Automotive Turbocharger Blades Stellite CNC Machining Supplier
Introduction to Stellite Turbocharger Blade Machining
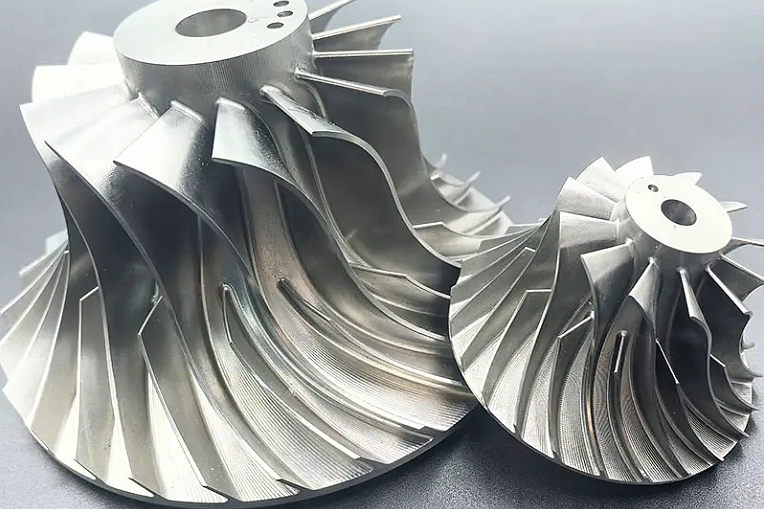
Turbocharger blades in automotive engines must withstand extreme conditions, including high-speed rotations, intense thermal cycling, and severe abrasive wear. Neway AeroTech, a specialized Stellite CNC machining supplier, manufactures precision automotive turbocharger blades using advanced machining methods. Utilizing robust cobalt-based alloys such as Stellite 6, we deliver blades with exceptional resistance to wear, corrosion, and thermal fatigue, specifically tailored for high-performance automotive turbocharging applications.
Our precision machining capabilities position us as a trusted supplier in the automotive industry.
Core Challenges in Machining Stellite Turbocharger Blades
Machining turbocharger blades from Stellite alloys presents distinct challenges:
Thermal Resistance: Blades must perform reliably at continuous temperatures exceeding 850°C.
Wear Resistance: Resistance to abrasive wear at blade tips during rapid rotations (>150,000 RPM).
Precision Requirements: Achieving dimensional tolerances within ±0.005 mm and surface finishes as fine as Ra 0.8 µm.
Fatigue Durability: Ensuring prolonged fatigue life under cyclic thermal and mechanical stress.
CNC Machining Process for Stellite Turbocharger Blades
CNC Milling and Turning
Multi-axis CNC milling achieves complex aerodynamic blade geometries with precision.
CNC turning ensures accurate concentricity and tight tolerance control.
High-rigidity carbide tooling manages Stellite’s hardness (HRC 40–45) and low machinability (15–20% relative to steel).
Electrical Discharge Machining (EDM)
Wire EDM creates intricate blade profiles and internal geometries beyond traditional machining capabilities.
Achieves exceptional dimensional precision within ±0.002 mm and optimal surface finishes (Ra 0.4–0.8 µm).
Minimizes residual stresses and structural distortion.
Comparison of Blade Manufacturing Methods
Manufacturing Method | Dimensional Accuracy | Surface Finish | Production Efficiency | Complexity Handling |
|---|---|---|---|---|
CNC Milling/Turning | ±0.005 mm | Ra 0.8–1.6 µm | High | Moderate–High |
Wire EDM | ±0.002 mm | Ra 0.4–0.8 µm | Moderate | Very High |
Vacuum Investment Casting | ±0.15 mm | Ra 3.2–6.3 µm | Moderate–High | High |
Selective Laser Melting | ±0.10 mm | Ra 6.3–12.5 µm | Moderate | High |
Manufacturing Process Selection Strategy
CNC Milling/Turning: Ideal for precision turbocharger blades requiring tight dimensional control (±0.005 mm) and repeatable quality.
Electrical Discharge Machining (EDM): Optimal for highly intricate geometries needing superior accuracy (±0.002 mm).
Vacuum Investment Casting: Suitable for cost-effective production of complex blade shapes at moderate precision (±0.15 mm).
Selective Laser Melting (SLM): Effective for prototyping and intricate cooling channel integration.
Stellite Material Performance Matrix
Material | Hardness (HRC) | Tensile Strength | Max Temp | Wear Resistance | Recommended Automotive Use |
|---|---|---|---|---|---|
43–45 | 860 MPa | 850°C | Exceptional | Turbocharger blades | |
45–48 | 810 MPa | 800°C | Excellent | High-wear blade edges | |
35–40 | 730 MPa | 850°C | Superior | Corrosion-resistant blades | |
20–35 | 930 MPa | 980°C | Good | Structural blade components | |
28–35 | 650 MPa | 900°C | Excellent | Thermal cycling components | |
51–55 | 960 MPa | 750°C | Exceptional | Extreme wear blade tips |
Material Selection Strategy
Stellite 6: Optimal for blades needing balanced strength (860 MPa) and superior wear resistance at 850°C.
Stellite 12: Selected for exceptional abrasion resistance on blade edges at hardness levels of 45–48 HRC.
Stellite 21: Ideal for turbocharger components exposed to corrosive conditions, stable at temperatures up to 850°C.
Stellite 25: Chosen for structural integrity requiring high strength (930 MPa) at elevated temperatures (980°C).
Stellite 31: Recommended for blades subjected to intense thermal cycling, offering excellent resistance at 900°C.
Stellite 3: Used for blade tips where extreme wear resistance and hardness (up to 55 HRC) are required.
Key Post-processing Technologies
Heat Treatment: Improves blade microstructure, strength, and fatigue performance.
Hot Isostatic Pressing (HIP): Eliminates porosity, significantly enhancing blade integrity under extreme operating conditions.
Thermal Barrier Coating (TBC): Protects blades by reducing surface temperatures approximately 200°C, improving operational lifespan.
Dynamic Balancing: Ensures minimal vibration and optimal performance at rotational speeds above 150,000 RPM.
Industry Case Study: CNC Machined Stellite Turbocharger Blades
Neway AeroTech recently delivered CNC-machined Stellite 6 turbocharger blades for a major automotive turbocharging OEM. Leveraging precision CNC milling, advanced EDM processes, and comprehensive post-processing (heat treatment, HIP, dynamic balancing), we achieved industry-leading dimensional accuracy (±0.005 mm), outstanding wear resistance, and superior fatigue life, exceeding customer performance requirements.
Our precision machining and material expertise position us as a premier supplier of turbocharger blades.
FAQs
What is your typical production lead time for CNC machined Stellite turbocharger blades?
Can you accommodate small-volume or prototype runs for turbocharger blade projects?
Which automotive industry certifications and quality standards do your turbocharger blades meet?
Do you provide technical support in selecting the appropriate Stellite alloys for specific turbocharger applications?
What testing methods ensure the reliability and performance of your CNC-machined turbocharger blades?
