What Post-Processing Steps Are Necessary for WAAM-Printed Stainless Steel Parts?
Essential Post-WAAM Processing Workflow
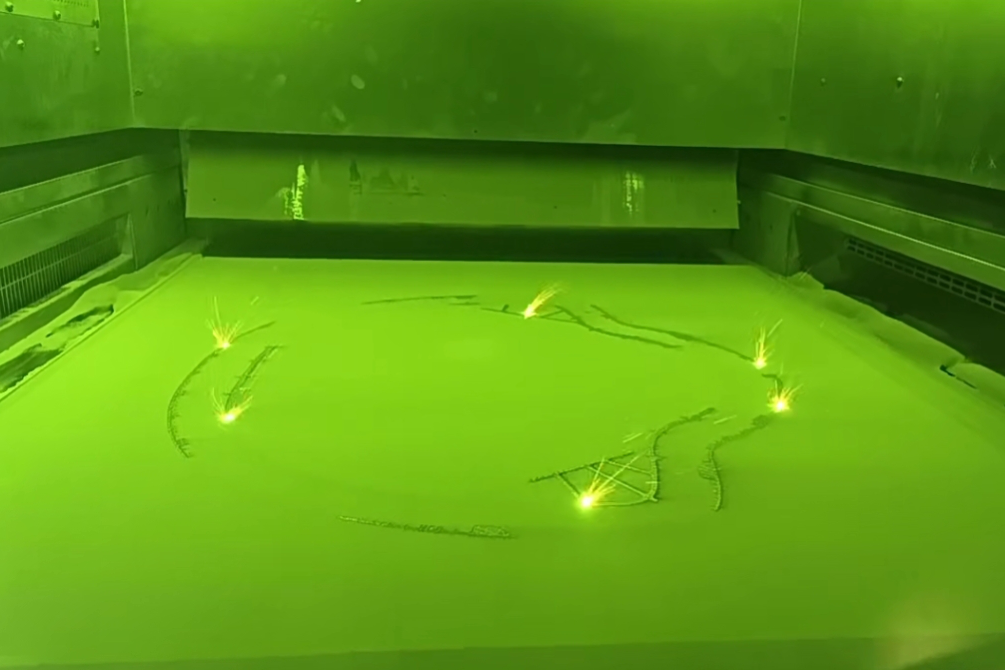
Post-processing is critical to transform the rough, as-deposited "near-net shape" from Wire Arc Additive Manufacturing (WAAM) into a functional, dimensionally accurate, and reliable stainless steel component. The high heat input and substantial deposition rates of WAAM result in significant residual stresses, pronounced surface waviness, and a weld-like microstructure. A systematic post-processing sequence is therefore required to ensure mechanical integrity, achieve design specifications, and restore material properties for applications in sectors like marine or energy.
Primary Step: Stress Relief and Heat Treatment
The first mandatory step is stress-relief annealing. The extensive thermal gradients in WAAM lock in substantial residual stresses, which can cause severe distortion or cracking during or after material removal. A controlled heat treatment cycle is applied to relieve these stresses, stabilize the microstructure, and, for grades like 17-4 PH, to achieve the desired precipitation-hardened condition. This step is fundamental before any major machining to ensure dimensional stability.
Bulk Material Removal and Precision Machining
WAAM parts have a high degree of oversize material and a rough, undulating surface. Machining is therefore the most extensive and costly post-processing phase:
Rough Machining: Initial bulk removal of excess material to approach the final net shape.
Precision CNC Machining: Critical final machining operations to achieve tight geometric tolerances, smooth surface finishes on functional interfaces, and precise fit with other components. This step is non-negotiable for achieving part functionality.
Surface Enhancement and Densification
Following machining, additional treatments enhance performance:
Surface Finishing: For improved fatigue resistance and aesthetics, processes like abrasive flow machining, grit blasting, or polishing are used to reduce surface roughness and remove machining marks.
Hot Isostatic Pressing (HIP): For parts subjected to high pressure or cyclic loads, HIP can be applied to close any internal porosity or lack-of-fusion defects, resulting in isotropic, forge-like density and improved mechanical properties.
Corrosion Resistance Restoration: Machining and heat treatment can affect stainless steel's passive layer. A final passivation process is typically performed to remove free iron and restore the chromium oxide surface, ensuring maximum corrosion resistance.
Final Validation and Inspection
Rigorous inspection validates the entire post-processing chain. This includes:
Dimensional Verification: Using CMM or laser scanning to ensure compliance with CAD models.
Non-Destructive Testing (NDT): Techniques like dye penetrant testing or ultrasonic inspection check for surface and subsurface defects.
Comprehensive Material Testing and Analysis: Microstructural examination, hardness testing across the build, and mechanical testing of witness coupons confirm that the post-processed part meets all required material specifications for its intended service life.