هانيويل: دراسة حالة لريش التوربين الثانوية المصبوبة ببلورات متساوية المحاور
المقدمة
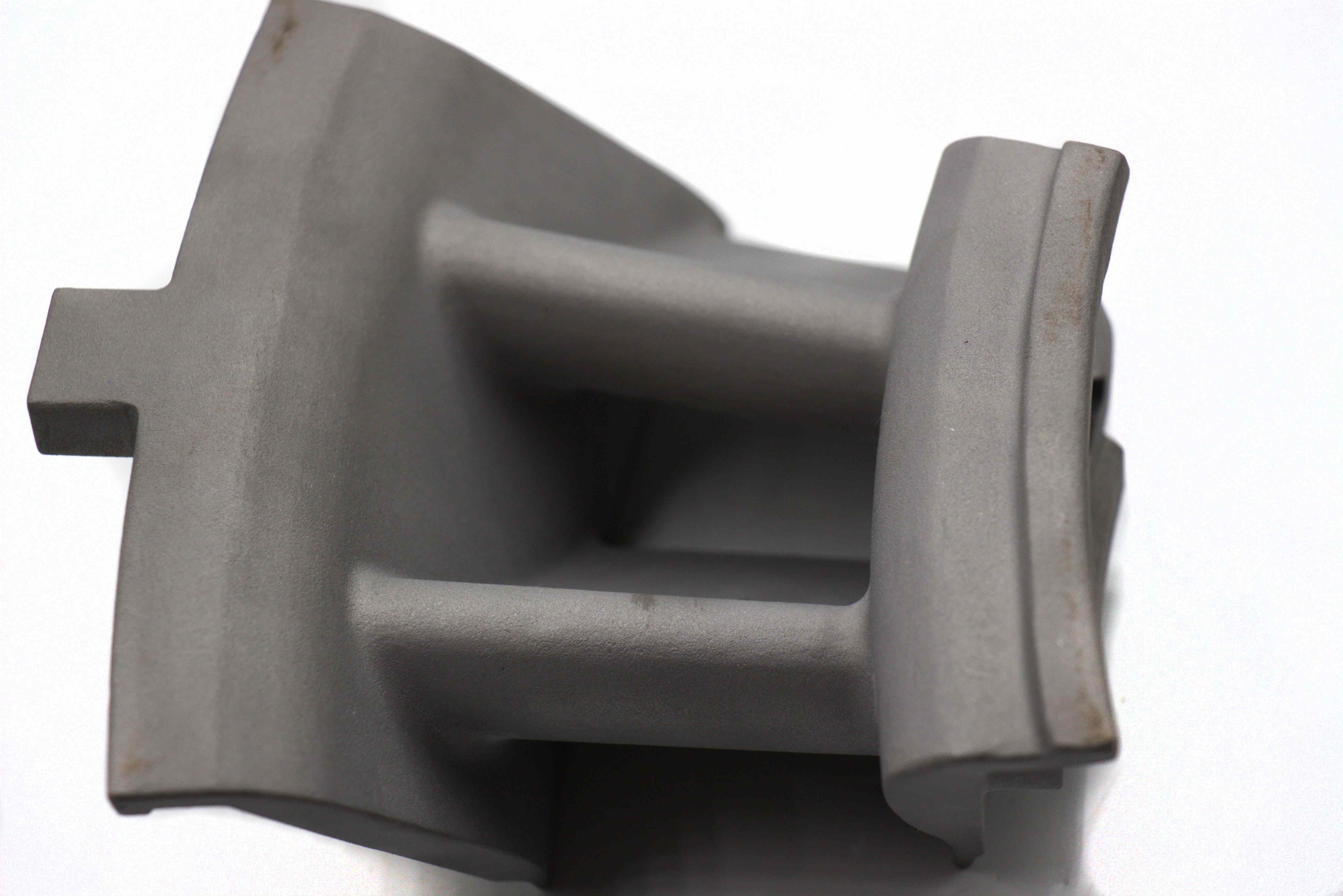
في صناعة الطيران اليوم، ومع تزايد التركيز على كفاءة استهلاك الوقود وخفض الانبعاثات، لم يكن تصميم وتصنيع مكونات التوربينات أكثر أهمية من أي وقت مضى. ومن بين هذه المكونات، تلعب ريشة التوربين الثانوية دورًا حيويًا في تشكيل تدفق الهواء أسفل ريش التوربين من المرحلة الأولى، مما يحافظ على كفاءة المحرك تحت الظروف القاسية. أطلقت شركة هانيويل، الشركة المصنعة الرائدة لمحركات الفضاء الجوي، مؤخرًا برنامجًا متقدمًا لتحسين إنتاج ريش التوربين الثانوية باستخدام صب البلورات المتساوية المحاور. تستكشف دراسة الحالة هذه استراتيجيات الهندسة وعمليات التصنيع وضوابط الجودة المشاركة في هذا المشروع.
خلفية مشروع هانيويل ومتطلبات التصميم
تتطلب محركات سلسلة HTF7000 من هانيويل، التي تشغل مجموعة من طائرات الأعمال، ريش توربين ثانوية يمكنها العمل بموثوقية في بيئات قاسية. تقع هذه الريش أسفل ريش المرحلة الأولى، وتتعرض لدرجات حرارة تتراوح بين 1100°م و 1150°م، بالإضافة إلى أحمال حرارية وميكانيكية متقلبة. شملت متطلبات التصميم الرئيسية ما يلي:
مقاومة ممتازة للأكسدة والتآكل
عمر إجهاد عالي لدورة منخفضة وعالي لدورة عالية
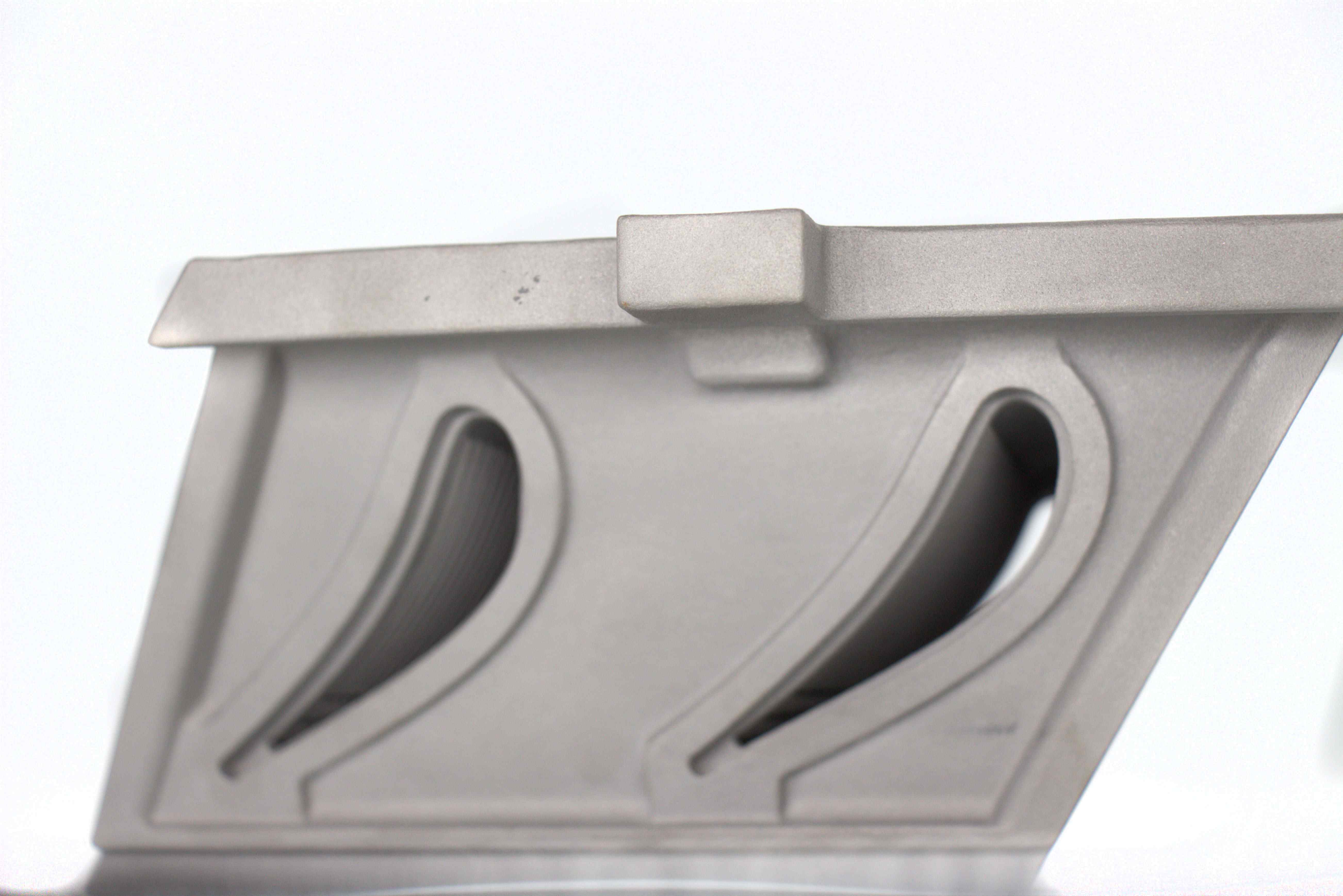
ملف جانبي ديناميكي هوائي دقيق وقنوات تبريد داخلية محسنة
إنتاج فعال من حيث التكلفة لضمان القدرة التنافسية التجارية
بعد تقييم مكثف للمواد، اختار مهندسو هانيويل سبائك مثل إنكونيل 738 (Inconel 738) وريني 77 (Rene 77)، وكلاهما معروف بأدائه القوي في درجات الحرارة العالية. كان الدافع وراء استخدام صب البلورات المتساوية المحاور للسبائك الفائقة هو مزيج من احتياجات الأداء الميكانيكي وتحسين التكلفة. على عكس الريش أحادية البلورة أو ذات التصلب الاتجاهي، يمكن لريش التوربين الثانوية تحمل حدود الحبيبات عند التحكم فيها بشكل صحيح، مما يجعل الصب متساوي المحاور خيارًا عمليًا.
تصميم عملية صب البلورات المتساوية المحاور
منطق تصميم العملية
يوفر اختيار الصب متساوي المحاور عدة فوائد:
تحسين المتانة بسبب البنية متعددة الحبيبات
انخفاض تكلفة التصنيع مقارنة بالصب أحادي البلورة
مرونة أكبر في الشكل الهندسي، خاصة بالنسبة لميزات تبريد الريش المعقدة
ونظرًا لهذه العوامل، قام فريق هانيويل بتخصيص العملية لتحقيق تحكم مثالي في البنية المجهرية، مع التركيز على تجانس حجم الحبيبات وتقليل الفصل العنصري إلى الحد الأدنى.

الصهر الفراغي وتحضير القشرة السيراميكية
يكمن في قلب عملية التصنيع الصب الاستثماري الفراغي المتقدم. تبدأ سير العمل بصهر فراغي لسبائك السبائك الفائقة المختارة لضمان نقاء كيميائي عالٍ. يستخدم تحضير القالب السيراميكي أنظمة قشرة مركبة محسنة من Y2O3 + Al2O3 لتحمل الدورات الحرارية المتكررة والكيمياء العدوانية للمعدن المنصهر.
تشمل معايير العملية الرئيسية ما يلي:
درجة حرارة صهر السبيكة: 1600–1650°م
درجة حرارة تسخين القالب مسبقًا: 1450–1500°م
معدل صب مضبوط لتقليل الاضطراب واحتجاز الغاز
معدل تبريد مصمم خصيصًا لأهداف بنية الحبيبات
يتضمن تصميم الصب أيضًا تكوينات حصرية للبوابات والمغذيات لتعزيز التصلب الاتجاهي ضمن نظام البلورات المتساوية المحاور.
عمليات التحكم في العيوب والتفتيش
أنواع العيوب النموذجية
يعد التحكم في العيوب أمرًا بالغ الأهمية لضمان السلامة الميكانيكية لريش التوربين الثانوية. تشمل العيوب الرئيسية المستهدفة للإزالة ما يلي:
مسامية الانكماش
الشوائب غير المعدنية
بنية حبيبية خشنة أو غير موحدة
أكسدة السطح وشوائب سيراميكية
تقنيات التفتيش
اعتمدت هانيويل بروتوكول تفتيش متعدد المراحل باستخدام الاختبارات غير الإتلافية المتقدمة (NDT) وعلم الفلزات:
طريقة التفتيش | العيوب المستهدفة | مثال على المعدات | معايير القبول |
|---|---|---|---|
المسامية، تجاويف الانكماش | نظام أشعة سينية صناعي | وفقًا لـ AMS STD | |
شوائب العناصر النزرة | مطياف GDMS | < 0.01% شوائب | |
المجهر المعدني | حجم الحبيبات والفصل العنصري | مجهر ضوئي | متوافق مع ASTM E112 |
مسح التصوير المقطعي المحوسب (CT) | سلامة قنوات التبريد الداخلية | ماسح صناعي للتصوير المقطعي المحوسب | الامتثال لمواصفات التصميم |
SEM + EDS | الشوائب السطحية وطبقات الأكسيد | مجهر إلكتروني ماسح عالي الدقة | عدم السماح بوجود أطوار غريبة |
يضمن نظام التفتيش القوي هذا أن كل ريشة تلبي معايير هانيويل الصارمة ومعايير صناعة الفضاء الجوي.
تقنيات ما بعد المعالجة
الضغط المتساوي القياس الساخن (HIP)
بعد الصب، تخضع المكونات لـ الضغط المتساوي القياس الساخن (HIP) للقضاء على المسامية المجهرية وتجانس البنية المجهرية الداخلية. يتم التحكم في ظروف العملية بدقة:
درجة الحرارة: 1180–1220°م
الضغط: 100–150 ميجا باسكال
وقت الثبات: 3–4 ساعات
يعزز الـ HIP بشكل كبير أداء الإجهاد، وهو أمر مهم بشكل خاص نظرًا لظروف التحميل الدوري التي تتعرض لها الريش الثانوية.
المعالجة الحرارية
تعمل المعالجة الحرارية اللاحقة على تحسين بنية السبيكة المجهرية بشكل أكبر:
معالجة محلولية عند 1190–1210°م لإذابة الأطوار غير المرغوب فيها
تبريد مضبوط لتشكيل مورفولوجيا γ/γ'
معالجات الشيخوخة عند 850–900°م لتحسين القوة في درجات الحرارة العالية ومقاومة الإجهاد
هذه الخطوات حاسمة لتحقيق مقاييس أداء الزحف ومقاومة الأكسدة المستهدفة.
المعالجة السطحية: الحواجز الحرارية (TBC) وتكييف السطح
بالإضافة إلى الخصائص المعدنية الأساسية، تعد الحماية السطحية ضرورية لريش التوربين الثانوية بسبب التعرض المطول لتدفقات الغازات الساخنة والبيئات المسببة للتآكل. تستخدم هانيويل أنظمة طلاء الحواجز الحرارية (TBC) المتقدمة لتوفير هذه الحماية.
يتكون نظام TBC من:
طبقة ربط: عادةً MCrAlY، توفر مقاومة للأكسدة وحاجز انتشار
طبقة علوية سيراميكية: زركونيا مثبتة بالإيتريا (YSZ)، بسمك 100–250 ميكرومتر، تطبق عن طريق رش البلازما الهوائي أو ترسيب البخار الفيزيائي بحزمة الإلكترون (EB-PVD)
تقلل هذه الطلاءات فعليًا من درجة حرارة سطح المعدن بمقدار 100–150°م، مما يطيل عمر الريشة بشكل كبير.
بالإضافة إلى ذلك، تخضع الريش لتكييف سطح دقيق:
إزالة بقايا السيراميك من الأسطح الداخلية والخارجية
التلميع لتحقيق خشونة سطح Ra < 1.5 ميكرومتر حيثما لزم الأمر
تطبيق طلاءات مضادة للأكسدة في مناطق محددة لمنع التآكل الساخن
يضمن هذا النهج الشامل الأداء الأمثل والموثوقية أثناء الخدمة.


التفتيش النهائي والتأهيل
تدمج عملية ضمان الجودة لدى هانيويل خطوات تفتيش وتأهيل صارمة لضمان الامتثال لكل من المعايير الداخلية ومعايير الصناعة.
الاختبار الميكانيكي
تخضع كل دفعة إنتاج لما يلي:
اختبار الشد في درجة حرارة الغرفة ودرجات الحرارة المرتفعة
اختبار الزحف للتحقق من قوة درجة الحرارة العالية على المدى الطويل
اختبار الإجهاد تحت ظروف التحميل منخفض الدورة وعالي الدورة
التقييم غير الإتلافي (NDE)
تضمن تقنيات NDE المتقدمة سلامة المكونات:
100% تفتيش بالأشعة السينية للكشف عن المسامية الداخلية والانكماش
مسح صناعي بالتصوير المقطعي المحوسب للتحقق من هندسة ممرات التبريد وكشف العيوب المحتملة
فحص التيارات الدوامية لتأكيد سلامة السطح
تفتيش بصري نهائي بواسطة فنيين ذوي خبرة
الشهادات
يتم اعتماد الريش للامتثال لـ:
معايير الجودة الداخلية لهانيويل
مواصفات مواد الفضاء الجوي التابعة لـ SAE (AMS)
معايير ASTM و ISO لمسبوكات الفضاء الجوي
فقط المكونات التي تجتاز جميع عمليات التفتيش يتم إطلاقها لتجميع المحرك.
نتائج تطبيق هانيويل
تم دمج ريش التوربين الثانوية المصبوبة ببلورات متساوية المحاور والمحسنة حديثًا بالفعل في العديد من منصات محركات هانيويل، بما في ذلك سلسلتا HTF7000 و TPE331. حقق فريق التصنيع نتائج مذهلة:
انخفاض في تكلفة الإنتاج بنسبة 15–20% مقارنة بالطرق السابقة
زيادة في عمر المكون بنسبة 10–15% بسبب تحسين التحكم في البنية المجهرية والحماية السطحية
تحسين الاتساق في الملف الجانبي الديناميكي الهوائي ودقة قناة التبريد
تساهم هذه المكاسب مباشرة في كفاءة المحرك، وتقليل تكاليف الصيانة، وتعزيز رضا العملاء.
أكدت بيانات أداء الميدان من المحركات العاملة تحسينات التصنيع، حيث تجاوز عمر الريش فترات الخدمة المتوقعة وحافظ على موثوقية ممتازة في بيئات التشغيل القاسية.
اتجاهات الصناعة والآفاق المستقبلية
تطلعًا للمستقبل، من المقرر أن تتطور عملية صب البلورات المتساوية المحاور بعدة طرق مثيرة.
التصنيع الذكي
يعد دمج نماذج التوأم الرقمي ومراقبة العمليات المدعومة بالذكاء الاصطناعي بتحسين جودة الصهر والعائد بشكل أكبر.
التصنيع الهجين
يؤدي الجمع بين الصب متساوي المحاور والخراطة الدقيقة بالسبائك الفائقة باستخدام CNC والطباعة ثلاثية الأبعاد للسبائك الفائقة إلى تمكين أشكال هندسية أكثر تعقيدًا للريش وتصاميم محسنة للأداء.
المواد المتقدمة
سيدفع البحث في تركيبات سبائك جديدة وأنظمة TBC من الجيل التالي أداء المكونات إلى أبعد من ذلك، لدعم محركات أكثر سخونة وكفاءة.
بالنسبة لمهندسين مثلي، إنه وقت مثير להיות في طليعة مثل هذه الابتكارات، والمساعدة في تشكيل مستقبل الدفع الفضائي من خلال التميز في المواد والتصنيع.
الملخص وتأملات المهندس
يمثل مشروع ريشة التوربين الثانوية من هانيويل التآزر القوي بين الحرفية التقليدية والتكنولوجيا المتطورة. من خلال التصميم الدقيق للعملية، ومراقبة الجودة الدقيقة، وما بعد المعالجة المبتكرة، قدم الفريق مكونًا يلبي متطلبات المحرك الصارمة اليوم مع الحفاظ على القدرة التنافسية التجارية.
بينما نتطلع إلى المستقبل، سيستمر التطور المستمر لتقنيات الصهر وعلوم المواد في فتح احتمالات جديدة. حتى الآن، تقف هذه الريش ذات البلورات المتساوية المحاور كشاهد على ما يمكن تحقيقه من خلال الهندسة المدروسة والاهتمام الذي لا يتزعزع بالتفاصيل.
الأسئلة الشائعة
ما هي مزايا صب البلورات المتساوية المحاور لريش التوربين؟
لماذا اختارت هانيويل الصب متساوي المحاور لريش التوربين الثانوية؟
كيف يحسن طلاء الحاجز الحراري (TBC) أداء ريش التوربين الثانوية؟
ما هي طرق التفتيش التي تضمن جودة الريش في تطبيقات الفضاء الجوي؟
ما هي السبائك المستخدمة عادةً في ريش التوربين الثانوية المصبوبة ببلورات متساوية المحاور؟
