلغ 1150 درجة مئوية وغازات احتراق محملة بالملح. تم اختيار PWA 1484 لمتانتها طويلة الدورة وقوة كسر الزحف العالية. قمنا بتسليم مكونات مسبوكة فراغيًا أحادية البلورة مع معالجة HIP، وتشطيب CNC، وطلاءات حاجز حراري EB-PVD.
تطبيقات الدفع البحري النموذجية
ريش توربين الغاز البحري (مثل LM2500 Marine، WR-21): تتحمل ريش PWA 1484 SX الضغط ودرجة الحرارة القصوى في توربينات الغاز البحرية ذات ملفات المهام الطويلة.
دلائل فوهة العادم: دلائل أحادية البلورة تُستخدم في فوهات التوربين البحري التي تتطلب تمددًا حراريًا منخفضًا، ومقاومة للأكسدة، ودقة أبعاد.
قنوات الانتقال عالية الحرارة: مسبوكات SX ثابتة معرضة لحرارة العادم وتدفق عالي السرعة بين غرفة الاحتراق ومراحل مدخل التوربين.
ريش دوار شاحن التوربو (أنظمة الديزل البحرية الهجينة): ريش PWA 1484 في المحركات المساعدة البحرية المتقدمة مع تعرض لدورات حرارية قصوى وأكسدة.
تعمل هذه الأجزاء في بيئات غنية بالملح وعالية الدورات، مما يتطلب الموثوقية العالية والاستقرار الحراري الذي توفره PWA 1484.
حلول التصنيع لمكونات PWA 1484 البحرية
عملية السباكة يتم استثمار تجميعات الشمع في قوالب خزفية وصبها فراغيًا عند ~1460 درجة مئوية. يتم التحكم بدقة في سحب القالب لإنتاج توجيه أحادي البلورة [001]. يتم تحسين ملفات التبريد لمنع تكوين حبيبات شاردة وعيوب داخلية.
المعالجة اللاحقة الكبس المتساوي الحرارة (HIP) عند ~1190 درجة مئوية و 100 ميجا باسكال يحسن الكثافة ويزيل المسامية. تسلسلات المعالجة الحرارية تحسن ترسيب γ′ لأقصى مقاومة للزحف والتعب.
التشغيل اللاحق التشغيل الآلي CNC ينهي الميزات الدقيقة بما في ذلك ملاءمة الجذر، وأسطح التركيب، والحواف الخلفية. يُستخدم EDM لحدود تحمل الجناح الضيقة. الحفر العميق يمكّن من دمج قنوات التبريد.
معالجة السطح يتم تطبيق طلاءات الحاجز الحراري (TBC) عبر EB-PVD أو APS لحماية الأسطح من الأكسدة الحرارية. قد تُستخدم طلاءات الألومينايد للحماية الإضافية من التآكل الملحي في البيئات البحرية.
الاختبار والتفتيش تخضع جميع المكونات لـ فحص الأشعة السينية غير المدمر، و التحقق الأبعادي CMM، و اختبارات الشد والزحف في درجات حرارة مرتفعة، و التحليل المعدني المجهري لتأكيد هيكل SX، وتوزيع γ′، والتصاق الطلاء.
التحديات الأساسية في التصنيع
الحفاظ على التوجيه أحادي البلورة [001] عبر هندسات ريش معقدة متعددة المحاور.
منع تكون الحبيبات الشاردة وإعادة التبلور أثناء التصلب والمعالجة الحرارية.
ضمان مقاومة الأكسدة ومتانة التعب في تدفقات العادم عالية الحرارة الغنية بالملح.
النتائج والتحقق
تم التحقق من سلامة SX عن طريق حيود Laue وتصوير البنية المجهرية SEM.
تم تأكيد الدقة الأبعادية ضمن ±0.05 مم عن طريق المسح ثلاثي الأبعاد CMM.
تم التحقق من قوة كسر الزحف ≥200 ميجا باسكال عند 1093 درجة مئوية من خلال اختبار مدته 1000 ساعة.
تم الحفاظ على مقاومة أكسدة السطح بعد 1000 دورة من ضباب الملح البحري/الحرارية.
الأسئلة الشائعة
لماذا تعتبر PWA 1484 مناسبة لتطبيقات سباكة توربين الغاز البحري؟
كيف تتحكمون في توجيه البلورة الواحدة أثناء السباكة؟
هل يمكن تخصيص أجزاء PWA 1484 لتخطيطات الدفع البحري؟
ما هي الطلاءات المستخدمة لتعزيز مقاومة الأكسدة والتآكل الملحي؟
ما هي طرق التفتيش التي تؤكد الجودة الهيكلية للمكونات البحرية أحادية البلورة؟
