طلاء حاجز حراري فوق صوتي للأعمدة
مقدمة
تتعرض الأعمدة العاملة في بيئات عالية الحرارة - مثل مغازل التوربينات، وأعمدة القيادة العادمة، وأعمدة الدوار - للإجهاد الحراري، والأكسدة، والتآكل بفعل الغازات الساخنة. للحفاظ على الاستقرار الأبعادي ومنع الفشل المبكر، تتطلب هذه المكونات حماية سطحية متقدمة. حل الطلاء الحاجز الحراري فوق الصوتي (TBC) الخاص بنا، المُطبق عبر رش وقود أوكسجيني عالي السرعة (HVOF) أو رش البلازما فوق الصوتي، يقدم طلاءات متينة مقاومة للحرارة تعزز طول العمر والموثوقية للأعمدة الدوارة الحرجة في تطبيقات الطيران والتوربينات الغازية الصناعية.
نحن متخصصون في أنظمة TBC المصممة لمكونات الأعمدة في أنظمة الدفع، والطاقة، والمعالجة الحرارية، حيث تكون مقاومة الحرارة، والأكسدة، والإجهاد الميكانيكي ضرورية.
لماذا تحتاج الأعمدة إلى طلاء حاجز حراري فوق صوتي
تتعرض الأعمدة المستخدمة في الآلات ذات القسم الساخن إلى:
تعرض عالي للحرارة المشعة والحمل الحراري (عادة 800–1100 درجة مئوية)
دورات حرارية أثناء تشغيل وإيقاف المحرك
أكسدة وتآكل ساخن من خليط الغازات المحيطة
إجهاد سطحي من الدوران عالي السرعة تحت الضغط
يوفر الطلاء الحاجز الحراري فوق الصوتي حاجزًا يقلل بشكل كبير من درجة حرارة سطح العمود، ويحد من الأكسدة، ويحسن أداء الإجهاد من خلال تخفيف عدم تطابق التمدد الحراري بين المادة الأساسية والمكونات المحيطة.
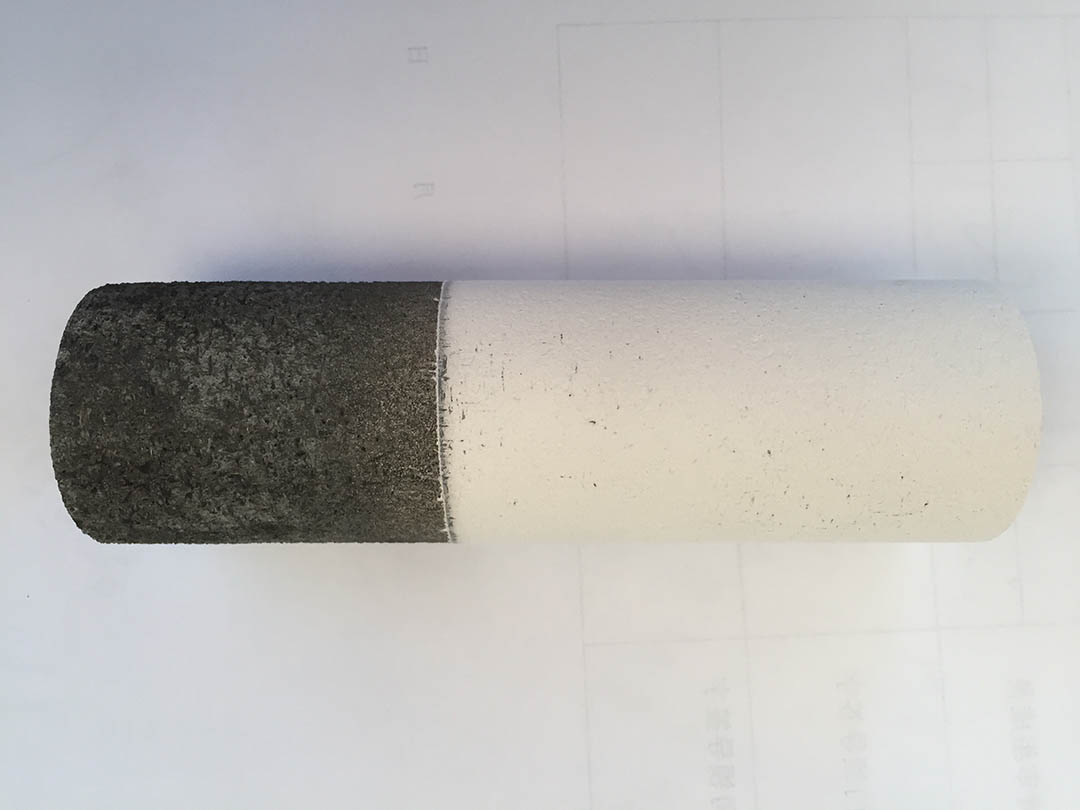
هيكل الطلاء
الطبقة | المادة | الوظيفة |
|---|---|---|
طبقة الربط | MCrAlY أو NiCrAlY عبر HVOF | يعزز الالتصاق ويوفر الحماية من الأكسدة/التآكل |
الطبقة العلوية | زركونيا مثبتة بالإيتريا 7–8 وزن % (YSZ) | يوفر العزل الحراري والتوافق مع الإجهاد |
يتراوح سمك الطلاء عادة من 200–350 ميكرومتر، ويتم تحسينه حسب تطبيق العمود وظروف التشغيل.
مواد الأعمدة القابلة للتطبيق
نقوم بطلاء مجموعة متنوعة من المواد الأساسية للأعمدة المقاومة للحرارة وعالية القوة، بما في ذلك:
إنكونيل 718 / IN738LC – أعمدة سبائك عالية الحرارة تستخدم في التوربينات والأنظمة الحرارية
Mar-M 247، Rene 80، Rene N5 – أعمدة سبائك فائقة من النيكل في تطبيقات دوارات محركات الطائرات النفاثة
هاستيلوي X، هاينز 230 – أعمدة في أنظمة الاحتراق ومبادلات الحرارة
صلب الأدوات عالي السرعة (H13، M42) – أعمدة فولاذية مزورة في تجميعات دوارة صناعية
تتطلب كل مادة تحضيرًا محددًا للرمل الكاشط، والتسخين المسبق، وطبقة وسيطة للحصول على التصاق وأداء حراري أمثل.
عملية تطبيق الطلاء الحاجز الحراري فوق الصوتي
1. تحضير السطح
كشط بالرمل باستخدام وسائط الألومينا لتحقيق خشونة سطحية Ra 3–5 ميكرومتر
التسخين المسبق لتقليل الصدمة الحرارية أثناء الترسيب
تغطية الأسطح الحرجة (المحامل، الخيوط، المقاعد)
2. ترسيب طبقة الربط
يتم تطبيقه عبر رش HVOF للحصول على طبقة ربط عالية الكثافة ومنخفضة المسامية
يتم اختيار NiCrAlY أو CoNiCrAlY بناءً على ظروف الأكسدة والتآكل
3. تطبيق الطبقة العلوية YSZ
يتم ترسيبه باستخدام رش البلازما فوق الصوتي (APS بسرعة عالية)
مسامية مضبوطة (~10–15%) لتخفيف الإجهاد الحراري وتوفير العزل
4. التكييف بعد الطلاء
إغلاق أو تكثيف اختياري لتحسين مقاومة التقشر
طحن أو تلميع أبعادي لتلبية تسامحات تركيب العمود
مزايا الأداء
الميزة | الفائدة |
|---|---|
العزل الحراري | يقلل درجة حرارة السطح حتى 200 درجة مئوية |
مقاومة الأكسدة | يحمي العمود من التقشر الحراري والتآكل الطوري الغازي |
إطالة عمر الإجهاد | يقلل من إجهاد التمدد الحراري والتشقق تحت الحمل الدوري |
تحسين الموثوقية | يحافظ على السلامة الأبعادية والميكانيكية خلال عمر خدمة طويل |
انخفاض تكرار الصيانة | يقلل الحاجة إلى استبدال أو تجديد العمود قبل الأوان |
اختبار والتحقق من الجودة
نتبع مواصفات الطيران والصناعة للتحقق من طلاء الأعمدة:
سمك الطلاء (±10 ميكرومتر)
قوة الالتصاق (ASTM C633) ≥ 30 ميجا باسكال
اختبار الصدمة الحرارية (حتى 1000 دورة @ 1000 درجة مئوية)
تحليل المجهر الإلكتروني الماسح والبنية المجهرية
تقييم طبقة أكسدة طبقة الربط
أمثلة التطبيق
أعمدة توربينات الطاقة GE LM2500: تم تطبيق طلاء YSZ TBC لعزل أعمدة دوارات التوربينات البحرية والصناعية
أعمدة الضاغط Rolls-Royce AE 2100: تم استخدام الطلاء فوق الصوتي للتحكم في الأكسدة في تجميعات الأعمدة عالية السرعة
أعمدة قيادة المولدات المشتقة من الطيران: تم استخدام طلاء TBC بالبلازما في أعمدة واجهة المولدات المعرضة لمناطق العادم الساخنة
أعمدة حارقات التكرير: تم تطبيق طلاء HVOF + السيراميك على أعمدة الاحتراق الدوارة في وحدات معالجة النفط والغاز
الأسئلة الشائعة
ما هي أقصى درجة حرارة يمكن أن يتحملها الطلاء الحاجز الحراري فوق الصوتي لتطبيقات الأعمدة؟
هل يمكن إعادة تطبيق الطلاءات الحاجزة الحرارية أثناء تجديد العمود؟
ما هو السمك الذي يجب أن تكون عليه الطبقة السيراميكية على أعمدة التوربينات؟
ما الفرق بين طلاءات HVOF و APS للمكونات الدوارة؟
كيف تضمنون سمك طلاء موحد حول أشكال الأعمدة المعقدة؟
